QB/T 1986—1994
基本信息
标准号: QB/T 1986—1994
中文名称:手表表盘
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:157668
相关标签: 手表
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1986—1994.
6试验方法
6.1试验环境条件
温度:18~25℃,相对湿度:55%~70%。
6.2表盘的基本尺寸和极限偏差的试验
6.2.1外径或外缘的试验:使用千分尺或卡尺量取过圆心或中心两切点间的距离。
6.2.2中心孔孔径的试验;置塞规于表盘面垂直方向,以塞规的自重为准来测量其孔径。
6.2.3表盘厚度的试验:使用小头千分尺测试表盘边缘部位任意三点的厚度,取其算术平均值。
6.2.4表盘钉位置的试验:以表盘面向上将表盘钉垂直顺利放入专用量具。专用量具应符合与表盘配合的主夹板产品图纸要求,其中心圆柱的直径应比表盘中心孔孔径小a.01~p0.02 mm。
6.2.5外圆对中心孔的同轴度试验:以表盘中心孔为基准,在投影仪上用投影样板(10倍)或卧式百分表测量其同轴度。
外缘对中心对称度试验:以表盘中心为基准s在投影仪上用投影样板(10倍)测量其对称度。
6.2.6日历窗位置的试验:在投影仪上用投影样板(10倍)测量其位置。
6.3表盘零部件与盘面结合牢度的试验
6.3.1 时符、商标、日历窗框及其他装饰件与盘面结合牢度的试验:装在打“防震"标记手表上的表盘,其结合牢度试验方法等效于防震手表;装在不打“防震"标记手表上的表盘,其结合牢度试验方法等效于指针式石英手表的防震试验方法,或双方协商采用其他等效方法。
6.3.2表盘钉与表盘面结合牢度的试验:使用表用镊指钳以垂直方向夹住表盘钉中部轻轻搬至35°士5°处v然后矫正还原,表盘钉不得脱落和断裂。
6.4表盘外观质量试验
表盘在8W日光灯照射下,距离33 cm,一般以正常视力或矫正视力,其中表4中项目1必要时可用放大镜(3倍>测试。
检验规则
7. 1出厂检验
6试验方法
6.1试验环境条件
温度:18~25℃,相对湿度:55%~70%。
6.2表盘的基本尺寸和极限偏差的试验
6.2.1外径或外缘的试验:使用千分尺或卡尺量取过圆心或中心两切点间的距离。
6.2.2中心孔孔径的试验;置塞规于表盘面垂直方向,以塞规的自重为准来测量其孔径。
6.2.3表盘厚度的试验:使用小头千分尺测试表盘边缘部位任意三点的厚度,取其算术平均值。
6.2.4表盘钉位置的试验:以表盘面向上将表盘钉垂直顺利放入专用量具。专用量具应符合与表盘配合的主夹板产品图纸要求,其中心圆柱的直径应比表盘中心孔孔径小a.01~p0.02 mm。
6.2.5外圆对中心孔的同轴度试验:以表盘中心孔为基准,在投影仪上用投影样板(10倍)或卧式百分表测量其同轴度。
外缘对中心对称度试验:以表盘中心为基准s在投影仪上用投影样板(10倍)测量其对称度。
6.2.6日历窗位置的试验:在投影仪上用投影样板(10倍)测量其位置。
6.3表盘零部件与盘面结合牢度的试验
6.3.1 时符、商标、日历窗框及其他装饰件与盘面结合牢度的试验:装在打“防震"标记手表上的表盘,其结合牢度试验方法等效于防震手表;装在不打“防震"标记手表上的表盘,其结合牢度试验方法等效于指针式石英手表的防震试验方法,或双方协商采用其他等效方法。
6.3.2表盘钉与表盘面结合牢度的试验:使用表用镊指钳以垂直方向夹住表盘钉中部轻轻搬至35°士5°处v然后矫正还原,表盘钉不得脱落和断裂。
6.4表盘外观质量试验
表盘在8W日光灯照射下,距离33 cm,一般以正常视力或矫正视力,其中表4中项目1必要时可用放大镜(3倍>测试。
检验规则
7. 1出厂检验
标准图片预览
标准内容
中华人民共和国轻工行业标准
表表盘
1主题内容与适用范围
QB/T 1986—1994
本标准规定了手表表盘的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标适用于手表表盘(以下简称“表盘”),也适用于怀表表盘。2引用标准
GB/T2828逐批捡查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3术语
3.1装配基准面
表盘与手表机心主夹板装配时接触的平面。3.2表盘钉
表盘与手表机心主夹板装配时起定位作用的钉。3.3顶凸
表盘钉位置处向表盘上平面凸起部分。3.4白头
时符、商标、日历窗框等上平面经铣蚀加工后遗漏的部分。3.5白雾
时符、商标、日历窗框等上平面经铣蚀、电镀加工后产生的不光亮现象。3.6渗镀
因表盘面保护层(漆膜)破损露底而在电镀加工时符、商标、日历窗框时,使表盘面渗镀上镀层现象。若为镀层则称为渗镍·…以此类推。4产品分类
4.1表盘按制造工艺各异雨分为镶字、挤压、拉伸、仿镶、印字、琢刻、刻蚀等类。4.2表盘分类及代号见表1。
5技术要求
表盘的基本尺寸和极限偏差、形位公差见表2、表3和图1、图2。5.1
5.2表盘零部件与表盘面结合牢度中华人民共和国轻工业部1994-08-23批准琢刻
1995-05-01实施
QB/T 1986—1994
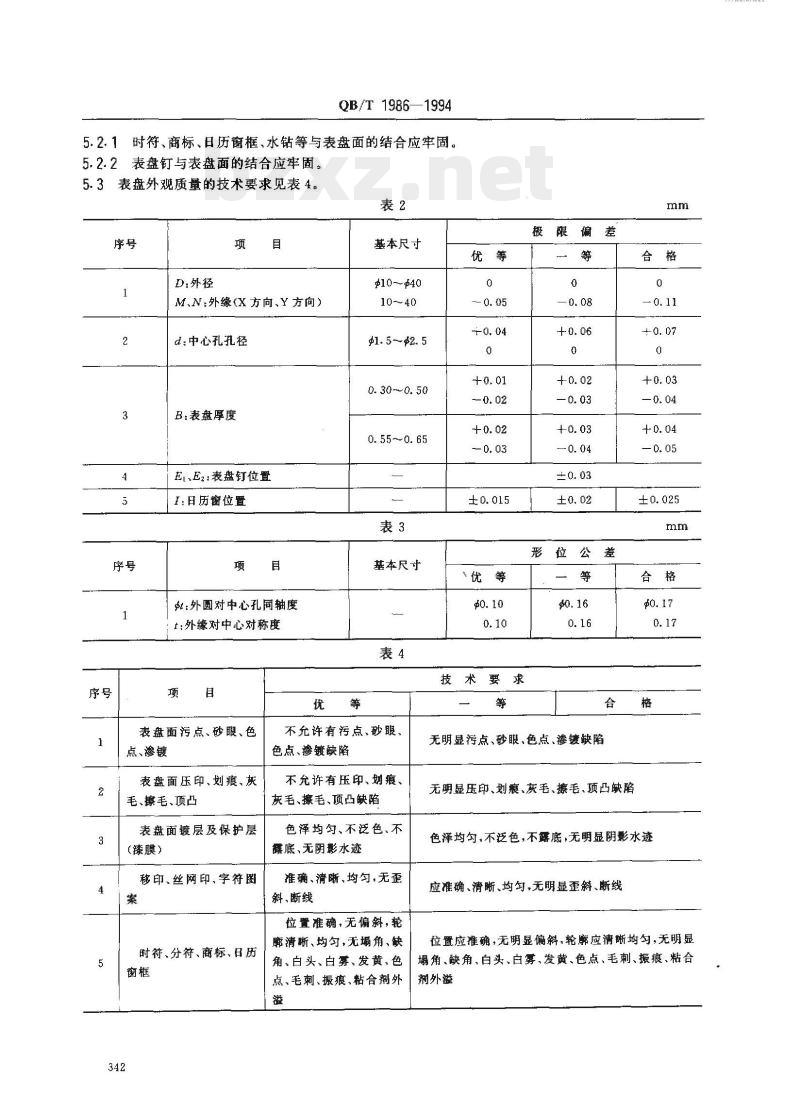
5.2.1时符、商标、日历窗框、水钻等与表盘面的结合应牢固。5.2.2表盘钉与表盘面的结合应牢固。5.3表盘外观质量的技术要求见表4。表2
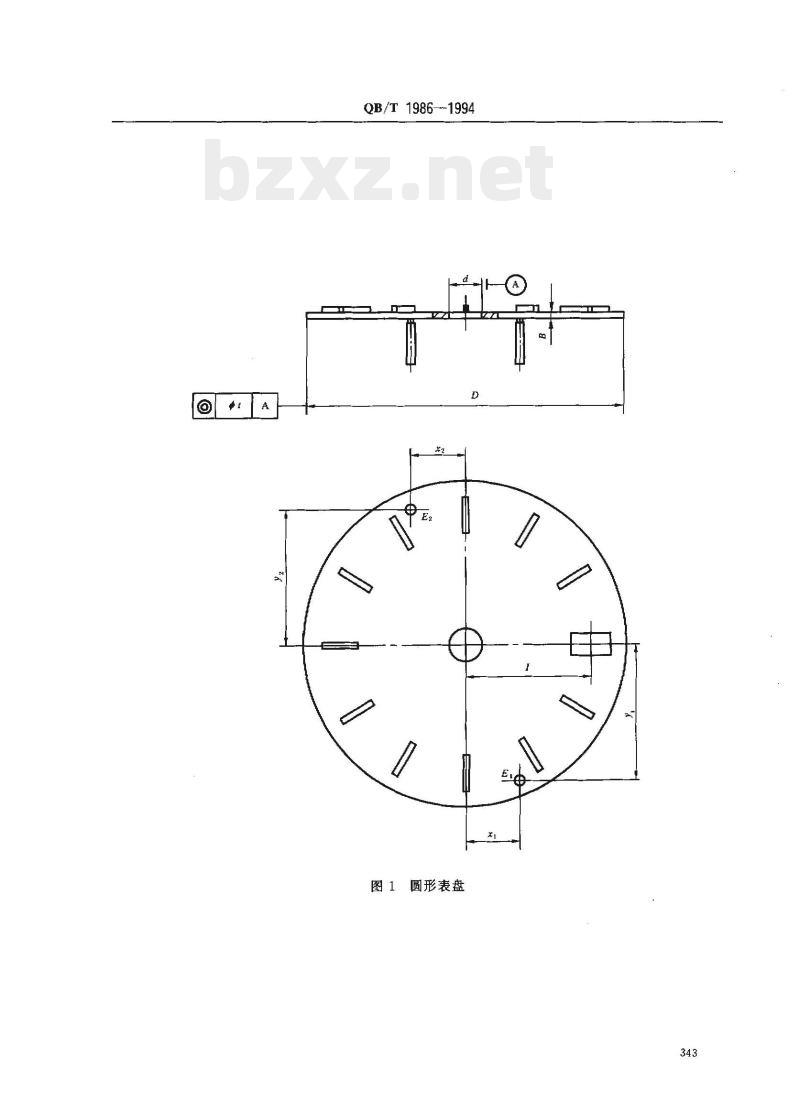
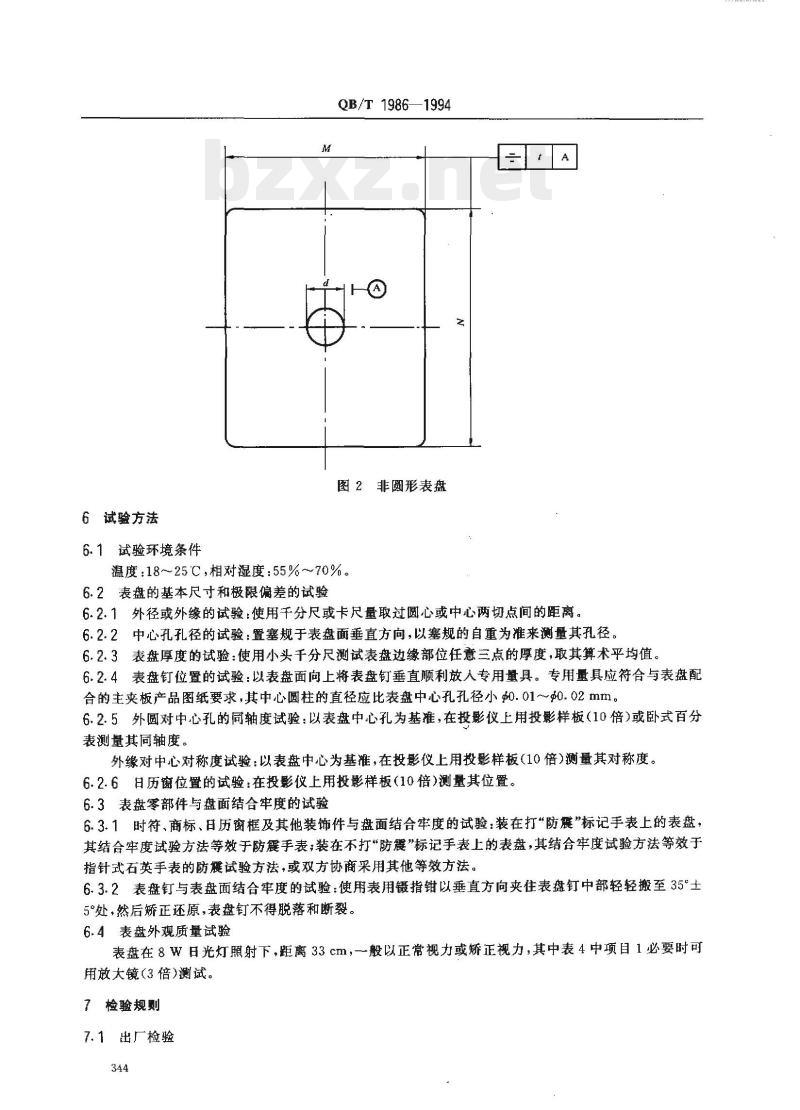
D:外径
M、N:外缘(X方向、Y方向)
d:中心孔孔径
B:表盘厚度
El.E2:表盘钉位置
I:日历窗位置
邮:外圆对中心孔同轴度
:外缘对中心对称度
表盘面污点、砂眼、色
点、渗镀
表盘面压印、划痕、灰
毛、擦毛、顶凸
表盘面镀层及保护层
(漆膜)
移印、丝网印、字符图
时符、分符、商标、日历
基本尺寸
虹10±40
10-~40
1. 5-$2. 5
0.30~0.50
0. 55 ~0. 65
基本尺寸
“优等
技术要求
不允许有污点砂眼
色点、渗镀缺陷
不允许有压印、划痕、
灰毛、擦毛、项凸缺陷
色泽均匀、不泛色、不
露底、无阴影水迹
准确、清晰,均匀,无歪
斜、断线
位置准确,无偏斜,轮
廓清断、均匀,无塌角、缺
角、白头、白雾、发黄、色
点、毛刺、振痕、粘合剂外
极限偏差
形位公差
无明显污点、砂眼、色点、渗镀缺陷无明显压印、划痕、灰毛、擦毛、顶凸缺陷mm
色泽均匀,不泛色,不露底,无明显阴影水迹应准确、清晰、均匀,无明显歪斜、断线位置应推确,无明显偏斜,轮廓应清晰均勾,无明显塌角、缺角、白头、白雾、发黄、色点、毛刺、振痕、粘合剂外溢
QB/T 1986--1994
图1圆形表盘
6试验方法
6.1试验环境条件
QB/T1986—1994
图2非圆形表盘
温度:18~~25℃,相对湿度:55%~~70%。6.2表盘的基本尺寸和极限偏差的试验A
6.2.1外径或外缘的试验:使用千分尺或卡尺量取过圆心或中心两切点间的距离。6.2.2中心孔孔径的试验:置塞规于表盘面垂直方向,以塞规的自重为准来测量其孔径。6.2.3表盘厚度的试验:使用小头千分尺测试表盘边缘部位任意三点的厚度,取其算术平均值。6.2.4表盘钉位置的试验:以表盘面向上将表盘钉垂直顺利放人专用量具。专用量具应符合与表盘配合的主夹板产品图纸要求,其中心圆柱的直径应比表盘中心孔孔径小$0.01~$0.02mm。6.2.5外圆对中心孔的同轴度试验:以表盘中心孔为基准,在投影仪上用投影样板(10倍)或卧式百分表测量其同轴度。
外缘对中心对称度试验:以表盘中心为基准,在投影仪上用投影样板(10倍)测量其对称度。6.2.6日历窗位置的试验:在投影仪上用投影样板(10倍)测量其位置。6.3表盘零部件与盘面结合牢度的试验6.3、1时符、商标、日历窗框及其他装饰件与盘面结合牢度的试验:装在打“防麗\标记手表上的表盘,其结合牢度试验方法等效于防手表;装在不打“防震”标记手表上的表盘,其结合牢度试验方法等效于指针式石英手表的防试验方法,或双方协商采用其他等效方法。6.3.2表盘钉与表盘面结合牢度的试验:使用表用镊指钳以垂直方向夹住表盘钉中部轻轻搬至35°士5°处,然后矫正还原,表盘钉不得脱落和断裂。6.4表盘外观质量试验
表盘在8W日光灯照射下,距离33cm,一般以正常视力或矫正视力,其中表4中项目1必要时可用放大镜(3倍)测试。
7检验规则
7.1出厂检验
TKAKAca
QB/T1986--1994
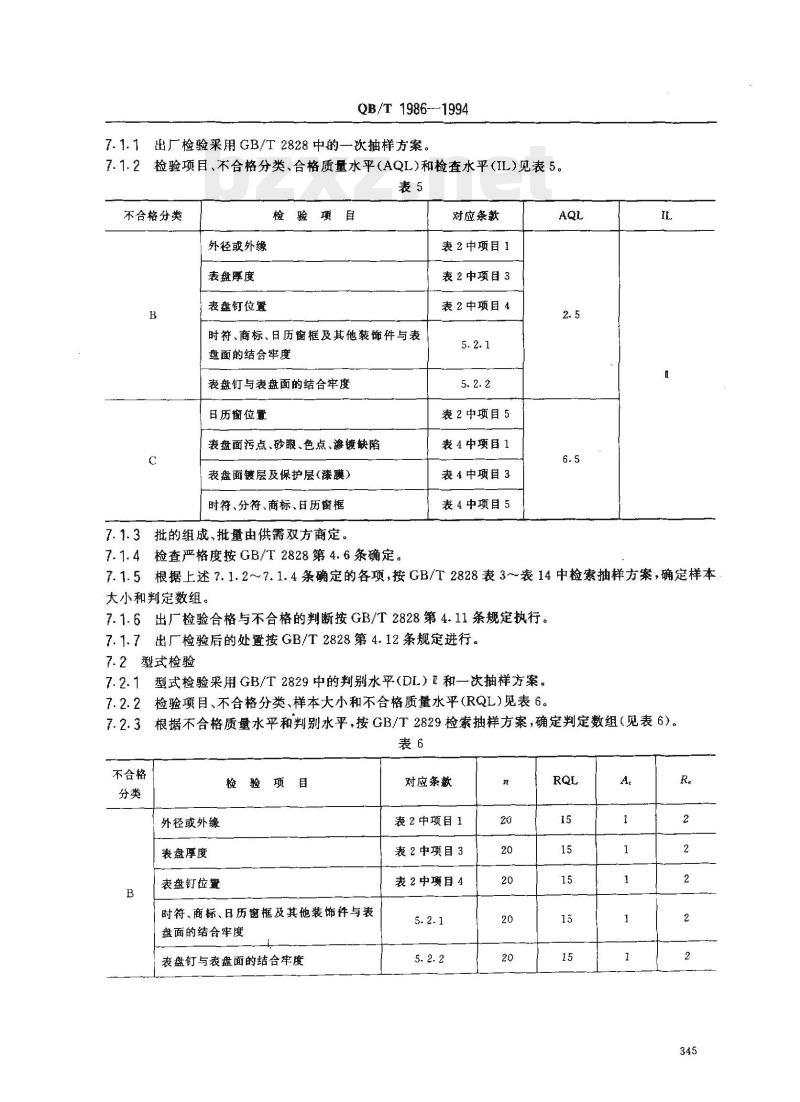
7.1.1出厂检验采用GB/T2828中的一次抽样方案。7.1.2检验项目、不合格分类、合格质量水平(AQL)和检查水平(IL)见表5。表5
不合格分类
外径或外缘
表盘厚度
表盘钉位置
检验项目
时符、商标、日历窗框及其他装饰件与表盘面的结合牢度
表盘钉与表盘面的结合牢度
日历窗位置
表盘面污点、砂眼、色点、海缺陷表盘面镀层及保护层(漆膜)
时符、分符、商标、日历窗框
7.1.3批的组成、批量由供需双方商定。7.1.4检查严格度按GB/T2828第4.6条确定。对应条款
表2中项目1
表2中项目3
表2中项目4
表2中项目5
表4中项目1
表4中项目3
表 4中项目 5
7.1.5根据上述7.1.2~7.1.4条确定的各项,按GB/T2828表3~表14中检索抽样方案,确定样本大小和判定数组。
7.1.6出厂检验合格与不合格的判断按GB/T2828第4.11条规定执行。7.1.7出厂检验后的处置按GB/T2828第4.12条规定进行。7.2型式检验
7.2.1型式检验采用GB/T2829中的判别水平(DL)Ⅱ和一次抽样方案。7.2.2检验项目、不合格分类、样本大小和不合格质量水平(RQL)见表6。3根据不合格质量水平和判别水平,按GB/T2829检索抽样方案,确定判定数组(见表6)。7.2.3
不合格
检验项目
外径或外缘
表盘厚度
表盘钉位置wwW.bzxz.Net
时符、商标、日历密框及其他装饰件与表盘面的结合牢度
表盘钉与表盘面的结合率度
对应条款
表2中项目1
表2中项目3
表2中项耳4
不合格
中心孔孔径
检验项目
外圆对中心孔同轴度
外缘对中心对称度
日历窗位置
表盘面污点、砂眼、色点、渗镀缺陷表盘面压印、划痕、灰毛、擦毛、顶凸表盘面镀层及保护层(漆膜)
移印、丝网印、字符图案
时符、分符、商标、日历窗框
QB/T 1986—1994
续表6
对应条款
表2中项目2
表3中项目1
表2中项目5
表4中项目1
表4中项目2
表 4中项目 3
表4中项目4
表4中项目5
型式检验的样本,应从出厂检验合格的某个批或若干批中随机抽取。样本总数应由检验部门确型式检验合格与不合格的判断按GB/T2829第4.11条规定执行。型式检验后的处置按GB/T2829第4.12条规定执行。型式检验的周期,一般为一年一次。发生下列情况之一时应进行型式检验:新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;正常生产时,定期或积累一定产量后应周期性进行一次检验产品长期停产后,恢复生产时:出厂检验结果与上次型式检验有较大差异时;国家质量监督机构提出进行型式检验时。型式检验的抽样方案也可由检验部门与生产方商定。8标志、包装、运输、贮存
8.1标志
表盘产品应有商标或其他明显标志。8.2包装
8.2.1表盘出广应附有产品合格证,并经检验员签章。8.2.2产品内外包装盒上应标有*怕潮”、“小心轻放”等标志。8.3运输
表盘在运输过程中不允许抛掷,应小心轻放,防止撞击和剧烈展动,并切总受潮。8.4存
表盘贮存环境温度在5~30℃之间,相对湿度不得高于70%,并应保持通风干燥。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国钟表标推化中心归口。本标准由上海钟表配件三厂、丹东手表元件三厂、天津手表盘针厂、轻工业部钟表研究所负责起草。本标准主要起草人张兰英、庄恩保、王敬安、王福海、马葵林。346
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
表表盘
1主题内容与适用范围
QB/T 1986—1994
本标准规定了手表表盘的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标适用于手表表盘(以下简称“表盘”),也适用于怀表表盘。2引用标准
GB/T2828逐批捡查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3术语
3.1装配基准面
表盘与手表机心主夹板装配时接触的平面。3.2表盘钉
表盘与手表机心主夹板装配时起定位作用的钉。3.3顶凸
表盘钉位置处向表盘上平面凸起部分。3.4白头
时符、商标、日历窗框等上平面经铣蚀加工后遗漏的部分。3.5白雾
时符、商标、日历窗框等上平面经铣蚀、电镀加工后产生的不光亮现象。3.6渗镀
因表盘面保护层(漆膜)破损露底而在电镀加工时符、商标、日历窗框时,使表盘面渗镀上镀层现象。若为镀层则称为渗镍·…以此类推。4产品分类
4.1表盘按制造工艺各异雨分为镶字、挤压、拉伸、仿镶、印字、琢刻、刻蚀等类。4.2表盘分类及代号见表1。
5技术要求
表盘的基本尺寸和极限偏差、形位公差见表2、表3和图1、图2。5.1
5.2表盘零部件与表盘面结合牢度中华人民共和国轻工业部1994-08-23批准琢刻
1995-05-01实施
QB/T 1986—1994
5.2.1时符、商标、日历窗框、水钻等与表盘面的结合应牢固。5.2.2表盘钉与表盘面的结合应牢固。5.3表盘外观质量的技术要求见表4。表2
D:外径
M、N:外缘(X方向、Y方向)
d:中心孔孔径
B:表盘厚度
El.E2:表盘钉位置
I:日历窗位置
邮:外圆对中心孔同轴度
:外缘对中心对称度
表盘面污点、砂眼、色
点、渗镀
表盘面压印、划痕、灰
毛、擦毛、顶凸
表盘面镀层及保护层
(漆膜)
移印、丝网印、字符图
时符、分符、商标、日历
基本尺寸
虹10±40
10-~40
1. 5-$2. 5
0.30~0.50
0. 55 ~0. 65
基本尺寸
“优等
技术要求
不允许有污点砂眼
色点、渗镀缺陷
不允许有压印、划痕、
灰毛、擦毛、项凸缺陷
色泽均匀、不泛色、不
露底、无阴影水迹
准确、清晰,均匀,无歪
斜、断线
位置准确,无偏斜,轮
廓清断、均匀,无塌角、缺
角、白头、白雾、发黄、色
点、毛刺、振痕、粘合剂外
极限偏差
形位公差
无明显污点、砂眼、色点、渗镀缺陷无明显压印、划痕、灰毛、擦毛、顶凸缺陷mm
色泽均匀,不泛色,不露底,无明显阴影水迹应准确、清晰、均匀,无明显歪斜、断线位置应推确,无明显偏斜,轮廓应清晰均勾,无明显塌角、缺角、白头、白雾、发黄、色点、毛刺、振痕、粘合剂外溢
QB/T 1986--1994
图1圆形表盘
6试验方法
6.1试验环境条件
QB/T1986—1994
图2非圆形表盘
温度:18~~25℃,相对湿度:55%~~70%。6.2表盘的基本尺寸和极限偏差的试验A
6.2.1外径或外缘的试验:使用千分尺或卡尺量取过圆心或中心两切点间的距离。6.2.2中心孔孔径的试验:置塞规于表盘面垂直方向,以塞规的自重为准来测量其孔径。6.2.3表盘厚度的试验:使用小头千分尺测试表盘边缘部位任意三点的厚度,取其算术平均值。6.2.4表盘钉位置的试验:以表盘面向上将表盘钉垂直顺利放人专用量具。专用量具应符合与表盘配合的主夹板产品图纸要求,其中心圆柱的直径应比表盘中心孔孔径小$0.01~$0.02mm。6.2.5外圆对中心孔的同轴度试验:以表盘中心孔为基准,在投影仪上用投影样板(10倍)或卧式百分表测量其同轴度。
外缘对中心对称度试验:以表盘中心为基准,在投影仪上用投影样板(10倍)测量其对称度。6.2.6日历窗位置的试验:在投影仪上用投影样板(10倍)测量其位置。6.3表盘零部件与盘面结合牢度的试验6.3、1时符、商标、日历窗框及其他装饰件与盘面结合牢度的试验:装在打“防麗\标记手表上的表盘,其结合牢度试验方法等效于防手表;装在不打“防震”标记手表上的表盘,其结合牢度试验方法等效于指针式石英手表的防试验方法,或双方协商采用其他等效方法。6.3.2表盘钉与表盘面结合牢度的试验:使用表用镊指钳以垂直方向夹住表盘钉中部轻轻搬至35°士5°处,然后矫正还原,表盘钉不得脱落和断裂。6.4表盘外观质量试验
表盘在8W日光灯照射下,距离33cm,一般以正常视力或矫正视力,其中表4中项目1必要时可用放大镜(3倍)测试。
7检验规则
7.1出厂检验
TKAKAca
QB/T1986--1994
7.1.1出厂检验采用GB/T2828中的一次抽样方案。7.1.2检验项目、不合格分类、合格质量水平(AQL)和检查水平(IL)见表5。表5
不合格分类
外径或外缘
表盘厚度
表盘钉位置
检验项目
时符、商标、日历窗框及其他装饰件与表盘面的结合牢度
表盘钉与表盘面的结合牢度
日历窗位置
表盘面污点、砂眼、色点、海缺陷表盘面镀层及保护层(漆膜)
时符、分符、商标、日历窗框
7.1.3批的组成、批量由供需双方商定。7.1.4检查严格度按GB/T2828第4.6条确定。对应条款
表2中项目1
表2中项目3
表2中项目4
表2中项目5
表4中项目1
表4中项目3
表 4中项目 5
7.1.5根据上述7.1.2~7.1.4条确定的各项,按GB/T2828表3~表14中检索抽样方案,确定样本大小和判定数组。
7.1.6出厂检验合格与不合格的判断按GB/T2828第4.11条规定执行。7.1.7出厂检验后的处置按GB/T2828第4.12条规定进行。7.2型式检验
7.2.1型式检验采用GB/T2829中的判别水平(DL)Ⅱ和一次抽样方案。7.2.2检验项目、不合格分类、样本大小和不合格质量水平(RQL)见表6。3根据不合格质量水平和判别水平,按GB/T2829检索抽样方案,确定判定数组(见表6)。7.2.3
不合格
检验项目
外径或外缘
表盘厚度
表盘钉位置wwW.bzxz.Net
时符、商标、日历密框及其他装饰件与表盘面的结合牢度
表盘钉与表盘面的结合率度
对应条款
表2中项目1
表2中项目3
表2中项耳4
不合格
中心孔孔径
检验项目
外圆对中心孔同轴度
外缘对中心对称度
日历窗位置
表盘面污点、砂眼、色点、渗镀缺陷表盘面压印、划痕、灰毛、擦毛、顶凸表盘面镀层及保护层(漆膜)
移印、丝网印、字符图案
时符、分符、商标、日历窗框
QB/T 1986—1994
续表6
对应条款
表2中项目2
表3中项目1
表2中项目5
表4中项目1
表4中项目2
表 4中项目 3
表4中项目4
表4中项目5
型式检验的样本,应从出厂检验合格的某个批或若干批中随机抽取。样本总数应由检验部门确型式检验合格与不合格的判断按GB/T2829第4.11条规定执行。型式检验后的处置按GB/T2829第4.12条规定执行。型式检验的周期,一般为一年一次。发生下列情况之一时应进行型式检验:新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;正常生产时,定期或积累一定产量后应周期性进行一次检验产品长期停产后,恢复生产时:出厂检验结果与上次型式检验有较大差异时;国家质量监督机构提出进行型式检验时。型式检验的抽样方案也可由检验部门与生产方商定。8标志、包装、运输、贮存
8.1标志
表盘产品应有商标或其他明显标志。8.2包装
8.2.1表盘出广应附有产品合格证,并经检验员签章。8.2.2产品内外包装盒上应标有*怕潮”、“小心轻放”等标志。8.3运输
表盘在运输过程中不允许抛掷,应小心轻放,防止撞击和剧烈展动,并切总受潮。8.4存
表盘贮存环境温度在5~30℃之间,相对湿度不得高于70%,并应保持通风干燥。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国钟表标推化中心归口。本标准由上海钟表配件三厂、丹东手表元件三厂、天津手表盘针厂、轻工业部钟表研究所负责起草。本标准主要起草人张兰英、庄恩保、王敬安、王福海、马葵林。346
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。