标准分类号
中标分类号:轻工、文化与生活用品>>钟表、自行车、缝纫机>>Y17缝纫机
出版信息
出版社:中国轻工业出版社
页数:5页
标准价格:8.0 元
出版日期:1996-06-01
相关单位信息
起草人:王永华、李美娣
起草单位:上海缝纫机一厂
提出单位:中国轻工总会质量标准部
发布部门:中国轻工总会
标准简介
本标准规定了家用缝纫机梭心套的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于JA,JB型家用缝纫机梭心套。 QB/T 2143-1995 家用缝纫机梭心套 QB/T2143-1995
标准内容
中华人民共和国轻工行业标准
家用缝纫机
主题内容与适用范围
梭心套
QB/T21431995
本标准规定了家用缝纫机梭心套的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于JA,JB型家用缝纫机梭心套。2引用标准
GB191包装储运图示标志
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)ZBY17004缝纫机包装
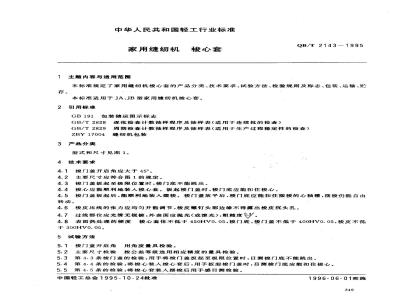
3产品分类
型式和尺寸见图1。
4技术要求
4.1梭门盖开启角应大于45°。
4.2主要尺寸应符合图1的规定。4.3梭门盖扳起至极限位置时,梭门底不能跳出,4.4梭心应能顺利地装入梭心套。扳起梭门盖时,梭门底应能扣住梭心。4.5梭门盖扳起后,能顺利地装入摆梭。梭门盖放平后,梭门底应能扣住摆梭的心轴槽,摆梭仍能自由转动。
4.6梭皮压线的张力应均匀并能调节,梭皮螺钉头部边缘不得露出梭皮沉头孔。4.7过线部位应光滑无锐棱,外表面应抛光(或滚光),粗糙度4.8表面热处理的硬度梭心套体不低于450HV0.05,梭门底、梭门盖不低于400HV0.05,梭皮不低于300HV0.05。
5试验方法
5.1梭门盖开启角用角度量具检验。5.2主要尺寸检验按公差等级选用相应精度的量具检验。5.3第4.3条梭门盖的检验:用手将梭门盖扳起至极限位置时,目测梭门底不能跳出。5.4第4.4条的检验:将梭心装人梭心套后,用手扳起梭门盖时,目测梭门底应能扣住梭心。5.5第4.5条的检验:将梭心套装人摆梭后用手感目测检验。中国轻工总会1995-10-24批准
1996-06-01实施
(放入梭心后)
QB/T2143-1995
08+08tm
4 4. 40 *0.048
20.70±0.05
1一梭门盖2一梭门底3—梭门簧;4—梭皮,5—梭皮螺钉6—梭心套件5.6梭皮压线张力的检验:将绕有缝线的梭心装入梭心套,引出缝线,用手感检验。梭皮螺钉头部边缘不得露出梭皮沉头孔,用目测法检验。5.7过线部位应光滑无锐棱,用手感目测法检验。外表面粗糙度选用相应的粗髓度比较样块目测检验,有争议时用粗度测量仪仲裁。
5.8表面热处理硬度检验:用维氏硬度计在梭心套体外径面、梭门盖、梭门底及梭皮的任意位置上各测三点,各取其算术平均值。
6检验规则
6.1出厂产品必须经生产厂质量检验部门检查合格,并附有检查合格证方能出厂。6.2检验分类
产品检验分出厂检验和型式检验两类。6.2.1出厂检验
产品交货时,收货方有权按本标准规定的出厂检验项目进行验收。6.2.2型式检验
QB/T 2143 --1995
有下列情况之一,需对产品质量进行全面考核,应进行型式检验。a.
产品转厂生产的试制定型鉴定,产品的结构、材料、工艺有较大改变,可能影响产品性能时;正常生产一个月,应周期性进行一次检验;产品长期停产后,恢复生产时;出厂检验结果与上次型式检验有较大差异时;上级质量监督机构提出进行型式检验的要求时。产品质量特性分类
产品质量特性分类见表1。
质量特性分类
梭门盖开启角>55
尺寸13二:2号mm
尺寸11.80.1gmm
p4.40+g.048mm
4.2$20.70±0.05mm
梭门底不能跳出
梭门底应能扣住梭心
梭心套能顺利装人摆梭
梭皮压线张力调节,梭皮螺钉头部不得露出沉头孔过线部位应光滑无锐楼
表面粗糙度
表面热处理硬度
表面热处理硬度
表面热处理硬度
4.8表面热处理硬度
6.3出厂检验规则
6.3.1样本的抽取
梭心套体≥450HV0.05
梭门底≥400HV0.05
梭门盖≥400HV0.05
梭皮≥300HV0.05
样本应从提交的检查批中随机抽取。6.3.2抽样方案及严格度
检验分类
正常检查一次抽样方案见表2,严格度的确定及其转移规则,转移后的合格质量水平按GB/T2828第4.6条的规定。
批量范围
151~280
281~500
501~1200
1201~3200
3201~10000
10001~35000
检查水平
抽样方案
不合格分类
单位样本检验项数
合格质量水平(AQL)
样本大小字母
注:①单位样本为每件梭心套。QB/T2143—1995
样本大小
②B类的Ac、R。以不合格品计,C类的A。、R。以不合格数计。6.3.3检查批合格与否的判断
一般检查水平
正常检查一次抽样方案
根据样本检查的结果,若在样本中发现的B类不合格品数和C类不合格数,分别小于或等于对应的合格判定数(A。),则判该检查批是合格批。若在样本中发现的B类不合格品数和C类不合格数有一类大于或等于对应的不合格判定数(R。),则判该检查批是不合格批。6.3.4检验后不合格品和不合格批的处置在检查时若发现不合格品和不合格批则按GB/T2828第4.12条的规定执行。6.4型式检验规则
6.4.1样本的抽取
样本应从本周期制造的并经出厂检验合格的某个批或若干批中抽取,并要保证所得到的样本能代表本周期的制造技术水平。
6.4.2抽样方案
型式检验的次抽样方案见表3。
判别水平
抽样方案
不合格分类
单位样本检验项数
不合格质量水平(RQL)
样本大小
注:①单位样本为每件梭心套。Ac
②B类的A、R。按不合格品计,C类的Ac、R。按不合格数计。6.4.3型式检验合格与否的判断
—次抽样方案
根据样本检查的结果,若在样本中发现的B类不合格品数和C类不合格数,分别小于或等于对应的合格判定数(A.),则判该批是合格批,若在样本中发现的B类不合格品数和C类不合格数有-一类大352
QB/T 2143-1995
于或等于对应的不合格判定数(R。),测判该批是不合格批。6.4.4型式检验后的处置
型式检验后的处置,按GB/T2829中的4.12条规定进行。7标志、包装、运输和存
7.1标志
产品的包装应有下列标志;
产品型号:
零件名称:
制遣厂厂名;
装箱日期;
标准号,
小心轻放、怕湿、堆码极限的图形应符合GB191的规定。产品内包装免费标准下载网bzxz
产品包装前应涂防锈剂,采用纸盒包装,盒内衬垫防潮纸。梭心套每100件装1盒,10盒装一箱。如对包装数量、形式另有要求,可由供货方和订货方协商决定。7.3包装、运输、贮存
产品的包装、运输,存应按ZBY17004的规定执行。附加说明:
本标准中国轻工总会质量标准部提出本标准由全国缝细机标准化中心归口。本标准上海缝纫机一厂负贵起草。本标准主婴起草人王永华、李美娣。353
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。