QB/T 2064—1994
基本信息
标准号: QB/T 2064—1994
中文名称:磨边装饰镜
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:790467
相关标签: 装饰
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 2064—1994.
6.2外观
i在自然光线下,距被测物0.5m处进行目测。
6.3理化性能
6.3.1.·漆膜附着力
按GB·1720漆膜附力测定法执行,共中砝码用100g。
6.3.2.反射率
· 用透光书测定必出出.6.33透孔.
用装有60w白炽灯(一个)的灯箱,其被测物距灯具120mm,进行目测。.
6.3.4耐腐蚀
取样40mm x 50mm三块,将试样浸入35±2℃10%化纳(3级试剂)溶液中(水为400k92) ,经48h后立即检查。
6:3.5 耐高低温循环
取样100mm × 100mp三块,放人已调至50±8℃的干燥箱中12h,取出后放置室温1h,再放入已调至-35±3℃的低温箱中放置12h,再放置室温1 h,连续二个循环。
6.3.6耐湿热
取样100mnm x 100mm三块,放入温变40±3℃,相对湿度88~94%的恒温恒湿箱中,经120h后立即检查。
7检验规则7.1出厂检验
7.1.1出厂检验执行GB 2828一般检资水平Ⅱ的正常检*一次抽样方案,AQL为10。
7.1.2检测项目:5.1,:5.2条。
7.2型式检验
7.2.1 有下列情况之一时,应进行型式检验。
a。新产品或老产品转厂生产的试制定型鉴定;
b。正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c。正常生产时,半年进行一次检验;
d。国家质握监督机构提出进行型式检验的要求时。
7.2.2 型式检验执行GB2829判别水平I的一次抽样方案,抽取镜片8面,其项目、样本数、RQL及判定数组见裘4。
6.2外观
i在自然光线下,距被测物0.5m处进行目测。
6.3理化性能
6.3.1.·漆膜附着力
按GB·1720漆膜附力测定法执行,共中砝码用100g。
6.3.2.反射率
· 用透光书测定必出出.6.33透孔.
用装有60w白炽灯(一个)的灯箱,其被测物距灯具120mm,进行目测。.
6.3.4耐腐蚀
取样40mm x 50mm三块,将试样浸入35±2℃10%化纳(3级试剂)溶液中(水为400k92) ,经48h后立即检查。
6:3.5 耐高低温循环
取样100mm × 100mp三块,放人已调至50±8℃的干燥箱中12h,取出后放置室温1h,再放入已调至-35±3℃的低温箱中放置12h,再放置室温1 h,连续二个循环。
6.3.6耐湿热
取样100mnm x 100mm三块,放入温变40±3℃,相对湿度88~94%的恒温恒湿箱中,经120h后立即检查。
7检验规则7.1出厂检验
7.1.1出厂检验执行GB 2828一般检资水平Ⅱ的正常检*一次抽样方案,AQL为10。
7.1.2检测项目:5.1,:5.2条。
7.2型式检验
7.2.1 有下列情况之一时,应进行型式检验。
a。新产品或老产品转厂生产的试制定型鉴定;
b。正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c。正常生产时,半年进行一次检验;
d。国家质握监督机构提出进行型式检验的要求时。
7.2.2 型式检验执行GB2829判别水平I的一次抽样方案,抽取镜片8面,其项目、样本数、RQL及判定数组见裘4。
标准图片预览
标准内容
中华人民共和国行业标准
OB/2064-94
磨边装饰镜
1995-01-05发布
中国轻工总会 发布
1995--08-01实施
1主题内容与适用范围
中华人民共和国行业标准
磨边装饰镜
FTKAoNIKAca
QB/T2064-94
本标准规定了磨边饰镜的产品分类,技术要求、试验方法、检验规则及标志、包装送!
本标准适用于以浮法玻璃为基片,镀拔签腻膜和保护漆层,经磨边的装饰镜引用标准
GB1720Www.bzxZ.net
漆膜附着力测试方法
GB2828
逐批检查计数抽样程序及抽样表GB2829
3术语
3.1汽池
周期检查计数抽样程序及抽样表在玻璃制造过程中,由于存在气体而形成的点状体或泡状体3.2波纹
鼓璃本身存在的波浪状、无色透明脉络。3.3划伤
指玻璃表面和膜层被划、刮、磨出的衰迹。3.4彩底
玻鹅发摄,黑费衰蓝色阴底锡印,吸盘印等在镜而现的灰色、黄色、蓝色的极层,3.5污迹
玻瑙的被双而山乎处理不净成吸用在北面的异物,如激油点,智点,黑点,透漆点和于痕等。
3.6变点
指膜启被须化变质。
3.7对角线偏移盟
镜面经磨削后,两磨边形成的棱与顶点的偏移担。3.8白角
镜面所磨边部的英角呈现的白痕。3.9.崩边
在加工过程中,造成斜边边部残缺。3.10麻点
镜面所磨边部呈现不规则的细点。中国轻工总会1995-01-05批准
1995—08-01实施
3.11磨症
抛光后留有的磨轮痕迹。
3.12蚀边
QD/T2004-94
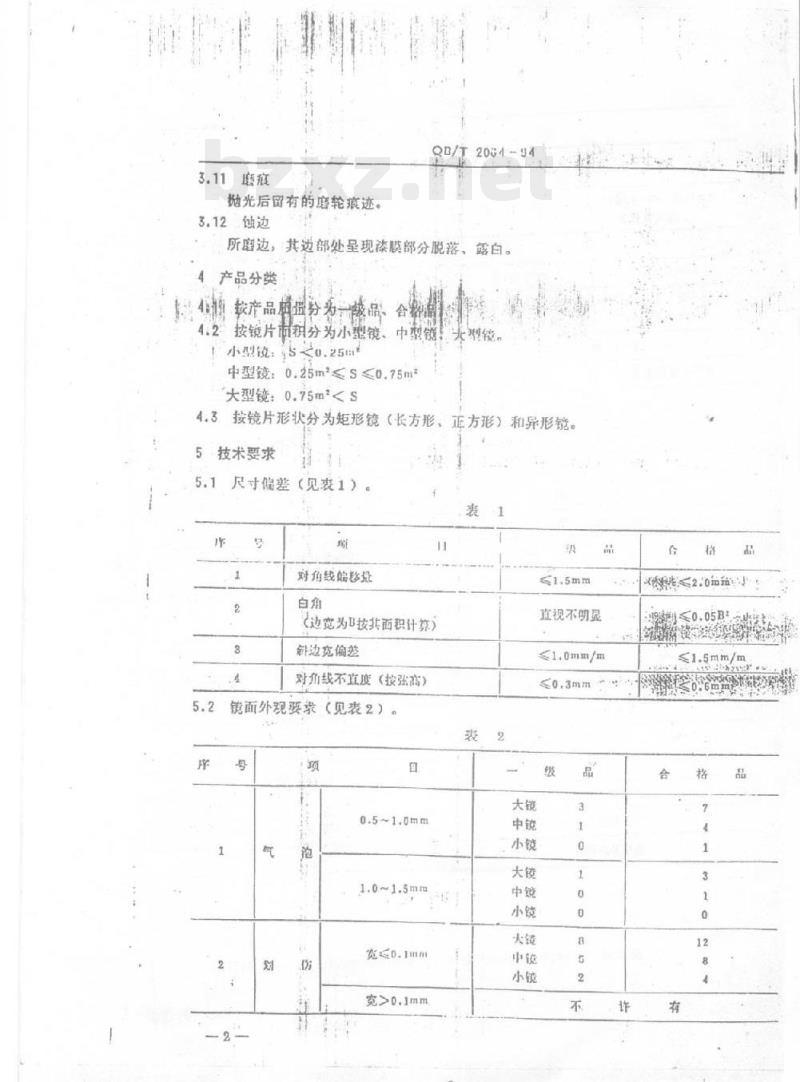
所磨边,其边部处呈现漆膜部分脱落、露白。4产品分类
4较产品牌进分为一核品、合种
4.2按镜片制租分为小型镜、中型锁头型镜。小型镜:5之o.25m
中型镜:0.25m≤S≤0.75mz
大型镜:0.75m*4.3按镜片形状分为矩形镜(长方形、正方形)和异形镜。5技术要求
尺寸偏差(见表1)
对角线遍熬址
(边宽为B按其面积计算)
斜边宽偏整
对价线不直度(按弦高)
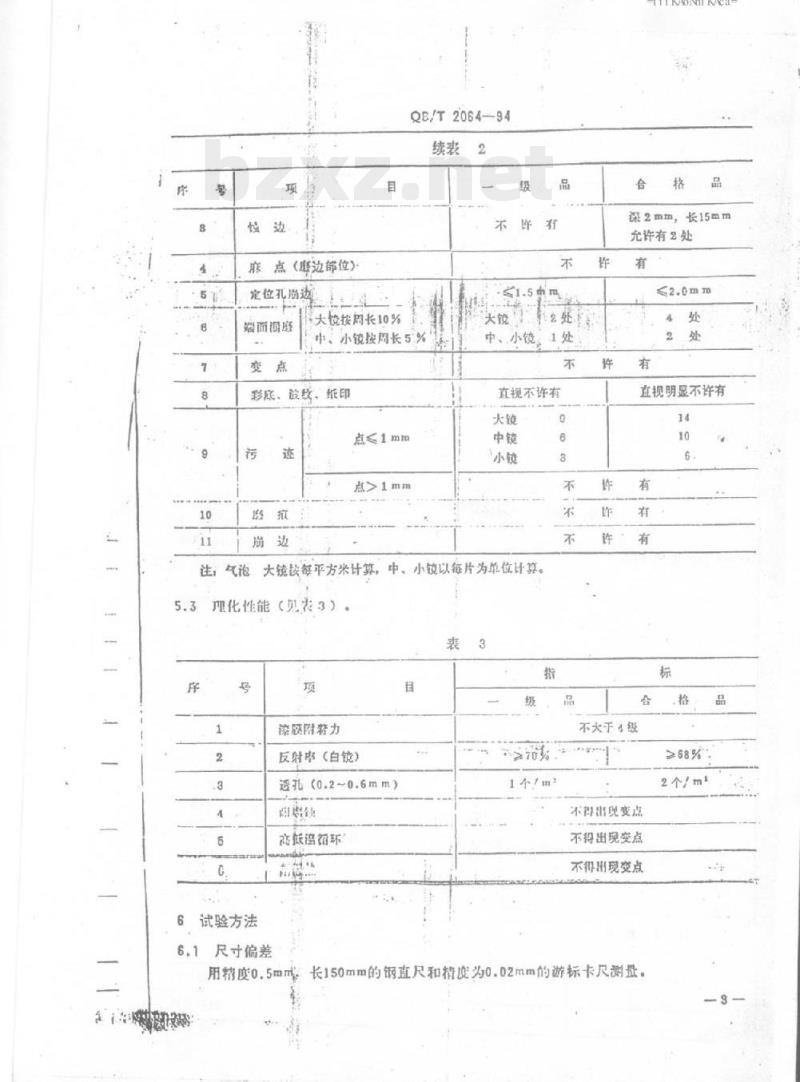
镜面外观要录(见表2)
0.5~1.0mm
1.0~1:5mr
宽>0.1mm
直视不明显
9≤0.05Bz
廉点(磨边部位)
定位孔尚边
面谢磨
大镜按周长10%
Q/T2064-94
续表2
中、小镜按周长5%
彩底、酸毁、纸印
点≤1mm
点>1mm
中、小镜
直视不许有
注,气泡,大镜按每平方米计算,中,小镜以每片为单位计算。5.3化性能(见专3)
试验方法
深胶附力
反射串(白镜)
透北(0.2~0.6mm)
高低锡简环
1个/m
rrkoNrKca
深2mm,长15mm
允许有2处
直视明显不许有
不大于4段
2个/m起
不得出现变点
不得出现变点
不得别现变点
尺寸偏差
用精度0.5m成,长150mm的钢直尺和精度为0.02mm的游标卡尺测量。品
QB/T2064-94
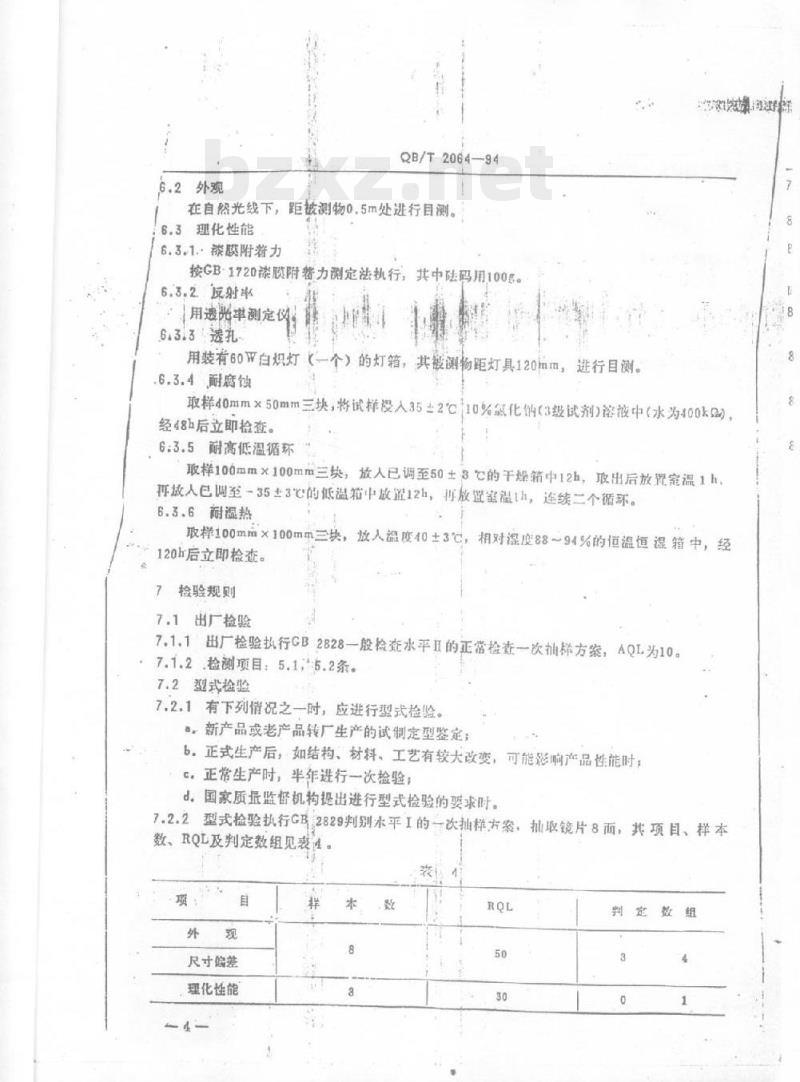
6.2外观
在自然光线下,距被测物0.5m处进行目测。6.3理化性能
6.3.1..漆膜附卷力
按GB1720漆膜附着力测定法执行,共中础码用100g6.3.2反射率
用速率测定仪!
63.3送扎
用装有60W白炽灯(一个)的灯箱,其被测物距灯具120mm,进行目测。.6.3.4耐腐蚀
取样40mm×50mm三块,将试样没人35±2℃/10%氧化的(3级试剂)落液中(水为400元②),经48h后立即检查。
6:3.5耐高低温循环
取样100mm×100mm三块,放人已调至50±8℃的干燥箱中12h,攻出后放置家温1h再放人已调至-35±3℃的低温箱中放置12h,再放置室温1h,连续二个循环。6.3.6耐温热
取样100mm×100mm三块,放人温度40±3℃,相对湿度88~94%的恒温恒湿箱中,经120h后立即检查。
检验规则
7.1出厂检验
7.1.1出厂检验执行GB2828一般检变水平Ⅱ的正常检森一次抽样方案,AQL为10。7.1.2检测项目:5.1,5.2条。
7.2型式检验
7.2.1有下列情况之一时,应进行型式检验。。新产品或老产品转厂生产的试制定型鉴定;b。正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c,正常生产时,半年进行一次检验,d,国家质量监督机构提出进行型式检验的要求时。7.2.2型式检验执行G2829判别水平I的一次抽样方案,抽取镜片8面,其项目、样本数、RQL及判定数组见表4。
尺寸偏整
理化性能
Q0/T2064-94
FTKAoNIKAca
7.2.3判定结采:外观可以有一项不合格,理化性能各项均合格才能判为型式检验合格。8、标志、包装、运输、赠存
8.1标志
每件产品的外包装箱上应注明厂名、厂址、生产日期、规格、数扭,并应印有防潮、易碎等字样。
82包装
浦未指设纸
在箱内出放有产品答
在运输过程中应轻装轻卸,必须整成,防止挤压。存
品应贮存在干燥逝风的仓库中,并不得与酸等磨蚀物品混放。运案件下,自出厂自期起为一年。国轻宝总会质量标准部说出。
国日用杂品标准化中心归口。
综准雷茎菌制镜工业协作组负费起草。标准主要起草人,李数杰、金凤严、朱仁新、张小品、李传和。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
OB/2064-94
磨边装饰镜
1995-01-05发布
中国轻工总会 发布
1995--08-01实施
1主题内容与适用范围
中华人民共和国行业标准
磨边装饰镜
FTKAoNIKAca
QB/T2064-94
本标准规定了磨边饰镜的产品分类,技术要求、试验方法、检验规则及标志、包装送!
本标准适用于以浮法玻璃为基片,镀拔签腻膜和保护漆层,经磨边的装饰镜引用标准
GB1720Www.bzxZ.net
漆膜附着力测试方法
GB2828
逐批检查计数抽样程序及抽样表GB2829
3术语
3.1汽池
周期检查计数抽样程序及抽样表在玻璃制造过程中,由于存在气体而形成的点状体或泡状体3.2波纹
鼓璃本身存在的波浪状、无色透明脉络。3.3划伤
指玻璃表面和膜层被划、刮、磨出的衰迹。3.4彩底
玻鹅发摄,黑费衰蓝色阴底锡印,吸盘印等在镜而现的灰色、黄色、蓝色的极层,3.5污迹
玻瑙的被双而山乎处理不净成吸用在北面的异物,如激油点,智点,黑点,透漆点和于痕等。
3.6变点
指膜启被须化变质。
3.7对角线偏移盟
镜面经磨削后,两磨边形成的棱与顶点的偏移担。3.8白角
镜面所磨边部的英角呈现的白痕。3.9.崩边
在加工过程中,造成斜边边部残缺。3.10麻点
镜面所磨边部呈现不规则的细点。中国轻工总会1995-01-05批准
1995—08-01实施
3.11磨症
抛光后留有的磨轮痕迹。
3.12蚀边
QD/T2004-94
所磨边,其边部处呈现漆膜部分脱落、露白。4产品分类
4较产品牌进分为一核品、合种
4.2按镜片制租分为小型镜、中型锁头型镜。小型镜:5之o.25m
中型镜:0.25m≤S≤0.75mz
大型镜:0.75m*
尺寸偏差(见表1)
对角线遍熬址
(边宽为B按其面积计算)
斜边宽偏整
对价线不直度(按弦高)
镜面外观要录(见表2)
0.5~1.0mm
1.0~1:5mr
宽>0.1mm
直视不明显
9≤0.05Bz
廉点(磨边部位)
定位孔尚边
面谢磨
大镜按周长10%
Q/T2064-94
续表2
中、小镜按周长5%
彩底、酸毁、纸印
点≤1mm
点>1mm
中、小镜
直视不许有
注,气泡,大镜按每平方米计算,中,小镜以每片为单位计算。5.3化性能(见专3)
试验方法
深胶附力
反射串(白镜)
透北(0.2~0.6mm)
高低锡简环
1个/m
rrkoNrKca
深2mm,长15mm
允许有2处
直视明显不许有
不大于4段
2个/m起
不得出现变点
不得出现变点
不得别现变点
尺寸偏差
用精度0.5m成,长150mm的钢直尺和精度为0.02mm的游标卡尺测量。品
QB/T2064-94
6.2外观
在自然光线下,距被测物0.5m处进行目测。6.3理化性能
6.3.1..漆膜附卷力
按GB1720漆膜附着力测定法执行,共中础码用100g6.3.2反射率
用速率测定仪!
63.3送扎
用装有60W白炽灯(一个)的灯箱,其被测物距灯具120mm,进行目测。.6.3.4耐腐蚀
取样40mm×50mm三块,将试样没人35±2℃/10%氧化的(3级试剂)落液中(水为400元②),经48h后立即检查。
6:3.5耐高低温循环
取样100mm×100mm三块,放人已调至50±8℃的干燥箱中12h,攻出后放置家温1h再放人已调至-35±3℃的低温箱中放置12h,再放置室温1h,连续二个循环。6.3.6耐温热
取样100mm×100mm三块,放人温度40±3℃,相对湿度88~94%的恒温恒湿箱中,经120h后立即检查。
检验规则
7.1出厂检验
7.1.1出厂检验执行GB2828一般检变水平Ⅱ的正常检森一次抽样方案,AQL为10。7.1.2检测项目:5.1,5.2条。
7.2型式检验
7.2.1有下列情况之一时,应进行型式检验。。新产品或老产品转厂生产的试制定型鉴定;b。正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c,正常生产时,半年进行一次检验,d,国家质量监督机构提出进行型式检验的要求时。7.2.2型式检验执行G2829判别水平I的一次抽样方案,抽取镜片8面,其项目、样本数、RQL及判定数组见表4。
尺寸偏整
理化性能
Q0/T2064-94
FTKAoNIKAca
7.2.3判定结采:外观可以有一项不合格,理化性能各项均合格才能判为型式检验合格。8、标志、包装、运输、赠存
8.1标志
每件产品的外包装箱上应注明厂名、厂址、生产日期、规格、数扭,并应印有防潮、易碎等字样。
82包装
浦未指设纸
在箱内出放有产品答
在运输过程中应轻装轻卸,必须整成,防止挤压。存
品应贮存在干燥逝风的仓库中,并不得与酸等磨蚀物品混放。运案件下,自出厂自期起为一年。国轻宝总会质量标准部说出。
国日用杂品标准化中心归口。
综准雷茎菌制镜工业协作组负费起草。标准主要起草人,李数杰、金凤严、朱仁新、张小品、李传和。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。