基本信息
标准号:
GB/T 10949-1989
中文名称:硬质合金锥柄T形槽铣刀
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1989-03-31
实施日期:1990-01-01
作废日期:2007-06-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:102.67 KB
相关标签:
硬质合金
形槽
铣刀
标准分类号
标准ICS号:机械制造>>切削工具>>25.100.20铣刀
中标分类号:机械>>工艺装备>>J41刀具
出版信息
出版社:中国标准出版社
页数:4页
标准价格:8.0 元
相关单位信息
复审日期:2004-10-14
起草单位:哈尔滨复杂工具研究所
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
GB/T 10949-1989 硬质合金锥柄T形槽铣刀 GB/T10949-1989
标准内容
中华人民共和国国家标准
硬质合金锥柄T形槽铣刀
Taper shank T-slot cutters with carbide tips1主题内容与适用范围
GB 10949—89
本标准规定了硬质合金锥柄T形槽铣刀(以下简称铣刀)的型式尺寸、技术要求、性能试验和标志包装的基本要求。
本标准适用于加工GB158T形槽中基本尺寸为12~54mm的硬质合金锥树T形槽铣刀。2引用标准
GB 158T形槽
GB1443工具柄自锁圆锥的尺寸公差GB2075切削加工用硬质合金分类、分组代号GB5245硬质合金焊接刀片
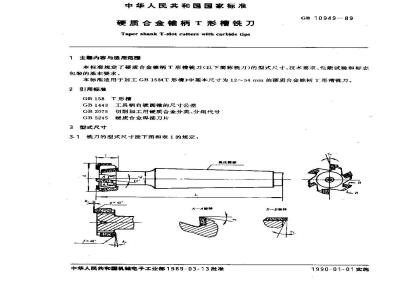
3型式尺寸
铣刀的型式尺寸按下图和表1的规定:3.1
中华人民共和国机械电子工业部1989-D3-13批准B-E航转
1990-01-01实施
T形槽
GB 10949—89
往, ① T 形槽的基本尺寸按 GB 158 的规定。a
③莫氏堆柄尺寸和极限情整按GB1443的规定。@硬质合金刀片型导按 GB 5245选用。3.2标记示例:
硬质合金
万片型号www.bzxz.net
T形槽基本尺寸为18mm,焊有K30质合金刀片的锥柄T形槽铣刀为:硬质合金锥柄T形槽铣刀18K30GB10949—894技术要求
参考值
4.1刀片应焊接牢固,不得有裂纹、钝口和期刃。铣刀主要表面不得有殖伤、锈迹等影响使用性能的缺陷。
4.2铣刀主要表面粗懒度的最大允许值按以下规定:a.刀齿前面和后面,R,3.2 um
莫氏维柄表面,R,0.80um。
4.3铣刀位置公差按表2规定:
国周刃对柄部轴线的
径向圆跳动
相邻齿
增刃对柄部轴线的谢面圈蹄动
4.4铣刀刀片材料用GB2075中规定的K20~K30硬质合金。公
GB 1094989
4.5刀体用40Cr或同等以上性能的合金结构钢制造,其柄部硬度距小端2/3长魔上不低于HRC25。5性能试验
5.1铣刀每批应进行切削性能抽样试验。试验样本数n及其合格判定数A与不合格判定数R.按表3的规定:
般情况下采用
批量范围
51~500
50135 000
>35 000
试验机床应采用符合精度标准的立式铣床。5.2
5.3试验用材料为HT200灰铸铁,其硬度为HB180~220。5
质量稳定时采用
试验前在毛坏上铣出宽等于.T形槽基本尺寸的直槽,在播底留出1~2mtm的加工余量。541
5.5试验切削规范按表4的规定:表4
T形槽基本尺小
5.6试验时不加冷却液。
切削速度
40~~50
每齿进给量
0. 03 ~0. 05
. 050.08
0. 05~~0. 10
0.06~~0. 12
经试验后的铣刀切前刃上不得有崩刃和显著的磨钝现象,并应保持其原有性能。6标志包装
6-1标
6.1.1铣刀上应标志,制造厂商标、T形槽基本尺寸、刀片的硬质合金牌号铣削总长度
6-1.2包装盒上应标志:产品名称、国标号,制造厂名称和商标、T形槽铣刀基本尺寸、刀片的硬质合金牌号,件数,制造年月。
6.2包装
GB10949-89
?包装前应经防锈处理,包装必须牢固,并能防止运输过程中的损伤。就力在包装刮应经防处理,包
加说明:
本标准由全国刀具标准化技术委员会提出。本标准由成都工具研究所归口。本标准由哈尔滨复杂刃具研究所负责起草。fal
本标准主要起草人来铁福、马绍昆、李庆玉、禁光庆。本标准参照采用苏联国家标准OCT1063-75硬质合金T形精铣刀》。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。





