QB/T 5128-2017
基本信息
标准号: QB/T 5128-2017
中文名称:热熔胶枪
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:2330964
相关标签: 热熔胶
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5128-2017.Glue guns.
QB/T 5128规定了热熔胶枪产品的术语和定义、分类与型号命名、要求、试验方法、检验规则、标志、包装、运输、贮存。
QB/T 5128适用于额定电压不超过250V,额定功率不大于500 w的家用和类似用途热熔胶枪。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装 储运图示标志
GB/T 1019家用和类似用途 电器包装通则
GB/T2423.1-2008电工电子产品环境试验 第2部分: 试验方法试验A: 低温
GB4343.1电磁兼容 家用电器、 电动工具和类似器具的要求第1部分: 发射
GB4343.2电磁兼容 家用电器、 电动工具和类似器具的要求第 1部分:抗扰度
GB 4706.1家用和类似用途电器的安全 第1 部分:通用要求
GB 4706.41家用和类似用途电器的安全 便携式电热工具及其类似器 具的特殊要求
GB 5296.2消费品使用说明第 2部分:家用和类似用途电器
GB17625.1电磁兼容 限值谐波电流发射 (设备每相输入电流≤16A)烁的限制
GB 17625.2 电磁兼容限值对额定电流不大于 16A的设备在低压供电系统中产生的电压波动和闪
3术语和定义.
下列术语和定义适用于本文件。
3.1热熔胶枪glue guns
通过熔胶器加热使固态胶棒熔化,经由送胶器挤出热熔胶液的手持式器具。
3.2熔胶器pyrosol apparatus
通过电热元件发热将固态胶棒熔为胶液的装置。
3.3送胶器glue propeling apparatus
通过扣动扳机的方式,将固态胶棒送入到熔胶器并挤出热熔胶液的装置。
3.4标准胶棒standard glue stick
为进行本标准的试验而采用的具有特定性能指标的胶棒,技术指标见附录A.
QB/T 5128规定了热熔胶枪产品的术语和定义、分类与型号命名、要求、试验方法、检验规则、标志、包装、运输、贮存。
QB/T 5128适用于额定电压不超过250V,额定功率不大于500 w的家用和类似用途热熔胶枪。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装 储运图示标志
GB/T 1019家用和类似用途 电器包装通则
GB/T2423.1-2008电工电子产品环境试验 第2部分: 试验方法试验A: 低温
GB4343.1电磁兼容 家用电器、 电动工具和类似器具的要求第1部分: 发射
GB4343.2电磁兼容 家用电器、 电动工具和类似器具的要求第 1部分:抗扰度
GB 4706.1家用和类似用途电器的安全 第1 部分:通用要求
GB 4706.41家用和类似用途电器的安全 便携式电热工具及其类似器 具的特殊要求
GB 5296.2消费品使用说明第 2部分:家用和类似用途电器
GB17625.1电磁兼容 限值谐波电流发射 (设备每相输入电流≤16A)烁的限制
GB 17625.2 电磁兼容限值对额定电流不大于 16A的设备在低压供电系统中产生的电压波动和闪
3术语和定义.
下列术语和定义适用于本文件。
3.1热熔胶枪glue guns
通过熔胶器加热使固态胶棒熔化,经由送胶器挤出热熔胶液的手持式器具。
3.2熔胶器pyrosol apparatus
通过电热元件发热将固态胶棒熔为胶液的装置。
3.3送胶器glue propeling apparatus
通过扣动扳机的方式,将固态胶棒送入到熔胶器并挤出热熔胶液的装置。
3.4标准胶棒standard glue stick
为进行本标准的试验而采用的具有特定性能指标的胶棒,技术指标见附录A.
标准图片预览
标准内容
ICS97.100.10
分类号:Y63
备案号:58772-2017
中华人民共和国轻工行业标准
QB/T5128-2017
热熔胶枪
Glueguns
2017-04-12发布
中华人民共和国工业和信息化部2017-10-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5128-2017
本标准由全国家用电器标准化技术委员会(SAC/TC46)归口。本标准起草单位:杭州科龙电器工具股份有限公司、韶关欧亚特电子制品有限公司、建德市通宇电器工具制造厂、建德市恒丰电器工具有限公司、建德市志春电器有限公司、东莞市怡东电子制品有限公司、建德市万春电子设备厂。
本标准主要起草人:严国民、胡余东、何叶良、秦开明、张志春、何桂东、邹万春。本标准为首次发布。
1范围
热熔胶枪
QB/T5128-2017
本标准规定了热熔胶枪产品的术语和定义、分类与型号命名、要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于额定电压不超过250V,额定功率不大于500W的家用和类似用途热熔胶枪2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
家用和类似用途电器包装通则
GB/T1019
GB/T2423.1一2008电工电子产品环境试验第2部分:试验方法试验A:低温电磁兼容家用电器、电动工具和类似器具的要求第1部分:发射GB4343.1
GB4706.41
电磁兼容家用电器、电动工具和类似器具的要求第1部分:抗扰度家用和类似用途电器的安全第1部分:通用要求家用和类似用途电器的安全便携式电热工具及其类似器具的特殊要求GB5296.2消费品使用说明第2部分:家用和类似用途电器GB17625.1
电磁兼容限值谐波电流发射(设备每相输入电流≤16A)2电磁兼容限值对额定电流不大于16A的设备在低压供电系统中产生的电压波动和闪GB17625.2
烁的限制
3术语和定义
下列术语和定义适用于本文件。3.1
热熔胶枪glueguns
通过熔胶器加热使固态胶棒熔化,经由送胶器挤出热熔胶液的手持式器具。3.2
熔胶器pyrosolapparatus
通过电热元件发热将固态胶棒熔为胶液的装置。3.3
送胶器gluepropelingapparatus通过扣动扳机的方式,将固态胶棒送入到熔胶器并挤出热熔胶液的装置。3.4
标准胶棒standardgluestick
为进行本标准的试验而采用的具有特定性能指标的胶棒,技术指标见附录A。4分类与型号命名
4.1分类
按电源性质分:交流电、直流电:按熔胶器温度类型分:低温型、高温型。1
iiiKAoiKAca
QB/T5128—2017
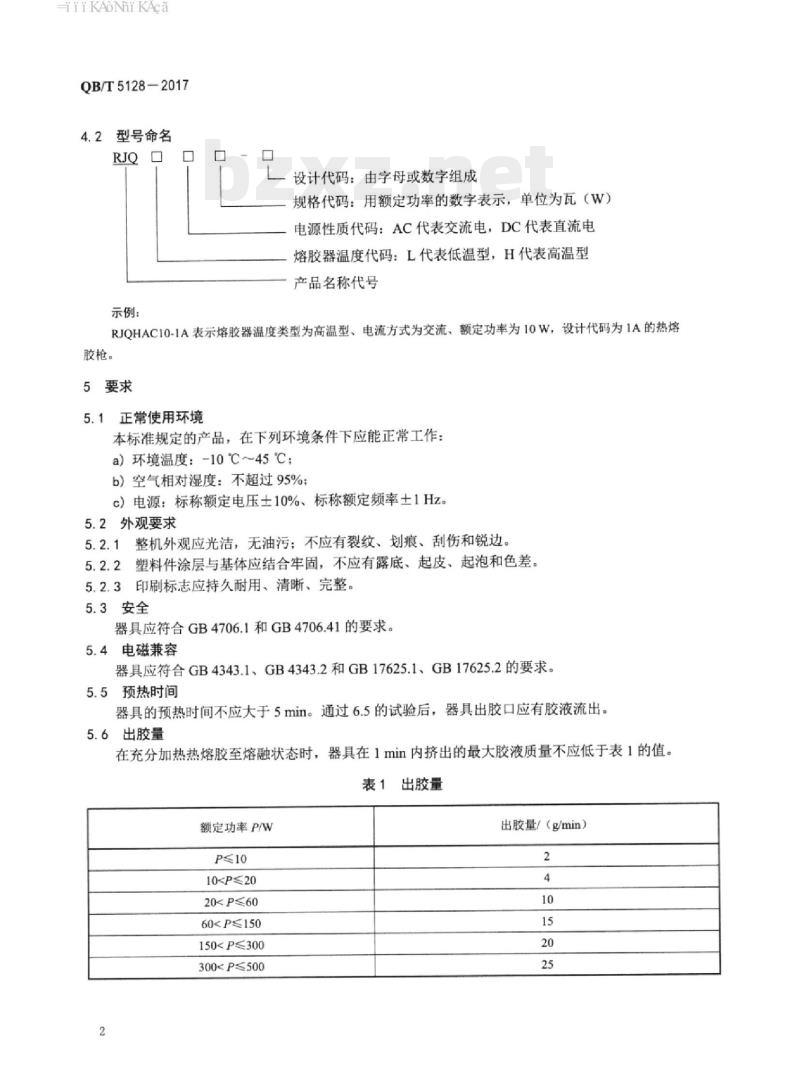
型号命名
设计代码:由字母或数字组成
规格代码:用额定功率的数字表示,单位为瓦(W)电源性质代码:AC代表交流电,DC代表直流电熔胶器温度代码:L代表低温型,H代表高温型产品名称代号
示例:
RJQHAC10-1A表示熔胶器温度类型为高温型、电流方式为交流、额定功率为10W,设计代码为1A的热熔胶枪。
5要求
正常使用环境
本标准规定的产品,在下列环境条件下应能正常工作:a)环境温度:-10℃~45℃;
b)空气相对湿度:不超过95%;c)电源:标称额定电压土10%、标称额定频率土1Hz。5.2外观要求
整机外观应光洁,无油污;不应有裂纹、划痕、刮伤和锐边。5.2.1
塑料件涂层与基体应结合牢固,不应有露底、起皮、起泡和色差。5.2.2
印刷标志应持久耐用、清晰、完整。5.2.3
5.3安全
器具应符合GB4706.1和GB4706.41的要求。5.4电磁兼容
器具应符合GB4343.1、GB4343.2和GB17625.1、GB17625.2的要求。5.5预热时间
器具的预热时间不应大于5min。通过6.5的试验后,器具出胶口应有胶液流出。5.6
出胶量
在充分加热热熔胶至熔融状态时,器具在1min内挤出的最大胶液质量不应低于表1的值。表1出胶量
额定功率P/W
P≤10
102060150≤P≤300wwW.bzxz.Net
300出胶量/(g/min)
iiKAoNhiKAca
5.7出胶连续性
在充分加热热熔胶至熔融状态时,出胶应顺畅、无间断。5.8密封性
除出胶口以外,其他部位不应有热熔胶液溢出、渗出。器具加热期间,出胶口每分钟内滴胶数量不应超过4滴。5.9熔胶器温度
QB/T5128-2017
低温型器具的熔胶器温度应在120℃160℃范围之内。高温型器具的熔胶器温度应在180℃~220℃范围之内。
5.10耐低温性能
器具应具有适当的耐低温性能,按照6.10的规定进行低温环境试验,试验期间器具应出胶顺畅、无间断。
5.11跌落性能
按照6.11的规定进行跌落试验,试验后器具应能正常工作,结构不应损坏,外壳不应破裂,并能够满足GB4706.41中第13章的要求。注:带有电池的器具,若电池或电池盒盖在试验中脱落,则需要将其复位后再进行测试。5.12寿命
器具的使用时间不应少于500h,试验后,器具应能正常工作,并能满足GB4706.41中第13章的要求。
6试验方法
6.1试验的一般要求
6.1.1试验环境
除非另有规定,试验应在下列环境下进行:a)环境温度:(20土5)℃,无明显气流及热辐射影响;相对湿度:45%~75%;
c)大气压力:86kPa~106kPa。6.1.2i
试验用仪器,仪表
电工测量仪表,其准确度等级不低于0.5级(例行检验用不低于1.0级):测量温度用仪表,其准确度为土0.5℃:测量湿度用仪表,其准确度为土1%:测量质量用仪表,其准确度为测定质量的土0.2%:d)
计时仪器,其准确度为士1s/h;e)
测量长度用直尺、卷尺,其准确度为土1mm。f)
6.1.3试验电源
按铭牌标识,电压波动不超过额定值的土1%,频率波动不超过额定值的土1Hz6.2外观检测
用手拿沾水的布擦拭标志15s,再用沾汽油的布擦拭15s。用于此试验的汽油是脂肪族溶剂己烷。然后在光线充足的情况下,距器具30cm对其外观表面进行视检。6.3安全
按GB4706.1和GB4706.41规定的方法进行试验。6.4电磁兼容
按GB4343.1、GB4343.2、GB17625.1和GB17625.2规定的方法进行试验。3
iiiKAoNiKAca
QB/T5128—2017
6.5预热时间
将已装好标准胶棒的器具放置在实验室环境下至少4h,然后给器具通电加热,5min后断开电源并立即对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作连续进行3~5次。视检出胶口是否有胶液流出。
注:可采用强制冷却的方法来辅助降低器具的温度,在此情况下可减少器具放置时间。6.6出胶量
本试验应在6.5试验结束后进行,以保证熔胶器内充满胶液。器具在通电加热15min后,立即对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作连续进行1min。送胶期间不断电。待挤出的胶液充分凝固后,称量固态胶体的质量。以上试验进行3次取平均值。
6.7出胶连续性
对已装好标准胶棒的器具通电加热15min,然后立即将器具出胶口垂直置于接胶平面上方0.01m的位置,以0.01m/s的速度沿直线移动器具。同时连续对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作进行10次。6.8密封性
器具在进行6.7试验期间,视检出胶口以外的其他部位是否有胶液漏出。装好标准胶棒的器具在通电加热15min后,对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作连续进行2次。然后将器具置于正常放置位置上继续加热至少10min,记录10min内出胶口滴下胶液的数量并计算每分钟对应的滴胶数量。6.9熔胶器温度
器具空载通电加热15min后,用温度测试仪测量出胶口金属表面的温度。6.10耐低温性能
按照GB/T2423.1一2008中试验Ad的规定,将已装好标准胶棒的器具放置在温度为实验室温度的试验箱中,试验箱应满足低气流速度循环的要求。然后调低试验箱温度至(-10土2)℃。当器具温度达到稳定状态后,连续进行3次6.7规定的试验。每次试验后视检第3至8次每次的出胶痕迹是否顺畅、无间断。整个试验过程在试验箱内进行。6.11跌落性能
器具以最不利的角度从1.5m的高度自由跌落到水泥地板上,跌落2次。6.12寿命
将器具固定在寿命试验机上,向器具送胶器中放置标准胶棒,接通电源使器具工作并开始计时。器具加热7min,然后在1min内完成4次最大行程的送胶操作。以上8min为1个工作循环。每重复30个该工作循环后间歇2h,直至累计工作3750个工作循环。在试验期间,应确保器具送胶器内连续不断的含有试验胶棒。
7检验规则
7.1检验分类
检验分例行检验和型式检验。
7.2例行检验
在生产过程的末端对器具进行100%的检验。例行检验的项目至少应包括标志、泄漏电流、电气强度、接地电阻(适用时)。例行检验的方法可参照GB4706.1和GB4706.41,结合生产状况由企业自行规定。例行检验的结果应全部合格。
iiiKAoNiKAca
7.3型式检验
7.3.1当出现下列条件之一时,应进行型式检验:a)新产品投产前;
b)老产品转移生产场地时:
QB/T5128-2017
c)正式生产后,如设计、材料、工艺、结构有较大的改变可能影响器具合格性时;d)正常批量生产时每年1次;
e)器具停产达到半年后恢复生产时;f)国家质量监督检验机构提出进行型式检验要求时。7.3.2型式检验的项目至少应包括GB4706.1、GB4706.41、本标准第5章及8.1规定的适用项目。除新产品外,型式试验的样品应从例行检验合格的产品中抽取,抽取数量由企业自行决定8标志,包装,运输和贮存
8.1标志
8.1.1产品标志和使用说明应符合GB4706.1、GB4706.41和GB5296.2的相关要求。8.1.2包装箱的标志应符合GB/T191和GB5296.2的要求。8.2包装
8.2.1包装应符合GB1019的相关要求。确保将器具送达用户时完整无损,能够正常使用。8.2.2包装附件应包括合格证、产品使用说明、保修卡以及使用说明中所规定的产品附件。8.3运输
包装完整的产品,可适用海陆空交通工具运输,运输过程中应避免暴晒、雨淋和剧烈振动、8.4贮存
包装好的产品贮存在通风良好,温度不超过40℃,周围空气干燥而无腐蚀性气体的仓库中。HiiKANiKAca
QB/T5128—2017
标准胶棒的性能指标见表A.1。
构成原料
熔融黏度(180℃)/(Pa's)
软化点/℃
密度(23℃)/(g/cm)
硬度(23℃)/邵尔A
附录A
(规范性附录)
标准胶棒的性能指标
胶棒性能指标
性能指标
低温型器具用胶棒
聚合物EVA、碳氢化合树脂、天然树脂、蜡5~6
高温型器具用胶棒
聚合物EVA、碳氢化合树脂
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y63
备案号:58772-2017
中华人民共和国轻工行业标准
QB/T5128-2017
热熔胶枪
Glueguns
2017-04-12发布
中华人民共和国工业和信息化部2017-10-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。QB/T5128-2017
本标准由全国家用电器标准化技术委员会(SAC/TC46)归口。本标准起草单位:杭州科龙电器工具股份有限公司、韶关欧亚特电子制品有限公司、建德市通宇电器工具制造厂、建德市恒丰电器工具有限公司、建德市志春电器有限公司、东莞市怡东电子制品有限公司、建德市万春电子设备厂。
本标准主要起草人:严国民、胡余东、何叶良、秦开明、张志春、何桂东、邹万春。本标准为首次发布。
1范围
热熔胶枪
QB/T5128-2017
本标准规定了热熔胶枪产品的术语和定义、分类与型号命名、要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于额定电压不超过250V,额定功率不大于500W的家用和类似用途热熔胶枪2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志
家用和类似用途电器包装通则
GB/T1019
GB/T2423.1一2008电工电子产品环境试验第2部分:试验方法试验A:低温电磁兼容家用电器、电动工具和类似器具的要求第1部分:发射GB4343.1
GB4706.41
电磁兼容家用电器、电动工具和类似器具的要求第1部分:抗扰度家用和类似用途电器的安全第1部分:通用要求家用和类似用途电器的安全便携式电热工具及其类似器具的特殊要求GB5296.2消费品使用说明第2部分:家用和类似用途电器GB17625.1
电磁兼容限值谐波电流发射(设备每相输入电流≤16A)2电磁兼容限值对额定电流不大于16A的设备在低压供电系统中产生的电压波动和闪GB17625.2
烁的限制
3术语和定义
下列术语和定义适用于本文件。3.1
热熔胶枪glueguns
通过熔胶器加热使固态胶棒熔化,经由送胶器挤出热熔胶液的手持式器具。3.2
熔胶器pyrosolapparatus
通过电热元件发热将固态胶棒熔为胶液的装置。3.3
送胶器gluepropelingapparatus通过扣动扳机的方式,将固态胶棒送入到熔胶器并挤出热熔胶液的装置。3.4
标准胶棒standardgluestick
为进行本标准的试验而采用的具有特定性能指标的胶棒,技术指标见附录A。4分类与型号命名
4.1分类
按电源性质分:交流电、直流电:按熔胶器温度类型分:低温型、高温型。1
iiiKAoiKAca
QB/T5128—2017
型号命名
设计代码:由字母或数字组成
规格代码:用额定功率的数字表示,单位为瓦(W)电源性质代码:AC代表交流电,DC代表直流电熔胶器温度代码:L代表低温型,H代表高温型产品名称代号
示例:
RJQHAC10-1A表示熔胶器温度类型为高温型、电流方式为交流、额定功率为10W,设计代码为1A的热熔胶枪。
5要求
正常使用环境
本标准规定的产品,在下列环境条件下应能正常工作:a)环境温度:-10℃~45℃;
b)空气相对湿度:不超过95%;c)电源:标称额定电压土10%、标称额定频率土1Hz。5.2外观要求
整机外观应光洁,无油污;不应有裂纹、划痕、刮伤和锐边。5.2.1
塑料件涂层与基体应结合牢固,不应有露底、起皮、起泡和色差。5.2.2
印刷标志应持久耐用、清晰、完整。5.2.3
5.3安全
器具应符合GB4706.1和GB4706.41的要求。5.4电磁兼容
器具应符合GB4343.1、GB4343.2和GB17625.1、GB17625.2的要求。5.5预热时间
器具的预热时间不应大于5min。通过6.5的试验后,器具出胶口应有胶液流出。5.6
出胶量
在充分加热热熔胶至熔融状态时,器具在1min内挤出的最大胶液质量不应低于表1的值。表1出胶量
额定功率P/W
P≤10
10
300
iiKAoNhiKAca
5.7出胶连续性
在充分加热热熔胶至熔融状态时,出胶应顺畅、无间断。5.8密封性
除出胶口以外,其他部位不应有热熔胶液溢出、渗出。器具加热期间,出胶口每分钟内滴胶数量不应超过4滴。5.9熔胶器温度
QB/T5128-2017
低温型器具的熔胶器温度应在120℃160℃范围之内。高温型器具的熔胶器温度应在180℃~220℃范围之内。
5.10耐低温性能
器具应具有适当的耐低温性能,按照6.10的规定进行低温环境试验,试验期间器具应出胶顺畅、无间断。
5.11跌落性能
按照6.11的规定进行跌落试验,试验后器具应能正常工作,结构不应损坏,外壳不应破裂,并能够满足GB4706.41中第13章的要求。注:带有电池的器具,若电池或电池盒盖在试验中脱落,则需要将其复位后再进行测试。5.12寿命
器具的使用时间不应少于500h,试验后,器具应能正常工作,并能满足GB4706.41中第13章的要求。
6试验方法
6.1试验的一般要求
6.1.1试验环境
除非另有规定,试验应在下列环境下进行:a)环境温度:(20土5)℃,无明显气流及热辐射影响;相对湿度:45%~75%;
c)大气压力:86kPa~106kPa。6.1.2i
试验用仪器,仪表
电工测量仪表,其准确度等级不低于0.5级(例行检验用不低于1.0级):测量温度用仪表,其准确度为土0.5℃:测量湿度用仪表,其准确度为土1%:测量质量用仪表,其准确度为测定质量的土0.2%:d)
计时仪器,其准确度为士1s/h;e)
测量长度用直尺、卷尺,其准确度为土1mm。f)
6.1.3试验电源
按铭牌标识,电压波动不超过额定值的土1%,频率波动不超过额定值的土1Hz6.2外观检测
用手拿沾水的布擦拭标志15s,再用沾汽油的布擦拭15s。用于此试验的汽油是脂肪族溶剂己烷。然后在光线充足的情况下,距器具30cm对其外观表面进行视检。6.3安全
按GB4706.1和GB4706.41规定的方法进行试验。6.4电磁兼容
按GB4343.1、GB4343.2、GB17625.1和GB17625.2规定的方法进行试验。3
iiiKAoNiKAca
QB/T5128—2017
6.5预热时间
将已装好标准胶棒的器具放置在实验室环境下至少4h,然后给器具通电加热,5min后断开电源并立即对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作连续进行3~5次。视检出胶口是否有胶液流出。
注:可采用强制冷却的方法来辅助降低器具的温度,在此情况下可减少器具放置时间。6.6出胶量
本试验应在6.5试验结束后进行,以保证熔胶器内充满胶液。器具在通电加热15min后,立即对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作连续进行1min。送胶期间不断电。待挤出的胶液充分凝固后,称量固态胶体的质量。以上试验进行3次取平均值。
6.7出胶连续性
对已装好标准胶棒的器具通电加热15min,然后立即将器具出胶口垂直置于接胶平面上方0.01m的位置,以0.01m/s的速度沿直线移动器具。同时连续对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作进行10次。6.8密封性
器具在进行6.7试验期间,视检出胶口以外的其他部位是否有胶液漏出。装好标准胶棒的器具在通电加热15min后,对送胶器扳机施加充分的恒力使其尽快达到最大行程后自然释放,该送胶操作连续进行2次。然后将器具置于正常放置位置上继续加热至少10min,记录10min内出胶口滴下胶液的数量并计算每分钟对应的滴胶数量。6.9熔胶器温度
器具空载通电加热15min后,用温度测试仪测量出胶口金属表面的温度。6.10耐低温性能
按照GB/T2423.1一2008中试验Ad的规定,将已装好标准胶棒的器具放置在温度为实验室温度的试验箱中,试验箱应满足低气流速度循环的要求。然后调低试验箱温度至(-10土2)℃。当器具温度达到稳定状态后,连续进行3次6.7规定的试验。每次试验后视检第3至8次每次的出胶痕迹是否顺畅、无间断。整个试验过程在试验箱内进行。6.11跌落性能
器具以最不利的角度从1.5m的高度自由跌落到水泥地板上,跌落2次。6.12寿命
将器具固定在寿命试验机上,向器具送胶器中放置标准胶棒,接通电源使器具工作并开始计时。器具加热7min,然后在1min内完成4次最大行程的送胶操作。以上8min为1个工作循环。每重复30个该工作循环后间歇2h,直至累计工作3750个工作循环。在试验期间,应确保器具送胶器内连续不断的含有试验胶棒。
7检验规则
7.1检验分类
检验分例行检验和型式检验。
7.2例行检验
在生产过程的末端对器具进行100%的检验。例行检验的项目至少应包括标志、泄漏电流、电气强度、接地电阻(适用时)。例行检验的方法可参照GB4706.1和GB4706.41,结合生产状况由企业自行规定。例行检验的结果应全部合格。
iiiKAoNiKAca
7.3型式检验
7.3.1当出现下列条件之一时,应进行型式检验:a)新产品投产前;
b)老产品转移生产场地时:
QB/T5128-2017
c)正式生产后,如设计、材料、工艺、结构有较大的改变可能影响器具合格性时;d)正常批量生产时每年1次;
e)器具停产达到半年后恢复生产时;f)国家质量监督检验机构提出进行型式检验要求时。7.3.2型式检验的项目至少应包括GB4706.1、GB4706.41、本标准第5章及8.1规定的适用项目。除新产品外,型式试验的样品应从例行检验合格的产品中抽取,抽取数量由企业自行决定8标志,包装,运输和贮存
8.1标志
8.1.1产品标志和使用说明应符合GB4706.1、GB4706.41和GB5296.2的相关要求。8.1.2包装箱的标志应符合GB/T191和GB5296.2的要求。8.2包装
8.2.1包装应符合GB1019的相关要求。确保将器具送达用户时完整无损,能够正常使用。8.2.2包装附件应包括合格证、产品使用说明、保修卡以及使用说明中所规定的产品附件。8.3运输
包装完整的产品,可适用海陆空交通工具运输,运输过程中应避免暴晒、雨淋和剧烈振动、8.4贮存
包装好的产品贮存在通风良好,温度不超过40℃,周围空气干燥而无腐蚀性气体的仓库中。HiiKANiKAca
QB/T5128—2017
标准胶棒的性能指标见表A.1。
构成原料
熔融黏度(180℃)/(Pa's)
软化点/℃
密度(23℃)/(g/cm)
硬度(23℃)/邵尔A
附录A
(规范性附录)
标准胶棒的性能指标
胶棒性能指标
性能指标
低温型器具用胶棒
聚合物EVA、碳氢化合树脂、天然树脂、蜡5~6
高温型器具用胶棒
聚合物EVA、碳氢化合树脂
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。