标准分类号
标准ICS号:冶金>>钢铁产品>>77.140.80钢铁铸件
中标分类号:机械>>加工工艺>>J31铸造
相关单位信息
首发日期:1987-12-28
复审日期:2004-10-14
起草单位:大连耐酸泵厂
发布部门:国家标准局
主管部门:国家标准化管理委员会
标准简介
本标准适用于含硅10.00%~18.00%的高硅耐蚀铸铁件。 GB/T 8491-1987 高硅耐蚀铸铁件 GB/T8491-1987
标准内容
中华人民共和国国家标准
高硅耐蚀铸铁件
Corrosion resistant high silicon iron castings本标准适用于含硅10.00%~18.00%的高硅耐蚀铸铁件。牌号
UDC 621.741.3
: 669.018.8
GB8491--87
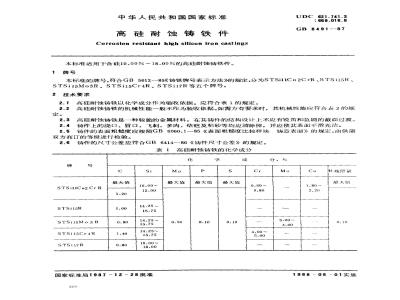
本标准的牌号,符合GB5612--85《铸铁牌号表示方法》的规定,分为STSi11Cn2CrR、STSi15R、STSi15Mo3R、STSi15Cr4R、STSi17R等五个牌号。2技术要求
2.1高硅耐蚀铸铁以化学成分作为验收依据。应符合表1的规定。2.2高硅耐蚀铸铁的机械性能一般不作为验收依据。如需方有要求时,其机械性能应符合表2的规定。
高硅耐蚀铸铁是一种较脆的金属材料,在其铸件的结构设计上不应有锐角和急剧的截面过渡。2.3
铸件上的浇口、冒口、飞刺、多肉、结疤及粘砂等均应清除掉,并应使其表面平滑光洁。2.4
铸件的表面粗糙度应按照GB6060.1一85《表面粗糙度比较样块铸造表面》的规定,由供需2.5
双方商订的等级进行检验。
2.6铸件的尺寸公差应符合GB6414-86《铸件尺寸公差》的规定。表1高硅耐蚀铸铁的化学成分
最大值
STSil1Cu2CrR
STSi15R
STSi15Mo3R
STSi15Cr4R
STSi1?R
国家标准局1987-12-28批准
最大值
最大俏
最大值
分,%
R残留量
最大催
1988-08-01实施
STSi11Cu2CrR
STSi15R
STSi15Mo3R
STSi15Cr4R
STSi17R
大!0
铸件最大长度
至120
铸件浇
注位置
最人高度
垒120
GB8491—87
表2高硅耐蚀铸铁的机械性能
最小抗弯强度,αw
N/mm2(kgl/mm2)
190(19.40)
140 (14.30)
130(13.30)
130(13.30)
130(13.30)
最小挠度
表3铸件的机械加I余量
最人硬度
GB8491--87
2.7铸件的重量偏差应符合图纸上的有关规定或订货技术要求。2.8铸件的加工余量应符合表3的规定。2.9铸件的消除内应力热处理,若需方无特殊要求时,按以下规范进行:铸件在红热状态下打箱,并迅速地排除一切阻碍铸件自由收缩的机械阻力,清除浇冒门,将红热铸件直接装人高于600℃的预先加热的热处理炉内,随即将铸件缓慢地加热到750~850℃(升降度速度45℃/h)。根据铸件的结构尺寸和壁厚,在该温度范围内保温2~4h,待炉温降至100℃以下时出炉。
铸件不应有降低强度和有损产品外观的铸造缺陷,铸件的允许缺陷范围按表4的规定,允2.10
许修整的缺陷及其修理方法由制造厂或供需双方协商确定。2.11铸件需作水压试验时,应在图纸或订货技术文件中规定。302
GB 8491-87
000~009
.00002
3试验方法
3.1化学分析
GB 8491-87
高硅耐蚀铸铁的化学成分的仲裁分析按GB223--84《钢铁及合金化学分析方法》的规定进行。化学分析取样方法按GB222一84《钢的化学分析用试样取样法及成品化学成分允许偏差》的规定进行。注:分析硅用氢氟酸作溶剂。
3.2试棒
弯曲与挠度试验采用直径为30mm,长度为340mm的单铸试棒,其硬度试棒取自弯曲试棒。单铸试棒用于铸件同-批铁水(不应用最初和最末包)在湿型或十型中,立浇底注。同一铸型内,可同时浇注几根试棒,试棒之间的距离应不小于50mm。3.3机械性能试验
3.3.1弯曲与挠度试验按GB977-84《灰铸铁件机械性能试验方法》的规定进行。3.3.2洛氏硬度试验按GB230一83《金属洛氏硬度试验法》的规定进行。3.4水压试验
承受液压的零件,可用常温清水进行水压试验,其试验压力为丁作压力的1.5倍,且保压的时间应不少于10min。
4检验规则
4.1批量的划分
铸铁在规定的熔化工艺规程和炉料固定的情况下,每批量铸件以2000kg为限度,作为…-批量,取样次。
4.2试验次数与炉次编号
4.2.1每一批量至少应进行一组(三根)弯曲试验和一次化学成分分析。4.2.2为了保证铸件与试棒的炉次相间,应在铸件与试棒的非重要面上铸出清晰的炉次编号。4.3检验结果的评定
4.3.1检验抗弯强度时,先用一组(三根)试棒进行试验。如有两根符合要求,即为含格。格试验结果只有--根达到要求时,则应从同一批的试棒中,另取试棒-组(三根)。进行重复试验。试验结果如有两根试棒达到要求,则铸件仍为合格。否则该批铸件为不合格。4.3.2试棒由于下列原因而引起检验不合格时,则试验无效。a。试棒表面有铸造缺陷,
b.试棒断口上有铸造缺陷:
试棒在试验机上安装不当或试验机操作不当。C.bzxz.net
4.4铸件质量与几何形状
4.4.1铸件的外观质量应逐件检查,其表面粗糙度应进行抽检。4.4.2首批铸件和重要铸件应逐件检查尺寸和几何形状,-般铸件可以抽查。抽查方法由供需双方协商确定。
4.4.3对要求检查水压试验的受压件,应逐件进行检验。在检验时,其压力持续时间内,铸件如出现漏水或冒汗,则该铸件为不合格。5证书、标记、包装、运输和保管5.1每批铸件出」‘应附有符合本标准的合格证明书,其内容包括:a.制造」‘名称;
b.图样号与零件号,
c.高硅耐蚀铸铁牌号,
GB849187
检查结果(含格字样或试验结果);e.本标准号。
5.2经检查合格的铸件,应有制造厂技术检查部门的标志。5.3
铸件出厂前可以用草绳或草袋包扎,也可以用包装箱进行包装。铸件在运输、保管、安装和使用时,应避免碰撞和锤击损坏。5.4
STSil1Cu2CrR
STSi15R.STSi17R
STSi15Mo 3R
STSi15Cr 4R
附加说明:
GB 8491-87
附录A
高硅耐蚀铸铁件的性能适用条件及应用举例(参考件)
性能和适用条件
具有较好的机械性能,可以用·般的机械加方法进行生产。在浓度大于或等于10%的硫酸、浓度小于或等于46%的硝酸或电上述两种介质组成的混合酸、浓度大于或等丁70%的硫酸加氟、苯、苯磺酸等介质中具有较稳定的耐蚀性能,但不允许有急剧的交变载荷、冲击载荷和温度突变
在氧化性酸(例如:各种温度利浓度的硝酸、硫酸、铬酸等)各种有机酸和系列盐溶液介质中都有良好的耐蚀性,但在卤素的酸、盐溶液(如氢氟酸和氟化物等)和强碱溶液中不耐蚀。不允许有急剧的交变载荷,冲击载荷和温度突变
在各种浓度和溢度的硫酸、硝酸、盐酸中,在碱水溶液和盐水溶液中,当同铸件上各部位的温差不人于30℃时,在没有动载荷、交变载荷和脉冲载荷上,具有特别高的耐腐蚀性能具有优良的耐电化学腐蚀性能,并有改善抗氧化性条件的耐蚀性能。高硅铬铸铁中的铬可提高其钝化性和点蚀击穿电位,但不允许有急剧的交变载荷和温度突变
本标准由国家机械工业委员会提出,由沈阳铸造研究所归口。本标准出大连酸泵厂负责起草,大连工学院参加起草。本标准主要起草人于勇、邵有权、项礼、尚占山、李隆盛、秦紫瑞。30
应用举例
卧式离心机、潜水泵、阀!门、旋塞、塔罐、冷却排水管、弯
头等化I.设备和零部件等
各种离心泵、阀类、旋塞、
管道配件、塔罐、低压容器及
各种非标准零部件
在外加电流的阴极保扩系统
中,大鼠用件辅助阳极铸件
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。