QB/T 1565-1992
基本信息
标准号: QB/T 1565-1992
中文名称:辊刀式切料机刀
标准类别:轻工行业标准(QB)
英文名称: Roller cutter blade
标准状态:现行
发布日期:1992-07-06
实施日期:1993-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:157883
相关标签: 切料
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
关联标准
替代情况:QB 655-76
出版信息
出版社:中国轻工业出版社
页数:7页
标准价格:12.0 元
出版日期:1993-03-01
相关单位信息
起草人:孙天荣、刘云生、邵承会
起草单位:四川省轻工机械厂、天津市刃具厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了辊刀式切料机刀(以下简称“料刀”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于切草机、切布机、切麻机、切竹机等设备上用的料刀。 QB/T 1565-1992 辊刀式切料机刀 QB/T1565-1992 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国轻工行业标准
辊刀式切料机刀
主题内容与适用范围
QB/T1565—1992
本标准规定了辊刀式切料机刀(以下简称“料刀”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和存。
本标准适用于切草机、切布机、切麻机、切竹机等设备上用的料刀。2引用标准
GB/T 699
GB/T 1299
优质碳素结构钢技术条件
合金工具钢技术条件
GB/T 2828
逐批检查计数抽样程序及抽样表(适用于连续批的检查)YB/T28金属显微组织检验法
ZBJ36003工具热处理金相检验标准3产品分类
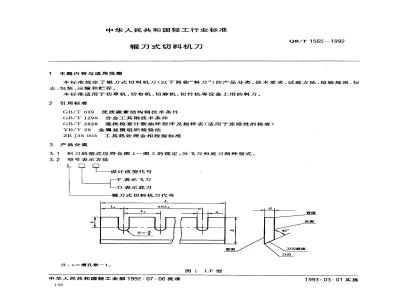
3.1料刀的型式应符合图1~图3的规定,分飞刀和底刀两种型式。3.2型号表示方法
设计改型代号
—F表示飞刀
-D表示底刀
辊刀式切料机刀代号
注:n=槽孔数一1。
图1LF型
中华人民共和国轻工业部1992-07-06批准138
刀刃斜面
1993-03-01实施
注:n=槽孔数1。
3.3料刀的基本尺寸bzxZ.net
QB/T1565—1992
图2ID型
3.3.1飞刀的基本尺寸应符合表1和图1的规定。3.3.2图2、图3底刀的尺寸应分别符合表2、表3的规定。表1
注:未加括号的规格应优先采用。H
50-180-115-115-180-50
图3LDA型
刀刃斜面
刀刃斜面,
(55)
4技术要求
QB/T1565--1992
料刀应符合本标准的规定,并按经规定程序批推的图样和技术文件制造。4.1
4.2料刀材料为8MnSi、65Mn,其性能应分别符合GB/T1299、GB/T699的规定,也可用性能不低于此类钢的其他材料。
4.3热处理要求
4.3.1料刀的淬火区与槽(孔)根距离:飞刀为15~25mm,底刀为10~~20mm。4.3.2料刀火区硬度为HRC55~60,同片硬度差不大于HRC3。4.3.3料刀萍火区的金相组织为回火马氏体,马氏体针叶长度不大于3级,网状碳化物不得大于2级4.4用两种材料复合而成的料刀焊接部位应牢固可靠,不得有缝隙和夹渣。4.5料刀的尺寸极限偏差应符合表4的规定。表4
极限偏差
长度L
刀刃厚度不大于0.5mm。
宽度B
4.7料刀的形位公差应符合表5的规定。140
厚度H
与基准檀的距
槽宽α
刀刃直线度
前面长度方向的直线度
QB/T1565—1992
料刀的表面粗糙度应符合表6的规定。表6
4.9外观
4.9.1料刀不得有裂纹、毛刺、锈蚀等缺陷。4.9.2料刀前面和刀刃斜面不允许有磨不到的斑点存在。5试验方法
试验方法应符合表7规定。
刀刃厚度
槽(孔)距
刀刃直线度
前面直线度
试验方法
用钢卷尺测定料刀宽度中间部位长度用游标卡尺测定中间一点及距两端50mm处两点宽度
用千分尺测定距背面10mm处,距两端50mm处两点厚度及中间一点处厚度用游标卡尺测定距料刀两端50mm处两点及中间一点刀刃厚度
方法1:
用游标卡尺测出 Li、L
则L=(L+L2)/2;
方法2:
用专用检具检验
用游标卡尺在料刀槽高的中间部位测定将料刀刃口放在平台上,用塞尺测出最大间隙,当中凸时在两端先垫人相等厚度塞尺片再用塞尺测出最小间隙,将定值塞尺片减去最小间隙,即为该项直线度
将刀尺放在料刀前面对角方向及长度方向,用塞尺测定
乃斜面
公差等级
钢卷尺
游标卡尺
外径千分
游标卡尺
专用检具,
游标卡尺。
二种方法
具有同等
游标卡尺
塞尺、平台
刀尺、塞尺
等厚量块
表面粗糙度
硬度及同片硬度差
金相组织
QB/T1565—1992
续表7
试验方法
用表面粗糙度测定仪测定或用表面粗糙度样块对照
沿料刀淬硬区宽度中间部位在距两端50mm处各测一点,长度中间位置测一点,三点硬度之最大差值为同片硬度差
按YB/T28和ZBJ36003进行
裂纹、缝隙、夹渣等
6检验规则
6.1检验分类
料刀分出厂检验和型式检验两类。6.1.1出厂检验项目为4.3.1,4.3.2和4.4~4.9条。6.1.2有下列情况之一时进行型式检验。a.
材料、工艺有较大改变可能影响产品性能时;对产品质量有异议时;
国家监督机构提出进行型式检验时;连续生产,每半年一次;
料刀停产半年以上恢复生产时。6.2抽样与组批规则
6.2.1出厂检验
表面粗糙
度测定仪、
表面粗糙
度样块
洛氏硬度
金相显微
6.2.1.1将生产条件基本相同、同时投料的同一品种规格料刀汇集成批,提交检查。6.2.1.2料刀质量分为A类不合格、B类不合格和C类不合格三类。对于A类不合格、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A类不合格、B类不合格,抽样方案中的A。和R。按件(不合格品数)计,对于C类不合格,A。和R。按项(不合格数)计。6.2.1.3检查水平的规定:对A类、B类1组和C类按一般检查水平I进行,对B类I组按特殊检查水平 S-3进行。
6.2.1.4严格度的规定:按正常检查进行。6.2.1.5抽样方案的规定:抽样方案按GB/T2828规定的一次抽样方案进行。6.2.1.6不合格项目的分类及分组见表8。6.2.1.7合格质量水平(AQL)的指定值见表9。6.2.1.8检验结果按GB/T2828进行判定。142
缺陷类组
6.2.2型式检验
QB/T1565—1992
刀片有裂纹、缝隙、夹渣
厚度不符合要求;
前面和斜面粗糙度不符合要求;前面和刀刃直线度不符合要求;3
刀片萍硬区有黑斑
刀片淬硬区硬度不符合要求;
同片硬度差超差;
槽距不符合要求
宽度不符合要求;
长度不符合要求;
槽宽不符合要求,
标志、包装不符合要求;
外观不符合要求;
淬硬区与槽(孔)根距离不符合要求;角度不符合要求;
刀刃厚度不符合要求,
其他项目不符合要求
B类I组
B类I组
6.2.2.1型式检验从出厂检验合格的产品中随机抽取片,检验4.2,4.3.3条。C类
6.2.2.2若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,直至新的型式检验通过。
7标志、包装、运输和贮存
7.1每片料刀应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志。7.2每片料刀经清洗干燥后涂上防锈油脂,并用防锈纸包装,然后装入普通木箱内在正常运输和保管条件下自出厂日起半年内不锈蚀。7.3木箱必须牢固。
7.4包装箱内应附有下列技术文件:a.
装箱单;
产品合格证;
产品使用说明书。
7.5包装箱外应清晰地标明下列内容:a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;
造广名及地址;
出广日期。
QB/T1565-1992
产品应放置在通风良好的地方贮存,严防潮湿,并不能与腐蚀性物品贮存在一起。7.6
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由四川省轻工机械厂、天津市刃具厂负责起草。本标推主要起草人孙天荣、刘云生、邵承会。自本标准实施之日起,原轻工业部部标准QB665--1976《辊刀式切料机刀》作废。144
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
辊刀式切料机刀
主题内容与适用范围
QB/T1565—1992
本标准规定了辊刀式切料机刀(以下简称“料刀”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和存。
本标准适用于切草机、切布机、切麻机、切竹机等设备上用的料刀。2引用标准
GB/T 699
GB/T 1299
优质碳素结构钢技术条件
合金工具钢技术条件
GB/T 2828
逐批检查计数抽样程序及抽样表(适用于连续批的检查)YB/T28金属显微组织检验法
ZBJ36003工具热处理金相检验标准3产品分类
3.1料刀的型式应符合图1~图3的规定,分飞刀和底刀两种型式。3.2型号表示方法
设计改型代号
—F表示飞刀
-D表示底刀
辊刀式切料机刀代号
注:n=槽孔数一1。
图1LF型
中华人民共和国轻工业部1992-07-06批准138
刀刃斜面
1993-03-01实施
注:n=槽孔数1。
3.3料刀的基本尺寸bzxZ.net
QB/T1565—1992
图2ID型
3.3.1飞刀的基本尺寸应符合表1和图1的规定。3.3.2图2、图3底刀的尺寸应分别符合表2、表3的规定。表1
注:未加括号的规格应优先采用。H
50-180-115-115-180-50
图3LDA型
刀刃斜面
刀刃斜面,
(55)
4技术要求
QB/T1565--1992
料刀应符合本标准的规定,并按经规定程序批推的图样和技术文件制造。4.1
4.2料刀材料为8MnSi、65Mn,其性能应分别符合GB/T1299、GB/T699的规定,也可用性能不低于此类钢的其他材料。
4.3热处理要求
4.3.1料刀的淬火区与槽(孔)根距离:飞刀为15~25mm,底刀为10~~20mm。4.3.2料刀火区硬度为HRC55~60,同片硬度差不大于HRC3。4.3.3料刀萍火区的金相组织为回火马氏体,马氏体针叶长度不大于3级,网状碳化物不得大于2级4.4用两种材料复合而成的料刀焊接部位应牢固可靠,不得有缝隙和夹渣。4.5料刀的尺寸极限偏差应符合表4的规定。表4
极限偏差
长度L
刀刃厚度不大于0.5mm。
宽度B
4.7料刀的形位公差应符合表5的规定。140
厚度H
与基准檀的距
槽宽α
刀刃直线度
前面长度方向的直线度
QB/T1565—1992
料刀的表面粗糙度应符合表6的规定。表6
4.9外观
4.9.1料刀不得有裂纹、毛刺、锈蚀等缺陷。4.9.2料刀前面和刀刃斜面不允许有磨不到的斑点存在。5试验方法
试验方法应符合表7规定。
刀刃厚度
槽(孔)距
刀刃直线度
前面直线度
试验方法
用钢卷尺测定料刀宽度中间部位长度用游标卡尺测定中间一点及距两端50mm处两点宽度
用千分尺测定距背面10mm处,距两端50mm处两点厚度及中间一点处厚度用游标卡尺测定距料刀两端50mm处两点及中间一点刀刃厚度
方法1:
用游标卡尺测出 Li、L
则L=(L+L2)/2;
方法2:
用专用检具检验
用游标卡尺在料刀槽高的中间部位测定将料刀刃口放在平台上,用塞尺测出最大间隙,当中凸时在两端先垫人相等厚度塞尺片再用塞尺测出最小间隙,将定值塞尺片减去最小间隙,即为该项直线度
将刀尺放在料刀前面对角方向及长度方向,用塞尺测定
乃斜面
公差等级
钢卷尺
游标卡尺
外径千分
游标卡尺
专用检具,
游标卡尺。
二种方法
具有同等
游标卡尺
塞尺、平台
刀尺、塞尺
等厚量块
表面粗糙度
硬度及同片硬度差
金相组织
QB/T1565—1992
续表7
试验方法
用表面粗糙度测定仪测定或用表面粗糙度样块对照
沿料刀淬硬区宽度中间部位在距两端50mm处各测一点,长度中间位置测一点,三点硬度之最大差值为同片硬度差
按YB/T28和ZBJ36003进行
裂纹、缝隙、夹渣等
6检验规则
6.1检验分类
料刀分出厂检验和型式检验两类。6.1.1出厂检验项目为4.3.1,4.3.2和4.4~4.9条。6.1.2有下列情况之一时进行型式检验。a.
材料、工艺有较大改变可能影响产品性能时;对产品质量有异议时;
国家监督机构提出进行型式检验时;连续生产,每半年一次;
料刀停产半年以上恢复生产时。6.2抽样与组批规则
6.2.1出厂检验
表面粗糙
度测定仪、
表面粗糙
度样块
洛氏硬度
金相显微
6.2.1.1将生产条件基本相同、同时投料的同一品种规格料刀汇集成批,提交检查。6.2.1.2料刀质量分为A类不合格、B类不合格和C类不合格三类。对于A类不合格、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A类不合格、B类不合格,抽样方案中的A。和R。按件(不合格品数)计,对于C类不合格,A。和R。按项(不合格数)计。6.2.1.3检查水平的规定:对A类、B类1组和C类按一般检查水平I进行,对B类I组按特殊检查水平 S-3进行。
6.2.1.4严格度的规定:按正常检查进行。6.2.1.5抽样方案的规定:抽样方案按GB/T2828规定的一次抽样方案进行。6.2.1.6不合格项目的分类及分组见表8。6.2.1.7合格质量水平(AQL)的指定值见表9。6.2.1.8检验结果按GB/T2828进行判定。142
缺陷类组
6.2.2型式检验
QB/T1565—1992
刀片有裂纹、缝隙、夹渣
厚度不符合要求;
前面和斜面粗糙度不符合要求;前面和刀刃直线度不符合要求;3
刀片萍硬区有黑斑
刀片淬硬区硬度不符合要求;
同片硬度差超差;
槽距不符合要求
宽度不符合要求;
长度不符合要求;
槽宽不符合要求,
标志、包装不符合要求;
外观不符合要求;
淬硬区与槽(孔)根距离不符合要求;角度不符合要求;
刀刃厚度不符合要求,
其他项目不符合要求
B类I组
B类I组
6.2.2.1型式检验从出厂检验合格的产品中随机抽取片,检验4.2,4.3.3条。C类
6.2.2.2若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,直至新的型式检验通过。
7标志、包装、运输和贮存
7.1每片料刀应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志。7.2每片料刀经清洗干燥后涂上防锈油脂,并用防锈纸包装,然后装入普通木箱内在正常运输和保管条件下自出厂日起半年内不锈蚀。7.3木箱必须牢固。
7.4包装箱内应附有下列技术文件:a.
装箱单;
产品合格证;
产品使用说明书。
7.5包装箱外应清晰地标明下列内容:a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;
造广名及地址;
出广日期。
QB/T1565-1992
产品应放置在通风良好的地方贮存,严防潮湿,并不能与腐蚀性物品贮存在一起。7.6
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由四川省轻工机械厂、天津市刃具厂负责起草。本标推主要起草人孙天荣、刘云生、邵承会。自本标准实施之日起,原轻工业部部标准QB665--1976《辊刀式切料机刀》作废。144
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。