中华人民共和国国家标准
电子数昱
显卡尺
Calipcrs with electronic digital display1主题内容与适用范围
GB/T 14899 94
本标准规定了电了数显卡尺的术语、产品分类、技术要求、试验方法、检验方法和标志、包装。本标准适用于分辨率为0.01mm,最大测量范围至500mm的电子数显卡尺。2引用标准
GB2423.3电T.电了产品基本坏境试验规程试验Ca:恒定湿热试验方法GB2123.22电工电子产品基本环境试验规程试验N:温度变化试验方法
GB4986铸铁平板
GB6091
刀口形尺
GB6093量块
3术语
3.1电子数显卡尺下载标准就来标准下载网
利用电子数字显示原理对两测量爪相对移动分隔的距离,进行读数的一种长度测量工具3.2分辨率
电子数显卡尺能显示出被测量的最小变化值。4产品分类
4.1型式
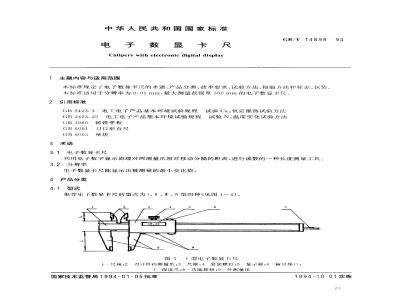
推荐电子数显卡尺的型式为I、1、Ⅱ、N型四种(见图1~4)。[
「型电子数显卡尺
1·-尺身;2刀11形内测量爪3
3尺框;4紧固螺钉;5显尔器;6输出端11;7~-深度尺;8--功能按钮;9外测量爪国家技术监督局1994-01-05批准1994-10-01实施
GB/T 14899-94
图2Ⅱ型电子数显卡尺
1尺身;2刀口形内测爪;3尺框;4紧固螺钉;5显示器;6一输出端口;7功能按钮;8外测望瓜图3Ⅱ型电子数显卡尺
1尺身;2·刀口形外测量爪;3~紧固螺钉;4显示器;5输出端口;6尺框;功能按钮;·内、外测量爪GB/T14899-94
图4N型电子数显卡尺
1尺身:2紧固螺钉;3-显示器;4--输出端口;5-尺;6一功能按钮;7内、外测量爪
注:图1~4仅作图解说明,不供表承详细结构之用。4.2测量范围
电子数显卡尺型式及相应的测量范围见表1。表1
4.3结构尺寸
测量范围
0~-150
0--200
0~200
0~~300
电子数显卡尺测量爪伸出长度和圆弧形内测量爪的合并宽度应符合表2的规定。表2
外测量爪最
测量范围
0~200
0~300
0~500
小伸出长度
内测量爪最小
伸出长度12
圆孤形
刀口形外测
量爪最小伸
出长度1
圆弧形内
测量瓜合
并宽度6
10或20
5技术要求
GB/T14899—94
5.1电子数显卡尺不得有影响使用的外部缺陷。5.2电子数显卡尺的尺框应能沿尺身平稳移动,无卡滞和松动现象,各按钮应灵活、可靠,5.3电子数显卡尺测量面硬度应不低于表3的规定。表3
内外测量瓜测量面
其他测量面
碳钢或工具钢,
不锈钢
碳钢、工具钢、不锈钢
5.4电子数显卡尺测量面的表面粗糙度R。的最大允许值见表4表4
内测量爪测量面
外测量爪测量面
5.5电了数显卡尺内、外测量爪含并后伸出长度应-一致。5.6电子数显卡尺外测量爪测量面平面度公差为0.002mm注:距测量面边缘0.2mm范围内不计、硬
664HV(58HRC)
551HV(-52. 5HRC)
377HV(40HRC)
其他测量面
5.7电子数显卡尺外测量瓜测量面无论尺框紧固与否,其平行度公差见表5。表5
测范围
外测量爪测量面合
并后的最大间隙
5.8电子数显卡尺圆弧形内测量爪尺寸偏差为619:01在测量范围内任何位
上两测量面间的平行度
5.9具有刀口形内测量爪的电子数显卡尺,当调整外测量爪测量面间的距离到10mm时,其刀口形内测量爪尺寸偏差及其平行度公差见表6。表6
刀口形内测量爪尺寸偏差
平行度
表6中内测量爪尺小偏差是指在平行于尺身方向所测得的值与10mm量块的差值。其他任方间所测得之值与10mm量块的差值均应不超过内测量爪尺寸偏差的.上偏差。5.10电了数显卡尺外测量示值误差和测量深度及台阶尺寸为20mm时的示值误差,无论尺板紧固与否均应不超过表7的规定。
测量长度
≥200~300
300~500
5.11电子数显卡尺的示值变动性应不大了0.01mm。32
系值误差
GB/T 14899—94
5.12电子数显卡尺两测量面在任意位置时数值的漂移应不大于0.01mm。5.13电子数显卡尺的工作环境湿度为0~40℃。5.14电子数显卡尺的电流功耗应不大于25μA。5.15电子数显卡尺尺框移动的最大速度1m/s。6试验方法
6.1电子数显卡尺高低温试验按GB2423.22。6.2电子数显卡尺湿热试验按GB2423.3。检验方法
检验方法见附录A(补充件)。
8标志和包装
8.1标志
8.1.1电了数显下尺上应标志:
制造厂」‘名或注册商标;
产品序号。
8.1.2包装盒上应标志:
制造广广名或注册商标;
b.产品名称;
测量范围。
8.2包装
电子数显卡尺在包装前应经防锈处理,并妥善包装。不得因包装不善而在运输中损坏产品,8.3电子数显卡尺经检验符合本标准要求的应附有使用说明书和产品合格证,产品合格证上应标有本标准的标准号,产品序号和出厂日期。33
GB/T14899-94
附录A
电子数显卡尺的检验方法
(补充件)
本附录是关于生产厂出厂检验电子数显卡尺的测试方法。A1检验条件
电子数显卡尺检验时室内温度应为20士5C,相对湿度不大于80%。A2外观
月力观察。
A3相互作用
A3.1将尺框沿尺身移动时应于感平稳,无卡滞和松动现象。如有异议时,则用弹簧测力计测量尺框和尺身问的相对移动力,其移动力和移动力变化应不大了表A1的规定。表A1
测量范围
0~~500
移动力
8~15
移动力变化
A3.2将尺框沿尺身移动时应手感平稳,尺框相对尺身无明显晃动。如有异议时,则采用下列测试方法进行测试,其晃动量应不大于表A2的规定。A2
测量范围
晃动垫
0~~200
0~300
测试时,将电子数显卡尺测量爪垂直向上安放并支撑好,此时百分表测量头在距离外测爪端面10mn处与外测量爪侧面相接触,然后用弹簧测力计按表A3所给予的加力值以正反两次加力,百分表两次读数之差值即为晃动量。
测量范围
0~200
0~300
0~500
A3.3动按钮应灵活,无卡住现象,重复撤动五次,显示功能均应正常。A4测量面硬度
加力值
在维氏硬度计(或洛氏硬度计)上进行测定。抽检的每件产品可试打一点,然后打均匀分布点,采取三点算术平均值作为检验结果。34
A5测量面表面粗糙度
GB/T 14899--94
用表面粗糙度比较样块目测比较。如有异议时,用表面粗糙度检查仪测定。A6两测量爪伸出长度差
用目力观测。如有异议时,再用工具显微镜检测,并应符合表A4的规定。表A4
外测量爪、伸出长度差
A7测量面平面度
内测爪伸出长度差
用0级刀口尺(按GB6091)在测量面的长边、短边和对角线位置上以光隙法检验。A8外测量面合并间隙和两外测量面间平行度A8.1合并间隙
移动尺框,使两测量爪测量面至手感接触分别将紧固螺钉紧固和松开,观察测量面间的光隙,A8.2平行度
在两外测量面间分别夹入不同尺寸的专用量块(按GB6093)进行,检测时,每-尺于应在测量面的里端和外端两个位置上检测其最大和最小读数值之差。A9圆弧形内测量爪尺寸偏差
移动尺框,使外测量爪测量面至手感接触,用外径干分尺沿测量爪在平行尺身的方向上测量,在其他方向上测量时,所测得的偏差不应超过6值的上偏差。A10刀口形内测量爪尺寸偏差和乎行度A10.1尺偏差
将3级精度10mm量块平放置于两外测量爪测量面间,移动尺框至手感接触,紧固螺钉紧住,然后用于分尺沿刀口形内测量面长度上检测。检验内测量瓜根部时,干分尺测量面与刀口形内测量面的接触长度不应超过3mm。
A10.2平行度
沿刀Ⅱ形内测量爪测量面的里端和外端检测,其最大和最小读数值之差。A11示值误差
A11.1外测量示值误差
移动尺框使两测量面至手感接触,数字显示置零,按表A5规定的一组尺寸系列为3级精度的量块放入电了数显未尺两测量面间进行检测,测得各点的显示值与量块尺寸之差,连接各点偏差作成册线,其最高点与最低点在纵座标上的差值。35
测量范围
0~-200
GB/T 14899
9—94
量块尺寸系列
5,10,15.20.25.30.35,40,45,50.60.70,80.90,100.110,120.130.140,15010,20.30,40.50.60,70.80,90.100,110,120,130,140,150,160,170,180,190,20015,30,45.60,75,90,105,120,135,150,165,180,195,210,225,240,255,270,285,30025.50.75,100,125,150,175,200,225.250.275,300,325.350,375,400.425.450.175,500A11.2深度和台阶示值误差
用-块20mm的3级精度量块置+「级铸铁平板(按GB4986)上,将具有深度尺的电子数显卡尺尺身尾部测量面以及尺框前端台阶测量面分别与量块测量面相接触,移动深度尺以及台阶测量面分别与平板接触时的显示值与量块尺寸之差。A12示值变动性
在测量条件不作任何改变,重复移动尺框使两测量瓜测量面至手感接触五次、其显示值的最大差异。
A13数值漂移
将尺框移动到任何位置,紧固尺框,数字显示器显示值保持1h,观察其数值的变化。A14电流功耗
用专用片检测仪检测。
A15移动速度
用手动速度模拟,移动尺框后观察数字显示是否正常。附加说明:
本标准由中华人民共和国机械工业部提出。本标准由全国量具量仪标准化技术委员会归口。本标准由上海量具刃具厂负责起草。本标准主要起草人金明生、王估、杨淑珍、堇尚志。36
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。