QB/T 1566-1992
基本信息
标准号: QB/T 1566-1992
中文名称:横切辊刀
标准类别:轻工行业标准(QB)
英文名称: Crosscutting Roller Knife
标准状态:现行
发布日期:1992-07-06
实施日期:1993-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:119226
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
关联标准
替代情况:QB 666-76
出版信息
出版社:中国轻工业出版社
页数:5页
标准价格:8.0 元
出版日期:1993-03-01
相关单位信息
起草人:吉拥仁、周振魁、尼新兴
起草单位:海安县轻工机械刀片厂、柳州机械刀片厂
归口单位:全国轻工机械标准化中心
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了横切辊刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于造纸行业中单刀或双刀切纸机所配用横切辊刀。 QB/T 1566-1992 横切辊刀 QB/T1566-1992 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国轻工行业标准
横切辊
主题内容与适用范围
QB/T1566--1992
本标准规定了横切辊刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于造纸行业中单刀或双刀切纸机所配用横切辊刀。2引用标准
GB/T700普通碳素结构钢技术条件GB/T1299合金工具钢技术条件
GB/T 2828
逐批检查计数抽样程序及抽样表(适用于连续批的检查)工具热处理金相检验标准
ZB J36 003
3产品分类
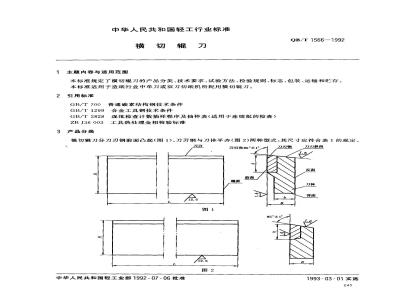
横切辊刀分刀刃钢前面凸起(图1)、刀刃钢与刀体平齐(图2)两种型式,其尺寸应符合表1的规定。刃
中华人民共和国轻工业部1992-07~06批准刀刃角85°±1°
刀刃钢
85°±
刀刃斜面
1993-03-01实施
长度L
基本尺寸
4技术要求
极限偏差
宽度H
基本尺寸
QB/T1566—1992
极限偏差
基本尺寸
极限偏差
基本尺寸
横切辊刀应符合本标推规定,并按经规定程序批准的图样和技术文件制造。4.1
4.2横切辊刀可以由一种材料制成,也可由两种材料复合而成。mm
刃钢宽度h
基本尺寸
4.3全钢横切辊刀和镶钢横切辊刀刀刃钢应采用符合GB/T1299的材料,也可采用性能不低于此类钢种的其他材料。镶钢横切辊刀的刀体为GB/T700规定的碳素结构钢。4.4横切辊刀的几何尺寸及公差应符合表1的规定。4.5横切辊刀的粗糙度应符合图1、图2的规定。4.6刀刃直线度和前面长度方向的直线度公差应符合表2规定。表2
长度范围
刀刃、前面长度方向直线度公差值950~~1730
1830~2500
4.7横切辊刀经热处理后,淬硬区的硬度为HRC57~62,同片硬度差不大于HRC3。4.8金相组织应为回火马氏体,马氏体针叶长度不大于三级,网状碳化物不超过二级。4.9淬硬区不得有崩刃、裂纹、划伤等缺陷。4.10刀刃与刀体的镶焊应牢固可靠,可见处不得有缝隙和夹渣。5试验方法
横切辊刀的试验方法按表3进行。146
刀刃角
长度1
宽度1
厚度B
表面粗糙度
刀刃直线度
前面长度方尚直线度
金相组织
外观要求
镶焊质量
检验规则
6.1检验分类
QB/T1566---1992
测定方法
测量长度方向上任意三处的刀刃角测定刀片宽度中部长度
测定距刀片两端面50mm处两点及长度中部一点测定距两端50mm处及长度中部一点样块比较
将切削刃放在平尺或平板尺上、用塞尺测其最大间隙将被测部位放在平尺或平板上,用塞尺测其最大间隙测定长度L中部-点及距两端L/4处两点,三点硬度最大差值为同片硬度差
按ZBJ36003规定进行
横切辊刀分出厂检验和型式检验两类。出厂检验项目为4.4~4.7,4.9,4.10条。6.1.1
有下列情况之一者进行型式检验材料工艺有较大改变可能影响产品性能时;对产品质量有异议时;
国家监督机构提出型式检验时;正常生产半年至少抽查一次;
停产半年以上恢复生产时。
6.2抽样与组批规则
6.2.1出厂检验
测量简图
测量工具
角度尺
钢卷尺
游标卡尺
游标卡尺
粗糙度样块
平尺或平板塞尺
平尺或平板寨尺
洛氏硬度计
金相显微镜
6.2.1.1把生产条件基本相同、同时投料的同一品种规格横切辑刀汇集成批,提交检查。6.2.1.2横切辊刀质量分为A类、B类和C类三类不合格。对于.A类、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A类、B类不合格,抽样方案的A。和R。按件计,对于C类不合格,A。和R。按项计。6.2.1.3检查水平的规定
对A类、B类I组和C类按一般检查水平I进行,对B类I组按特殊检查水平S-3进行。6.2.1.4严格度的规定
按正常检查进行。
6.2.1.5抽样方案的规定
按GB/T2828规定的一次抽样方案进行。6.2.1.6不合格项目的分类及分组见表4。147
刀片有裂纹;
QB/T1566—1992
复合刀片镶焊部位可见处有缝隙夹渣厚度不符合要求;
前面和斜面粗糙度不符合要求;自
3刀刃和刀刃前面长度方向直线度不符合要求;4
萍硬区内有黑斑
萍硬区硬度不符合要求;
同片硬度差不符合要求
宽度不符合要求;
长度不符合要求,
粗糙度不符合要求;
其他标志包装不符合要求;
外观不符合要求;
其他项目不符合要求免费标准下载网bzxz
合格质量水平(AQL)的指定见表5。6. 2. 1. 7
缺陷类组
6.2.1.8按GB/T2828判定检验结果。6.2.2型式检验
B类I组
B类I组
6.2.2.1型式检验从出厂检验合格的产品中随机抽取1片,检验4.3,4.8条。6.2.2.2若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,消除缺陷,直至新的型式检验通过。
标志、包装、运输和贮存
7.1每片横切辊刀应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志。7.2每片横切辊刀经清洗干燥后,涂上防锈油脂,并用防潮纸包装,然后装人普通木箱内,在正常运输和保管条件下,自出厂日起半年内不锈蚀。7.3包装箱内应附有下列技术文件。装箱单;
b.产品合格证;
产品使用说明书。
7.4包装箱外应清晰地表明下列内容。a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;
制造厂名及地址;
出广日期。
QB/T 1566—1992
5产品应放置在通风良好的地方贮存,严防潮湿,并不能与腐蚀性物品贮存在一起。7.5
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由海安县轻工机械刀片厂、柳州机械刀片厂负责起草。本标准主要起草人吉拥仁、周振魁、尼新兴。自本标准实施之日起,原轻工业部部标准QB666--1976《甩力》作废。149
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
横切辊
主题内容与适用范围
QB/T1566--1992
本标准规定了横切辊刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于造纸行业中单刀或双刀切纸机所配用横切辊刀。2引用标准
GB/T700普通碳素结构钢技术条件GB/T1299合金工具钢技术条件
GB/T 2828
逐批检查计数抽样程序及抽样表(适用于连续批的检查)工具热处理金相检验标准
ZB J36 003
3产品分类
横切辊刀分刀刃钢前面凸起(图1)、刀刃钢与刀体平齐(图2)两种型式,其尺寸应符合表1的规定。刃
中华人民共和国轻工业部1992-07~06批准刀刃角85°±1°
刀刃钢
85°±
刀刃斜面
1993-03-01实施
长度L
基本尺寸
4技术要求
极限偏差
宽度H
基本尺寸
QB/T1566—1992
极限偏差
基本尺寸
极限偏差
基本尺寸
横切辊刀应符合本标推规定,并按经规定程序批准的图样和技术文件制造。4.1
4.2横切辊刀可以由一种材料制成,也可由两种材料复合而成。mm
刃钢宽度h
基本尺寸
4.3全钢横切辊刀和镶钢横切辊刀刀刃钢应采用符合GB/T1299的材料,也可采用性能不低于此类钢种的其他材料。镶钢横切辊刀的刀体为GB/T700规定的碳素结构钢。4.4横切辊刀的几何尺寸及公差应符合表1的规定。4.5横切辊刀的粗糙度应符合图1、图2的规定。4.6刀刃直线度和前面长度方向的直线度公差应符合表2规定。表2
长度范围
刀刃、前面长度方向直线度公差值950~~1730
1830~2500
4.7横切辊刀经热处理后,淬硬区的硬度为HRC57~62,同片硬度差不大于HRC3。4.8金相组织应为回火马氏体,马氏体针叶长度不大于三级,网状碳化物不超过二级。4.9淬硬区不得有崩刃、裂纹、划伤等缺陷。4.10刀刃与刀体的镶焊应牢固可靠,可见处不得有缝隙和夹渣。5试验方法
横切辊刀的试验方法按表3进行。146
刀刃角
长度1
宽度1
厚度B
表面粗糙度
刀刃直线度
前面长度方尚直线度
金相组织
外观要求
镶焊质量
检验规则
6.1检验分类
QB/T1566---1992
测定方法
测量长度方向上任意三处的刀刃角测定刀片宽度中部长度
测定距刀片两端面50mm处两点及长度中部一点测定距两端50mm处及长度中部一点样块比较
将切削刃放在平尺或平板尺上、用塞尺测其最大间隙将被测部位放在平尺或平板上,用塞尺测其最大间隙测定长度L中部-点及距两端L/4处两点,三点硬度最大差值为同片硬度差
按ZBJ36003规定进行
横切辊刀分出厂检验和型式检验两类。出厂检验项目为4.4~4.7,4.9,4.10条。6.1.1
有下列情况之一者进行型式检验材料工艺有较大改变可能影响产品性能时;对产品质量有异议时;
国家监督机构提出型式检验时;正常生产半年至少抽查一次;
停产半年以上恢复生产时。
6.2抽样与组批规则
6.2.1出厂检验
测量简图
测量工具
角度尺
钢卷尺
游标卡尺
游标卡尺
粗糙度样块
平尺或平板塞尺
平尺或平板寨尺
洛氏硬度计
金相显微镜
6.2.1.1把生产条件基本相同、同时投料的同一品种规格横切辑刀汇集成批,提交检查。6.2.1.2横切辊刀质量分为A类、B类和C类三类不合格。对于.A类、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A类、B类不合格,抽样方案的A。和R。按件计,对于C类不合格,A。和R。按项计。6.2.1.3检查水平的规定
对A类、B类I组和C类按一般检查水平I进行,对B类I组按特殊检查水平S-3进行。6.2.1.4严格度的规定
按正常检查进行。
6.2.1.5抽样方案的规定
按GB/T2828规定的一次抽样方案进行。6.2.1.6不合格项目的分类及分组见表4。147
刀片有裂纹;
QB/T1566—1992
复合刀片镶焊部位可见处有缝隙夹渣厚度不符合要求;
前面和斜面粗糙度不符合要求;自
3刀刃和刀刃前面长度方向直线度不符合要求;4
萍硬区内有黑斑
萍硬区硬度不符合要求;
同片硬度差不符合要求
宽度不符合要求;
长度不符合要求,
粗糙度不符合要求;
其他标志包装不符合要求;
外观不符合要求;
其他项目不符合要求免费标准下载网bzxz
合格质量水平(AQL)的指定见表5。6. 2. 1. 7
缺陷类组
6.2.1.8按GB/T2828判定检验结果。6.2.2型式检验
B类I组
B类I组
6.2.2.1型式检验从出厂检验合格的产品中随机抽取1片,检验4.3,4.8条。6.2.2.2若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,消除缺陷,直至新的型式检验通过。
标志、包装、运输和贮存
7.1每片横切辊刀应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志。7.2每片横切辊刀经清洗干燥后,涂上防锈油脂,并用防潮纸包装,然后装人普通木箱内,在正常运输和保管条件下,自出厂日起半年内不锈蚀。7.3包装箱内应附有下列技术文件。装箱单;
b.产品合格证;
产品使用说明书。
7.4包装箱外应清晰地表明下列内容。a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;
制造厂名及地址;
出广日期。
QB/T 1566—1992
5产品应放置在通风良好的地方贮存,严防潮湿,并不能与腐蚀性物品贮存在一起。7.5
附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由海安县轻工机械刀片厂、柳州机械刀片厂负责起草。本标准主要起草人吉拥仁、周振魁、尼新兴。自本标准实施之日起,原轻工业部部标准QB666--1976《甩力》作废。149
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。