QB/T 1756-1993
基本信息
标准号: QB/T 1756-1993
中文名称:造纸机械湍流式中浓度浆泵
标准类别:轻工行业标准(QB)
英文名称: 造纸机械湍流式中浓度浆泵
标准状态:现行
发布日期:1993-04-15
实施日期:1994-12-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:309010
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
关联标准
出版信息
出版社:中国轻工业出版社
页数:5页
标准价格:8.0 元
出版日期:1994-12-01
相关单位信息
起草人:杨正融
起草单位:天津轻工业机械厂设计研究所
归口单位:全国轻工机械标准化中心
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了ZBJ型湍流式中浓度浆泵(以下简称“泵”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于制浆造纸行业中输送浓度为8%--12%的中浓浆料的泵。 QB/T 1756-1993 造纸机械湍流式中浓度浆泵 QB/T1756-1993 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国轻工行业标准
造纸机械
主题内容与适用范围
流式中浓度浆泵
QB/T1756—1993
本标准规定了ZBJ型流式中浓度浆泵(以下简称“泵”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于制浆造纸行业中输送浓度为8%~12%的中浓浆料的泵。引用标准
GB/T2100不锈耐酸钢铸件技术条件GB/T 3216
GB/T 6414
GB/T 9439
GB/T 10890
GB/T 11352
GB/T 13306
GB/T 13384
3产品分类
离心泵混流泵轴流泵和旋涡泵试验方法铸件尺寸公差
灰铸铁件
泵的噪声测量与评价方法
般工程用铸造碳钢件
机电产品包装通用技术条件
3.1型式与基本参数
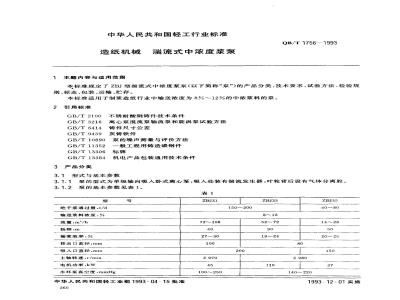
3.1.1泵的型式为单级轴向吸入卧式离心泵,吸人处装有流发生器,叶轮背后设有气体分离腔。3.1.2泵的基本参数见表1。
绝干浆通过量,t/d
输送浆料浓度,%
流量,m/h
扬程,m
输浆效率,%
排出口直径,mm
吸人口直径,mm
主轴转速,r/min
电机功率,kw
水环泵真空度,mmHg
中华人民共和国轻工业部1993-04-15批准260
72~108
100~250
150~200
140220
14~28
1993-12-01实施
3.1.3泵的性能曲线见下图\所示。注:1)泵的性能曲线以ZBJ 31型为例浆种:硫酸盐本色木浆
浓度:8.4%
真空度:140~~220mmHg
7,% -
3.2型号
型号说明:
QB/T1756-1993
4技术要求
QB/T1756—1993
设计顺序号
产品类别分类代号(浆泵)
产品类别大类代号(泵)
造纸行业代号
4.1泵应符合本标准的规定,并按经规定程序批准的图样和技术文件制造。4.2泵的性能
4.2.1泵的输浆性能应符合表1的规定。4.2.2泵在清水性能试验中,其规定点的流量、扬程和轴功率数值应符合图样要求,其结果应保证泵在使用过程中的输浆性能符合第4.2.1条的规定。4.2.3泵在清水性能试验中的最高效率点效率不得低于24%。4.2.4泵在清水性能试验中,其规定点的性能允差应符合表2规定。表2
轴功率
4.3主要零件的质量要求
4.3.1材料
材料应有合格证明书;
不锈耐酸钢铸件应符合GB/T2100的规定;b.
碳素钢铸件应符合GB/T11352的规定;c.
d.灰铸铁件应符合GB/T9439的规定。充
4.3.2泵壳、湍流发生器、叶轮和轴承座铸件坏应进行消除内应力热处理。6
泵壳、流发生器和叶轮,其铸件过流部位尺寸公差等级如为砂型手工造型时,应符合4.3.3
GB/T6411规定的CT10级;如为熔模铸造时,应符合CT7级,见表3。表3
过流部位尺寸
4.3.4过流部位的流道表面粗糙度R。值不得大于50μm。4.3.5泵轴应保留中心孔。
4.3.6平衡要求
叶轮和流发生器加工后应校静平衡,其最大直径处的最大静不平衡量应符合图样规定。泵壳应进行压力为0.675MPa的水压试验,试验用常温清水,保压时间不少于10min,不得有4.3.7
渗漏。
4.4装配
4.4.1所有制造零件必须经检验合格,外购件应有合格证明书,方可进行装配。4.4.2装配前应作如下防锈处理和涂漆(不锈耐酸钢可不涂漆)。262
QB/T 1756--1993
流道不加工表面必须把砂子及毛刺清除干净后再涂防锈漆;a.
轴承储油室表面应清理干净,涂以耐油磁漆;c.
外露加工表面应用油脂或其他涂料进行防锈处理。4.4.3轴套装到轴上后,其表面径向跳动不得大于0.08mm。4.4.4装配后,在装端流发生器的轴端外圆表面,距端面10mm处的径向跳动不得大于0.09mm。4.4.5联轴器装配允差
两半联轴器在其外圆宽度二分之一处的径向偏移量不得大于0.2mm;两半联轴器端面的平行度误差不得超过其外径的0.15%。b.
4.4.6泵在运转过程中,轴承最高温度不得超过80℃,温升不得超过40℃。KrKAca
4.4.7泵在介质为清水、流量为最大规定点流量稳定工作时,其机组噪声不得大于90dB(A)。4.4.8泵在常温清水中规定流量扬程下的平均无故障时间应不少于1000h。在实际使用条件下允许降低20%。
5试验方法
5.1零部件制造、装配精度检验
5.1.1第4.3.3条应用卡尺、卡钳、钢板尺检测。5.1.2第4.3.6条应用双刀轨式静平衡器检测。5.1.3第4.4.3,4.4.4条应用百分表检测。5.1.4第4.4.5条应用百分表和塞尺检测。5.2运转试验
在最大规定点流量下进行清水运转试验,其持续时间不得少于0.5h;检查项目如下:a.试验中应检查密封情况,填料密封处不得泄漏;b.轴承温度应符合第4.4.6条的规定。测量方法,可用半导体点温计在轴承座安装轴承部位的外表面处进行测量,取最高值;
c.机组噪声应符合第4.4.7条的规定。测量方法,应按GB/T10890第4章规定进行。5.3性能试验
5.3.1泵的清水性能试验包括流量、扬程、轴功率、效率。5.3.2第4.2.2,4.2.3条流量、扬程、轴功率的测量和效率的计算应按GB/T3216第6章的规定进行。
5.3.3第4.2.1条应在生产现场按GB/T3216的有关规定进行。6检验规则
6.1检验分类
产品检验分出厂检验和型式检验。6.2出厂检验
6.2.1每台泵均应进行出厂检验。6.2.2检验项目
应对试验方法中性能试验和运转试验所包含的全部条款进行检验,应全部合格6.3型式检验
6.3.1有下列情况之时,应进行型式检验。a。新产品试制定型鉴定或老产品转厂生产时;b.正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;C.正式生产后,每累积生产一百台时;263
d.产品停产五年,恢复生产时。QB/T 17561993
6.3.2在该批产品中抽取10%,且不少于两台进行检验。6.3.3检验项目为本标准全部技术要求。6.3.4第4.4.8条的规定可由用户提供检测数据。6.3.5检验项目应全部合格。
7标志、包装、运输、存
7.1标志
7.1.1应在泵的明显部位装上产品标牌,标牌内容包括:制造厂名称;
泵的名称及型号;
c.泵的技术规范、通过量(绝干浆t/d)、扬程(m)、输浆浓度(%)、配带电动机功率(kW)、总重(kg);
d,泵的产品编号及制造日期。此内容来自标准下载网
7.1.2在泵壳的相应部位装有带指示箭头的金属标牌(铸件也可铸上指示标记),用以指明旋转方向,标牌的型式和尺寸应符合GB/T13306的规定。7.2包装
7.2.1泵在试验合格后,即应除尽泵内积水,并经防锈处理(不锈钢件除外)和表面涂装后,将泵的进出口封住。
7.2.2泵的包装应符合GB/T13384的规定。7.2.3包装箱上应标有本产品的标准编号。7.3运输
应采取措施避免在运输过程中由于振动和碰撞引起轴承等零部件的损坏7.4贮存
泵在贮存中应防止锈蚀和损坏,泵的油封有效期为十二个月,到期应进行检查,并重新油封。8整机配套供应范围和保证事项
8.1整机配套供应范围
a装配完整的泵,包括泵体、电动机、联轴器和底座;b.气液分离器;
c.水环式真空泵。
8.2保证事项
用户在遵守保管和使用规则的条件下,从制造厂发货日起,十八个月内,连续运转不超过六个月确因制造质量不良而发生损坏和不能正常工作时,制造厂应负责免费为用户修复或更换产品零件,但易损零件的正常磨损不在内。
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由天津轻工业机械厂设计研究所负责起草。本标准主要起草人杨正融。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
造纸机械
主题内容与适用范围
流式中浓度浆泵
QB/T1756—1993
本标准规定了ZBJ型流式中浓度浆泵(以下简称“泵”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于制浆造纸行业中输送浓度为8%~12%的中浓浆料的泵。引用标准
GB/T2100不锈耐酸钢铸件技术条件GB/T 3216
GB/T 6414
GB/T 9439
GB/T 10890
GB/T 11352
GB/T 13306
GB/T 13384
3产品分类
离心泵混流泵轴流泵和旋涡泵试验方法铸件尺寸公差
灰铸铁件
泵的噪声测量与评价方法
般工程用铸造碳钢件
机电产品包装通用技术条件
3.1型式与基本参数
3.1.1泵的型式为单级轴向吸入卧式离心泵,吸人处装有流发生器,叶轮背后设有气体分离腔。3.1.2泵的基本参数见表1。
绝干浆通过量,t/d
输送浆料浓度,%
流量,m/h
扬程,m
输浆效率,%
排出口直径,mm
吸人口直径,mm
主轴转速,r/min
电机功率,kw
水环泵真空度,mmHg
中华人民共和国轻工业部1993-04-15批准260
72~108
100~250
150~200
140220
14~28
1993-12-01实施
3.1.3泵的性能曲线见下图\所示。注:1)泵的性能曲线以ZBJ 31型为例浆种:硫酸盐本色木浆
浓度:8.4%
真空度:140~~220mmHg
7,% -
3.2型号
型号说明:
QB/T1756-1993
4技术要求
QB/T1756—1993
设计顺序号
产品类别分类代号(浆泵)
产品类别大类代号(泵)
造纸行业代号
4.1泵应符合本标准的规定,并按经规定程序批准的图样和技术文件制造。4.2泵的性能
4.2.1泵的输浆性能应符合表1的规定。4.2.2泵在清水性能试验中,其规定点的流量、扬程和轴功率数值应符合图样要求,其结果应保证泵在使用过程中的输浆性能符合第4.2.1条的规定。4.2.3泵在清水性能试验中的最高效率点效率不得低于24%。4.2.4泵在清水性能试验中,其规定点的性能允差应符合表2规定。表2
轴功率
4.3主要零件的质量要求
4.3.1材料
材料应有合格证明书;
不锈耐酸钢铸件应符合GB/T2100的规定;b.
碳素钢铸件应符合GB/T11352的规定;c.
d.灰铸铁件应符合GB/T9439的规定。充
4.3.2泵壳、湍流发生器、叶轮和轴承座铸件坏应进行消除内应力热处理。6
泵壳、流发生器和叶轮,其铸件过流部位尺寸公差等级如为砂型手工造型时,应符合4.3.3
GB/T6411规定的CT10级;如为熔模铸造时,应符合CT7级,见表3。表3
过流部位尺寸
4.3.4过流部位的流道表面粗糙度R。值不得大于50μm。4.3.5泵轴应保留中心孔。
4.3.6平衡要求
叶轮和流发生器加工后应校静平衡,其最大直径处的最大静不平衡量应符合图样规定。泵壳应进行压力为0.675MPa的水压试验,试验用常温清水,保压时间不少于10min,不得有4.3.7
渗漏。
4.4装配
4.4.1所有制造零件必须经检验合格,外购件应有合格证明书,方可进行装配。4.4.2装配前应作如下防锈处理和涂漆(不锈耐酸钢可不涂漆)。262
QB/T 1756--1993
流道不加工表面必须把砂子及毛刺清除干净后再涂防锈漆;a.
轴承储油室表面应清理干净,涂以耐油磁漆;c.
外露加工表面应用油脂或其他涂料进行防锈处理。4.4.3轴套装到轴上后,其表面径向跳动不得大于0.08mm。4.4.4装配后,在装端流发生器的轴端外圆表面,距端面10mm处的径向跳动不得大于0.09mm。4.4.5联轴器装配允差
两半联轴器在其外圆宽度二分之一处的径向偏移量不得大于0.2mm;两半联轴器端面的平行度误差不得超过其外径的0.15%。b.
4.4.6泵在运转过程中,轴承最高温度不得超过80℃,温升不得超过40℃。KrKAca
4.4.7泵在介质为清水、流量为最大规定点流量稳定工作时,其机组噪声不得大于90dB(A)。4.4.8泵在常温清水中规定流量扬程下的平均无故障时间应不少于1000h。在实际使用条件下允许降低20%。
5试验方法
5.1零部件制造、装配精度检验
5.1.1第4.3.3条应用卡尺、卡钳、钢板尺检测。5.1.2第4.3.6条应用双刀轨式静平衡器检测。5.1.3第4.4.3,4.4.4条应用百分表检测。5.1.4第4.4.5条应用百分表和塞尺检测。5.2运转试验
在最大规定点流量下进行清水运转试验,其持续时间不得少于0.5h;检查项目如下:a.试验中应检查密封情况,填料密封处不得泄漏;b.轴承温度应符合第4.4.6条的规定。测量方法,可用半导体点温计在轴承座安装轴承部位的外表面处进行测量,取最高值;
c.机组噪声应符合第4.4.7条的规定。测量方法,应按GB/T10890第4章规定进行。5.3性能试验
5.3.1泵的清水性能试验包括流量、扬程、轴功率、效率。5.3.2第4.2.2,4.2.3条流量、扬程、轴功率的测量和效率的计算应按GB/T3216第6章的规定进行。
5.3.3第4.2.1条应在生产现场按GB/T3216的有关规定进行。6检验规则
6.1检验分类
产品检验分出厂检验和型式检验。6.2出厂检验
6.2.1每台泵均应进行出厂检验。6.2.2检验项目
应对试验方法中性能试验和运转试验所包含的全部条款进行检验,应全部合格6.3型式检验
6.3.1有下列情况之时,应进行型式检验。a。新产品试制定型鉴定或老产品转厂生产时;b.正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;C.正式生产后,每累积生产一百台时;263
d.产品停产五年,恢复生产时。QB/T 17561993
6.3.2在该批产品中抽取10%,且不少于两台进行检验。6.3.3检验项目为本标准全部技术要求。6.3.4第4.4.8条的规定可由用户提供检测数据。6.3.5检验项目应全部合格。
7标志、包装、运输、存
7.1标志
7.1.1应在泵的明显部位装上产品标牌,标牌内容包括:制造厂名称;
泵的名称及型号;
c.泵的技术规范、通过量(绝干浆t/d)、扬程(m)、输浆浓度(%)、配带电动机功率(kW)、总重(kg);
d,泵的产品编号及制造日期。此内容来自标准下载网
7.1.2在泵壳的相应部位装有带指示箭头的金属标牌(铸件也可铸上指示标记),用以指明旋转方向,标牌的型式和尺寸应符合GB/T13306的规定。7.2包装
7.2.1泵在试验合格后,即应除尽泵内积水,并经防锈处理(不锈钢件除外)和表面涂装后,将泵的进出口封住。
7.2.2泵的包装应符合GB/T13384的规定。7.2.3包装箱上应标有本产品的标准编号。7.3运输
应采取措施避免在运输过程中由于振动和碰撞引起轴承等零部件的损坏7.4贮存
泵在贮存中应防止锈蚀和损坏,泵的油封有效期为十二个月,到期应进行检查,并重新油封。8整机配套供应范围和保证事项
8.1整机配套供应范围
a装配完整的泵,包括泵体、电动机、联轴器和底座;b.气液分离器;
c.水环式真空泵。
8.2保证事项
用户在遵守保管和使用规则的条件下,从制造厂发货日起,十八个月内,连续运转不超过六个月确因制造质量不良而发生损坏和不能正常工作时,制造厂应负责免费为用户修复或更换产品零件,但易损零件的正常磨损不在内。
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由天津轻工业机械厂设计研究所负责起草。本标准主要起草人杨正融。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。