QB/T 1482-1992
基本信息
标准号: QB/T 1482-1992
中文名称:褶裥机
标准类别:轻工行业标准(QB)
英文名称: Pleating Machine
标准状态:现行
发布日期:1992-04-14
实施日期:1992-12-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:172271
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y92钟表、自行车、缝纫机加工机械
关联标准
出版信息
出版社:中国轻工业出版社
页数:7页
标准价格:10.0 元
出版日期:1992-12-01
相关单位信息
起草单位:常州服装机械厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业
标准简介
本标准规定了褶桐机的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于对化纤织物热定型的褶桐机。 QB/T 1482-1992 褶裥机 QB/T1482-1992 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国轻工行业标准
褶榈机
主题内容与适用范围
QB/T1482—1992
本标准规定了褶机的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于对化纤织物热定型的褶榈机。2引用标准
GB191包装储运图示标志
GB/T5226机床电气设备通用技术条件3术语
3.1褶袍
将织物按一定形式折叠熨烫定型处理所形成持久的叠合形式。3.2褶面
形成褶榈的面。
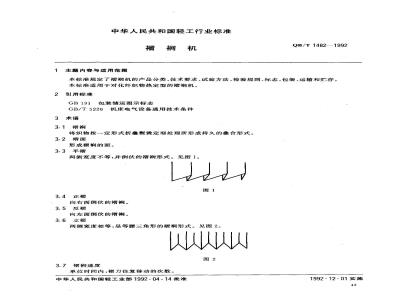
3.3平褶
两侧宽度不等,并倒伏的褶榈形式。见图1。图1
3.4正褶
向右面倒伏的褶榈。
3.5反褶
向左面倒伏的褶。
3.6立褶
两侧宽度相等,呈等腰三角形的褶榈形式。见图2。图2
3.7褶榈速度
单位时间内,褶刀往复移动的次数。中华人民共和国轻工业部1992-04-14批准1992-12-01实施
4产品分类
4.1型式
QB/T1482—1992
织物由褶刀移动形成褶榈,经滚动加压,加热,定型,织物整幅连续通过。4.2分类
按机器形成褶榈形式分类:
a。平褶;
b.立褶。
4.3主要技术参数
主要技术参数见表1。
项目名称
褶速度
允许织物幅宽
电动机功率
电热管功率
褶面宽度
调节范围
4.4型号
型号编制规定如下:
5技术要求
褶/min
改进设计顺序号,用阿拉伯数字表示主参数,以允许织物幅宽除以100表示分类代号,用平褶中的“平”和立褶中的“立”两字的汉语拼音首位字母“P”“L”表示参
宽韬面
名称代号,“ZJI”分别为褶榈机中“褶、榈”两字的汉语拼音首位字母5.1外观质量
5.1.1涂饰件表面应平整,色泽均匀,主要可见部位无明显的流痕、起泡、剥落及碰伤等缺陷。5.1.2.铭牌应图文清晰,位置正确,无明显划痕。5.1.3电镀件表面应平整光滑,色泽一致,不应有漏镀、起皮、斑点、擦伤及锈蚀等缺陷。5.1.4氧化件表面应色泽均匀,不应有空白、沉淀物光斑点、擦伤及锈蚀等缺陷。5.2安全性能
5.2.1电器装置能经受50Hz,1250V交流电,做历时1min试验,而不发生闪络和击穿现象5.2.2绝缘电阻值应大于1M2。
5.2.3应有可靠的接地端子和接地标记。44
5.3机器性能
QB/T 1482—1992
5.3.1褶面宽度应能在表1的规定范围内调节。5.3.2主辊表面实际温度与温控显示装置所显示的温度的相对误差绝对值应不大于10%。5.3.3主辊表面温度应均匀,在全长范围内温差应不超过15℃。5.3.4机器在空载条件下,运转噪声声压级不大于82dB(A)。5.4使用性能
5.4.1织物褶榈后,定型应牢固,褶清晰,不应有皱褶,漏褶现象。5.4.2机器连续空载运转5min,然后对纸进行褶榈,同方向的各褶面宽度相对误差不大于5%。6试验方法
6.1外观质量
本标准5.1.1~5.1.4条试验方法:目视。6.2安全性能
6.2.1本标准5.2.1条试验方法
按GB/T5226中13.2条规定进行。6.2.2本标准5.2.2条试验方法
按GB/T5226中13.1条规定进行。6.2.3本标准5.2.3条试验方法
目视。
6.3机器性能
6.3.1本标准5.3.1条试验方法
机器空运转5min后,再按表2规定进行试验。表2
机器类别
平榴类
立褶类
项目名称
宽褶面
6.3.2本标准5.3.2条试验方法免费标准下载网bzxz
6.3.2.1试验条件
调节范围
4~35mm
2~15mm
室温、无风、主辊表面加热至160℃,保持5min。6.3.2.2试验仪器
褶速度
60褶/min
150褶/min
具有长薄片温度传感器的数显测温仪,测量精度为1.5C。6.3.2.3试验方法
测量工具
钢皮尺
用长薄片温度传感器测量主辑中点的温度,间隔5min测试1次,共测试3次。6.3.2.4试验取值
先计算出3次测温所测得的实际温度算术平均值,然后按式(1)计算:温度相对误差(%)=|实际温度算术平均值一温控装置显示温度值1温控装置显示温度值
6.3.3本标准5.3.3条试验方法
6.3.3.1试验条件
同6.3.2.1条。
6.3.3.2试验仪器
m宽的新闻纸
X 100.......(1 )
同6.3.2.2条。
6.3.3.3试验方法
QB/T 1482-1992
用长薄片温度传感器测量主辊中点和相距中点650mm左右两点的温度6.3.3.4试验取值
将测得的温度最大值减去温度最小值,取其差值。6.3.4本标准5.3.4条试验方法
6.3.4.1试验条件
加注润滑油,空运转5min;
机器与周围物体的距离不少于2m;背景干扰噪声声压级应比机器噪声声压级低10dB(A)以上;被测机器应平稳地安放在坚实的地面上;机器速度平褶类:不小于60褶/min;立褶类:不小于150褶/min;传声器距离地面高度为1.3m,并与水平面平行,测点位置如图3所示。1000
6.3.4.2试验仪器
精度为士0.7dB(A)的声级计。
6.3.4.3试验取值
四个测点所测得的噪声值,取其中最大值。6.4使用性能
6.4.1本标准5.4.1条试验方法
按表3规定进行试验。
机器类别
平褶类
立褶类
褶面宽度
宽面15mm
褶面5mm
褶面5mm
2本标准5.4.2条试验方法
6.4.2.1按表4规定进行试验。
10 m长,1 m宽针织面料
机器(佛视)
传声器
裙速度,褶/mmin
≥150
机器类别
平褶类
立褶类
6.4.2.2试验取值
褶面宽度
宽面褶15mm
褶面5mm
稻面5mm
QB/T 1482-1992
褶楓速度,褶/min
≥150
1 m宽新闻纸
用钢皮尺测量10个同一方向的褶面尺寸,然后按式(2)计算:褶面宽度相对误差(%)=
7检验规则
检验分类
检验分为出厂检验和型式检验。7.2不合格分类
最大褶面尺寸一最小褶面尺寸
10个褶面尺寸的算术平均值
不合格按质量特性表示单位产品质量的重要性,可分为:A类不合格:单位产品的极重要质量特性不符合规定;a.
B类不合格:单位产品的重要质量特性不符合规定;b.
C类不合格:单位产品的一般质量特性不符合规定,7.3出厂检验
7.3.1对于出厂的产品实行全数检验。7.3.2检验项目
检验项目及分类见表5。
检验项目
7.3.3单个产品的合格判定
不合格分类
单个产品在满足下列条件时,即判为合格:C类
测量工具
钢皮尺
...( 2)
检验分类
出厂检验
型式检验
a、未出现A、B类不合格项目;
QB/T 1482—1992
b.未出现一项以上C类不合格项目。7.4型式检验
7.4.1型式检验-般在下述情况之时进行。a.
新产品试制定型鉴定或老产品转厂生产时;正常生产时,如结构、材料、工艺有较大改变,可能影响产品性能时;正常生产时,每年进行次;
产品停产一年以上(含一年)恢复生产时;出厂检验结果与上次型式检验有较大差异时;国家质量监督机构提出进行型式检验要求时。f.
7.4.2样本的抽取
从本周期制造的并经出厂检验合格的某个批或若干批中随机抽取4个样本单位,检验其中两个样本单位,另两个样本单位备检。7.4.3检验项目
检验项目及分类见表5。
7.4.4型式检验的合格判定
在满足下列条件之一时,即判为型式检验合格:a。检验的两个样本单位中未出现A类不合格项目及一项以上B类不合格项目,也未出现两项以上C类不合格项目,且在一个样本单位中未出现总数超过两项不合格项目;b,在检验的两个样本单位中未出现A类不合格项目及两项以上B类不合格项目,也未出现3项以上C类不合格项目,且在一个样本单位中未出现总数超过3项不合格项目,则允许复检另两个样本单位的同类项目,这些项目应全部合格。8标志、包装、运输、贮存
8.1标志
8.1.1机器应有耐久性铭牌。
8.1.2铭牌上应清晰地标出以下内容:a.
制造厂名;
注册商标;
产品名称;
产品型号;
制造日期或编号。
8.2包装
8.2.1机器应用牢固的包装箱包装,并有防潮保护措施。8.2.2包装措施应是以保护产品在一般运输和保管条件下,不致因颠震、装卸、受潮和侵人灰尘而使机器受到损伤。
8.2.3在包装前,应对机器不油漆的外露金属部位涂刷防锈剂。8.2.4每台机器应具有下列文件:a.
产品合格证;
使用说明书;
装箱单。
8.2.5包装箱外面应清晰地标出或表明以下内容:a.
产品名称;
产品标准代号及编号;
产品型号,
净重;
毛重;
外形尺寸:长×宽×高;
制造厂名。
QB/T1482--1992
8.2.6包装储运图示标志应符合GB191的规定。8.3运输
机器在装卸及运输过程中应防止颠震及冲撞。8.4贮存
包装后的产品贮存在通风良好、干燥的室内,周围空气中不应有腐蚀性气体存在。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国服装机械标准化中心归口。本标准由常州服装机械厂负责起草。本标主要起草人周鲁、吴秀琴、肖泽光、赵克伊。49
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
褶榈机
主题内容与适用范围
QB/T1482—1992
本标准规定了褶机的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于对化纤织物热定型的褶榈机。2引用标准
GB191包装储运图示标志
GB/T5226机床电气设备通用技术条件3术语
3.1褶袍
将织物按一定形式折叠熨烫定型处理所形成持久的叠合形式。3.2褶面
形成褶榈的面。
3.3平褶
两侧宽度不等,并倒伏的褶榈形式。见图1。图1
3.4正褶
向右面倒伏的褶榈。
3.5反褶
向左面倒伏的褶。
3.6立褶
两侧宽度相等,呈等腰三角形的褶榈形式。见图2。图2
3.7褶榈速度
单位时间内,褶刀往复移动的次数。中华人民共和国轻工业部1992-04-14批准1992-12-01实施
4产品分类
4.1型式
QB/T1482—1992
织物由褶刀移动形成褶榈,经滚动加压,加热,定型,织物整幅连续通过。4.2分类
按机器形成褶榈形式分类:
a。平褶;
b.立褶。
4.3主要技术参数
主要技术参数见表1。
项目名称
褶速度
允许织物幅宽
电动机功率
电热管功率
褶面宽度
调节范围
4.4型号
型号编制规定如下:
5技术要求
褶/min
改进设计顺序号,用阿拉伯数字表示主参数,以允许织物幅宽除以100表示分类代号,用平褶中的“平”和立褶中的“立”两字的汉语拼音首位字母“P”“L”表示参
宽韬面
名称代号,“ZJI”分别为褶榈机中“褶、榈”两字的汉语拼音首位字母5.1外观质量
5.1.1涂饰件表面应平整,色泽均匀,主要可见部位无明显的流痕、起泡、剥落及碰伤等缺陷。5.1.2.铭牌应图文清晰,位置正确,无明显划痕。5.1.3电镀件表面应平整光滑,色泽一致,不应有漏镀、起皮、斑点、擦伤及锈蚀等缺陷。5.1.4氧化件表面应色泽均匀,不应有空白、沉淀物光斑点、擦伤及锈蚀等缺陷。5.2安全性能
5.2.1电器装置能经受50Hz,1250V交流电,做历时1min试验,而不发生闪络和击穿现象5.2.2绝缘电阻值应大于1M2。
5.2.3应有可靠的接地端子和接地标记。44
5.3机器性能
QB/T 1482—1992
5.3.1褶面宽度应能在表1的规定范围内调节。5.3.2主辊表面实际温度与温控显示装置所显示的温度的相对误差绝对值应不大于10%。5.3.3主辊表面温度应均匀,在全长范围内温差应不超过15℃。5.3.4机器在空载条件下,运转噪声声压级不大于82dB(A)。5.4使用性能
5.4.1织物褶榈后,定型应牢固,褶清晰,不应有皱褶,漏褶现象。5.4.2机器连续空载运转5min,然后对纸进行褶榈,同方向的各褶面宽度相对误差不大于5%。6试验方法
6.1外观质量
本标准5.1.1~5.1.4条试验方法:目视。6.2安全性能
6.2.1本标准5.2.1条试验方法
按GB/T5226中13.2条规定进行。6.2.2本标准5.2.2条试验方法
按GB/T5226中13.1条规定进行。6.2.3本标准5.2.3条试验方法
目视。
6.3机器性能
6.3.1本标准5.3.1条试验方法
机器空运转5min后,再按表2规定进行试验。表2
机器类别
平榴类
立褶类
项目名称
宽褶面
6.3.2本标准5.3.2条试验方法免费标准下载网bzxz
6.3.2.1试验条件
调节范围
4~35mm
2~15mm
室温、无风、主辊表面加热至160℃,保持5min。6.3.2.2试验仪器
褶速度
60褶/min
150褶/min
具有长薄片温度传感器的数显测温仪,测量精度为1.5C。6.3.2.3试验方法
测量工具
钢皮尺
用长薄片温度传感器测量主辑中点的温度,间隔5min测试1次,共测试3次。6.3.2.4试验取值
先计算出3次测温所测得的实际温度算术平均值,然后按式(1)计算:温度相对误差(%)=|实际温度算术平均值一温控装置显示温度值1温控装置显示温度值
6.3.3本标准5.3.3条试验方法
6.3.3.1试验条件
同6.3.2.1条。
6.3.3.2试验仪器
m宽的新闻纸
X 100.......(1 )
同6.3.2.2条。
6.3.3.3试验方法
QB/T 1482-1992
用长薄片温度传感器测量主辊中点和相距中点650mm左右两点的温度6.3.3.4试验取值
将测得的温度最大值减去温度最小值,取其差值。6.3.4本标准5.3.4条试验方法
6.3.4.1试验条件
加注润滑油,空运转5min;
机器与周围物体的距离不少于2m;背景干扰噪声声压级应比机器噪声声压级低10dB(A)以上;被测机器应平稳地安放在坚实的地面上;机器速度平褶类:不小于60褶/min;立褶类:不小于150褶/min;传声器距离地面高度为1.3m,并与水平面平行,测点位置如图3所示。1000
6.3.4.2试验仪器
精度为士0.7dB(A)的声级计。
6.3.4.3试验取值
四个测点所测得的噪声值,取其中最大值。6.4使用性能
6.4.1本标准5.4.1条试验方法
按表3规定进行试验。
机器类别
平褶类
立褶类
褶面宽度
宽面15mm
褶面5mm
褶面5mm
2本标准5.4.2条试验方法
6.4.2.1按表4规定进行试验。
10 m长,1 m宽针织面料
机器(佛视)
传声器
裙速度,褶/mmin
≥150
机器类别
平褶类
立褶类
6.4.2.2试验取值
褶面宽度
宽面褶15mm
褶面5mm
稻面5mm
QB/T 1482-1992
褶楓速度,褶/min
≥150
1 m宽新闻纸
用钢皮尺测量10个同一方向的褶面尺寸,然后按式(2)计算:褶面宽度相对误差(%)=
7检验规则
检验分类
检验分为出厂检验和型式检验。7.2不合格分类
最大褶面尺寸一最小褶面尺寸
10个褶面尺寸的算术平均值
不合格按质量特性表示单位产品质量的重要性,可分为:A类不合格:单位产品的极重要质量特性不符合规定;a.
B类不合格:单位产品的重要质量特性不符合规定;b.
C类不合格:单位产品的一般质量特性不符合规定,7.3出厂检验
7.3.1对于出厂的产品实行全数检验。7.3.2检验项目
检验项目及分类见表5。
检验项目
7.3.3单个产品的合格判定
不合格分类
单个产品在满足下列条件时,即判为合格:C类
测量工具
钢皮尺
...( 2)
检验分类
出厂检验
型式检验
a、未出现A、B类不合格项目;
QB/T 1482—1992
b.未出现一项以上C类不合格项目。7.4型式检验
7.4.1型式检验-般在下述情况之时进行。a.
新产品试制定型鉴定或老产品转厂生产时;正常生产时,如结构、材料、工艺有较大改变,可能影响产品性能时;正常生产时,每年进行次;
产品停产一年以上(含一年)恢复生产时;出厂检验结果与上次型式检验有较大差异时;国家质量监督机构提出进行型式检验要求时。f.
7.4.2样本的抽取
从本周期制造的并经出厂检验合格的某个批或若干批中随机抽取4个样本单位,检验其中两个样本单位,另两个样本单位备检。7.4.3检验项目
检验项目及分类见表5。
7.4.4型式检验的合格判定
在满足下列条件之一时,即判为型式检验合格:a。检验的两个样本单位中未出现A类不合格项目及一项以上B类不合格项目,也未出现两项以上C类不合格项目,且在一个样本单位中未出现总数超过两项不合格项目;b,在检验的两个样本单位中未出现A类不合格项目及两项以上B类不合格项目,也未出现3项以上C类不合格项目,且在一个样本单位中未出现总数超过3项不合格项目,则允许复检另两个样本单位的同类项目,这些项目应全部合格。8标志、包装、运输、贮存
8.1标志
8.1.1机器应有耐久性铭牌。
8.1.2铭牌上应清晰地标出以下内容:a.
制造厂名;
注册商标;
产品名称;
产品型号;
制造日期或编号。
8.2包装
8.2.1机器应用牢固的包装箱包装,并有防潮保护措施。8.2.2包装措施应是以保护产品在一般运输和保管条件下,不致因颠震、装卸、受潮和侵人灰尘而使机器受到损伤。
8.2.3在包装前,应对机器不油漆的外露金属部位涂刷防锈剂。8.2.4每台机器应具有下列文件:a.
产品合格证;
使用说明书;
装箱单。
8.2.5包装箱外面应清晰地标出或表明以下内容:a.
产品名称;
产品标准代号及编号;
产品型号,
净重;
毛重;
外形尺寸:长×宽×高;
制造厂名。
QB/T1482--1992
8.2.6包装储运图示标志应符合GB191的规定。8.3运输
机器在装卸及运输过程中应防止颠震及冲撞。8.4贮存
包装后的产品贮存在通风良好、干燥的室内,周围空气中不应有腐蚀性气体存在。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国服装机械标准化中心归口。本标准由常州服装机械厂负责起草。本标主要起草人周鲁、吴秀琴、肖泽光、赵克伊。49
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。