GB/T 2423.32-1985
基本信息
标准号: GB/T 2423.32-1985
中文名称:电工电子产品基本环境试验规程 润湿称量法可焊性试验方法
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1985-05-15
实施日期:1986-02-01
作废日期:2008-10-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:153671
相关标签: 电工 电子产品 环境 试验 规程 称量 可焊性 方法
标准分类号
标准ICS号:试验>>19.040环境试验
中标分类号:电工>>电工综合>>K04基础标准与通用方法
关联标准
替代情况:被GB/T 2423.32-2008代替
出版信息
出版社:中国标准出版社
页数:5页
标准价格:8.0 元
出版日期:1986-02-01
相关单位信息
首发日期:1985-05-09
复审日期:2004-10-14
起草人:周心才、王秀清、卢世济、庞怀信、王希平、何成山
起草单位:环标委润量法焊性试验工作组
提出单位:全国电工电子产品环境技术标准化技术委员会
发布部门:中国电器工业协会
主管部门:中国电器工业协会
标准简介
确定元、器件任何形状的引出端锡焊的可焊性。特别适用于作仲裁试验和不能用其他方法作定量试验的元、器件引出端锡焊的可焊性评定。 GB/T 2423.32-1985 电工电子产品基本环境试验规程 润湿称量法可焊性试验方法 GB/T2423.32-1985 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
1目的
中华人民共和国国家标准
电工电子产品基本环境试验规程润湿称量法可焊性试验方法
Basic environmental testing proceduresfor electric and electronic productsSolderability testing by the wetting balance methodUDC 621.3
:620.179.2
GB2423.32--85
确定元、器件任何形状的引出端锡焊的可焊性。特别适用子作仲裁试验和不能用其他方法作定量试验的元、器件引出端锡焊的可焊性评定。2试验概述
将元、器件的引出端(以下称试验样品)从灵敏的秤(常用1个弹簧系统)的秤杆上悬吊下来,使其漫人保持规定温度的熔融焊料中至规定深度,与此同时,作用于漫渍的试验样品上的浮力和表面张力在垂直方向上的合力由传感器测得并转换成信号,该信号由一一高速的特性曲线记录仪将它作为时间的函数连续记录下来,然后将此曲线与一个具有相同性质和尺寸并能完全润湿的试验样品所得到的曲线进行比较。
试验设备的说明www.bzxz.net
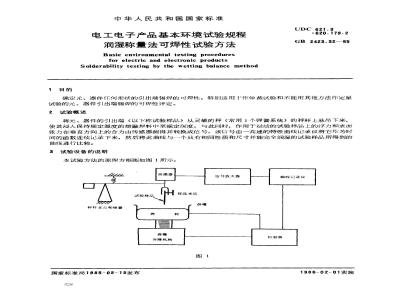
本试验方法的原理方框图如图1所示:t
秤杆支点和弹篇
试验样品
传感器
升降机构
国家标准局1985-05-15发布
样品英具
信号放大器
曲线记录仪
控制器
1986-02-01实施
GB 2423.32--85
只要符合附录A提出的要求,允许采用其他能够测量作用于试验样品在垂直方向上合力的任何设4试验样品的准备
在试验样品的准备过程中,一般不进行清洗,所以必须保护试验样品的被试表面不受沾污,特别不允许用手指触及。只有当有关标准有要求时,才允许浸溃在室温条件下的中性有机溶剂中进行清洗。
5试验条件及程序
5.1试验条件
5.1.1焊料
所用焊料应符合GB2423.28-82《电工电子产品基本环境试验规程试验T:锡焊试验方法》附录B的规定。
5.1.2焊剂
所用焊剂应符合GB2423.28附录C的规定。5.1.3焊料的温度
准备试验的焊槽中焊料的温度应为235土2℃。5.2试验程序
5.2.1升温
将焊槽中的焊料加热并保持在规定温度。5.2.2浸焊剂
将试验样品安装在夹具上,把要求试验的全部表面浸渍到室温条件下的焊剂中去,随后立即把试验样品垂直地竖立在清洁滤纸上1~5s以去除多余的焊剂。5.2.3浸渍前准备
将试验样品垂直地悬吊在焊槽上面使其下部边缘离焊料表面20±5mm,并停留30±15s,以便在试验开始之前,使焊剂中的绝大部分溶液挥发掉。在此干燥期间应调节悬吊着的试验样品至要求的零位,并将记录笔也调到零位,紧接在试验开始之前,用由合适材料做成的刮板刮去焊料表面的氧化物。5.2.4浸渍
将试验样品以20±5mm/s的速度浸人熔融焊料中至规定的深度,并在此深度保持规定的时间,再以20±5mm/s的速度取出。这样,就得到了力一时间曲线和(或)有关数据。6试验结果
6.1力-时间曲线
曲线可以用两种形式表示,其差别仅仅在于力的读数的极性不同。本标准规定(见图2)方向向上的力为正,向下的力为负。若C点的力与B点的力相同,则指示稳定润湿情况。若在C点的纵坐标值大于B点,则在润湿中就星现一些不稳定因素。329
6.2曲线上各点的含义
GB2423.32—85
6.2.1t。是焊料表面与试验样品开始接触的时间,是力和时间的开始点。6.2.2A点是作用于试验样品上的力等于计算出来的浮力的点,此时接触角为90。在浮力计算中的浸渍深度系指原来的焊料平面以下的深度,通过A点的水平虚线为浮力线,所有的力均参照浮力线来测量。
6.2.3乙点是作用于试验样品上的力为零时的点。6.2.4M点是表示有关标准规定时间tm时力的点。6.2.5
B点是表示在规定的浸渍周期内获得最大向下力的点。C点是在规定的浸渍周期的末尾的点。对同一试验样品而言,C点和B点的力的数值可能相6.3润湿力
6.8.1理论润湿力
为了评定试验样品的可焊性,应将所測得的力(F)在消除浮力(F)影响后得到的实际润湿力(F实)去和理论润湿力(F理)或参考润湿力进行比较。此理论润湿力是在本标准规定的试验条件下熔融焊料的表面张力常数以及在完全润湿的条件下获得的。理论润湿力、浮力和实际润湿力分别由下列各式求得:F理 = —0.4LmN)
式中:L-—一试验样品浸渍部位的周长,mm。(1)
注:只有弯液面附近试验样品的横截面在其长度方向上恒定不变时,本公式才适用。公式中的常数值取决于焊料合金种类、焊接温度和所用焊剂。系数值0.4N/m仅适用于本试验中所规定的条件。Fz = 0.08V
式中:.
一试验样品浸渍部分的体积,mm3F=Fu-F
(3)
GB 2423.32—85
对于那些形状复杂不能计算理论润湿力的试验样品,在实用上为了给试验结果的比较提供参考,采用参考润湿力。当测定参考润湿力时应贯彻下列程序。在为试验而抽取的样品中取1个试验样品,在使用GB2423.28—82规定的活性焊剂的最佳条件下预上焊锡,预上焊锡可以在与润湿试验所用相同条件下在润湿秤量测试设备上进行。预上焊锡的程序应在同一试验样品上重复进行直至所读出的最大力不再进一步增加为止,参考润湿力就是这个最大的力。6.4试验要求
可焊性要求可以用下列参数来表示:6.4.1在润湿开始时,时间间隔(t。-to)。6.4.2在润湿过程中,在规定时间的实际润湿力达到理论润湿力或参考润湿力的百分数。6.4.3在润湿稳定时,在规定的浸渍周期的末尾的实际润湿力表达为最大润湿力的百分数在C点的润湿力
在B点的润湿力
×100%)。
7在有关标准中应规定的细节
当规定以润湿称量法来进行可焊性试验时,应规定下列细节:a.
是否要求清洗;
是否要求加速老化,若需要,采用什么方法,是用活性焊剂还是非活性焊剂,在试验样品上进行测试的部位,漫渍深度:
漫渍持续时间,
在曲线上测量的参数,
测量参数的可接收的值。
GB2423.32—85
附录A
对测试设备的要求
(补充件)
A.1曲线记录仪记录机构的响应时间应满足下列要求:在最大负荷位移处,应能在0.3s内返回到中心零点,其过冲不大于相应的最大负荷值的1%。A.2仪器应有若十灵敏度分档。最灵敏的档相当了在200mg质量悬吊在试验样品夹具.上时,至少应能产生从中心位置开始的最大偏移。A.3绘图速度应不小于10mm/s。
记录仪的电气和机械噪声当量不应超4·10-5Np。A,4记录机构的偏转应与所测量的力成正比,在整个刻度范围内的精度应优于95%。A.5秤量机构的弹簧系统的刚度应满足在5×10-3N力的作用下产生的试验样品的垂直位移不超过0.1mm
A,6焊槽的尺寸应足够大,以使试验样品的任何部分离开槽壁和槽底的距离均不小于15mm。A.7准备试验的槽内焊料的温度为235±2℃。A.8试验样品的最低点的漫渍深度应能调节到1~5mm之间的任何位置上,其最大调节误差为+0.2mm.
A.9漫入和取出速度应为20±5mm/s。A.10在最大浸渍深度停留时间应在0~10s范围内可调。附加说明:
本标准由全国电工电子产品环境技术标准化技术委员会提出。本标准由全国电工电子产品环境技术标准化技术委员会润湿称量法可焊性试验国标编制工作组起草。
本标准主要起草人周心才。王秀清、卢世济、庞怀信、王希平、何成山等。332
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
电工电子产品基本环境试验规程润湿称量法可焊性试验方法
Basic environmental testing proceduresfor electric and electronic productsSolderability testing by the wetting balance methodUDC 621.3
:620.179.2
GB2423.32--85
确定元、器件任何形状的引出端锡焊的可焊性。特别适用子作仲裁试验和不能用其他方法作定量试验的元、器件引出端锡焊的可焊性评定。2试验概述
将元、器件的引出端(以下称试验样品)从灵敏的秤(常用1个弹簧系统)的秤杆上悬吊下来,使其漫人保持规定温度的熔融焊料中至规定深度,与此同时,作用于漫渍的试验样品上的浮力和表面张力在垂直方向上的合力由传感器测得并转换成信号,该信号由一一高速的特性曲线记录仪将它作为时间的函数连续记录下来,然后将此曲线与一个具有相同性质和尺寸并能完全润湿的试验样品所得到的曲线进行比较。
试验设备的说明www.bzxz.net
本试验方法的原理方框图如图1所示:t
秤杆支点和弹篇
试验样品
传感器
升降机构
国家标准局1985-05-15发布
样品英具
信号放大器
曲线记录仪
控制器
1986-02-01实施
GB 2423.32--85
只要符合附录A提出的要求,允许采用其他能够测量作用于试验样品在垂直方向上合力的任何设4试验样品的准备
在试验样品的准备过程中,一般不进行清洗,所以必须保护试验样品的被试表面不受沾污,特别不允许用手指触及。只有当有关标准有要求时,才允许浸溃在室温条件下的中性有机溶剂中进行清洗。
5试验条件及程序
5.1试验条件
5.1.1焊料
所用焊料应符合GB2423.28-82《电工电子产品基本环境试验规程试验T:锡焊试验方法》附录B的规定。
5.1.2焊剂
所用焊剂应符合GB2423.28附录C的规定。5.1.3焊料的温度
准备试验的焊槽中焊料的温度应为235土2℃。5.2试验程序
5.2.1升温
将焊槽中的焊料加热并保持在规定温度。5.2.2浸焊剂
将试验样品安装在夹具上,把要求试验的全部表面浸渍到室温条件下的焊剂中去,随后立即把试验样品垂直地竖立在清洁滤纸上1~5s以去除多余的焊剂。5.2.3浸渍前准备
将试验样品垂直地悬吊在焊槽上面使其下部边缘离焊料表面20±5mm,并停留30±15s,以便在试验开始之前,使焊剂中的绝大部分溶液挥发掉。在此干燥期间应调节悬吊着的试验样品至要求的零位,并将记录笔也调到零位,紧接在试验开始之前,用由合适材料做成的刮板刮去焊料表面的氧化物。5.2.4浸渍
将试验样品以20±5mm/s的速度浸人熔融焊料中至规定的深度,并在此深度保持规定的时间,再以20±5mm/s的速度取出。这样,就得到了力一时间曲线和(或)有关数据。6试验结果
6.1力-时间曲线
曲线可以用两种形式表示,其差别仅仅在于力的读数的极性不同。本标准规定(见图2)方向向上的力为正,向下的力为负。若C点的力与B点的力相同,则指示稳定润湿情况。若在C点的纵坐标值大于B点,则在润湿中就星现一些不稳定因素。329
6.2曲线上各点的含义
GB2423.32—85
6.2.1t。是焊料表面与试验样品开始接触的时间,是力和时间的开始点。6.2.2A点是作用于试验样品上的力等于计算出来的浮力的点,此时接触角为90。在浮力计算中的浸渍深度系指原来的焊料平面以下的深度,通过A点的水平虚线为浮力线,所有的力均参照浮力线来测量。
6.2.3乙点是作用于试验样品上的力为零时的点。6.2.4M点是表示有关标准规定时间tm时力的点。6.2.5
B点是表示在规定的浸渍周期内获得最大向下力的点。C点是在规定的浸渍周期的末尾的点。对同一试验样品而言,C点和B点的力的数值可能相6.3润湿力
6.8.1理论润湿力
为了评定试验样品的可焊性,应将所測得的力(F)在消除浮力(F)影响后得到的实际润湿力(F实)去和理论润湿力(F理)或参考润湿力进行比较。此理论润湿力是在本标准规定的试验条件下熔融焊料的表面张力常数以及在完全润湿的条件下获得的。理论润湿力、浮力和实际润湿力分别由下列各式求得:F理 = —0.4LmN)
式中:L-—一试验样品浸渍部位的周长,mm。(1)
注:只有弯液面附近试验样品的横截面在其长度方向上恒定不变时,本公式才适用。公式中的常数值取决于焊料合金种类、焊接温度和所用焊剂。系数值0.4N/m仅适用于本试验中所规定的条件。Fz = 0.08V
式中:.
一试验样品浸渍部分的体积,mm3F=Fu-F
(3)
GB 2423.32—85
对于那些形状复杂不能计算理论润湿力的试验样品,在实用上为了给试验结果的比较提供参考,采用参考润湿力。当测定参考润湿力时应贯彻下列程序。在为试验而抽取的样品中取1个试验样品,在使用GB2423.28—82规定的活性焊剂的最佳条件下预上焊锡,预上焊锡可以在与润湿试验所用相同条件下在润湿秤量测试设备上进行。预上焊锡的程序应在同一试验样品上重复进行直至所读出的最大力不再进一步增加为止,参考润湿力就是这个最大的力。6.4试验要求
可焊性要求可以用下列参数来表示:6.4.1在润湿开始时,时间间隔(t。-to)。6.4.2在润湿过程中,在规定时间的实际润湿力达到理论润湿力或参考润湿力的百分数。6.4.3在润湿稳定时,在规定的浸渍周期的末尾的实际润湿力表达为最大润湿力的百分数在C点的润湿力
在B点的润湿力
×100%)。
7在有关标准中应规定的细节
当规定以润湿称量法来进行可焊性试验时,应规定下列细节:a.
是否要求清洗;
是否要求加速老化,若需要,采用什么方法,是用活性焊剂还是非活性焊剂,在试验样品上进行测试的部位,漫渍深度:
漫渍持续时间,
在曲线上测量的参数,
测量参数的可接收的值。
GB2423.32—85
附录A
对测试设备的要求
(补充件)
A.1曲线记录仪记录机构的响应时间应满足下列要求:在最大负荷位移处,应能在0.3s内返回到中心零点,其过冲不大于相应的最大负荷值的1%。A.2仪器应有若十灵敏度分档。最灵敏的档相当了在200mg质量悬吊在试验样品夹具.上时,至少应能产生从中心位置开始的最大偏移。A.3绘图速度应不小于10mm/s。
记录仪的电气和机械噪声当量不应超4·10-5Np。A,4记录机构的偏转应与所测量的力成正比,在整个刻度范围内的精度应优于95%。A.5秤量机构的弹簧系统的刚度应满足在5×10-3N力的作用下产生的试验样品的垂直位移不超过0.1mm
A,6焊槽的尺寸应足够大,以使试验样品的任何部分离开槽壁和槽底的距离均不小于15mm。A.7准备试验的槽内焊料的温度为235±2℃。A.8试验样品的最低点的漫渍深度应能调节到1~5mm之间的任何位置上,其最大调节误差为+0.2mm.
A.9漫入和取出速度应为20±5mm/s。A.10在最大浸渍深度停留时间应在0~10s范围内可调。附加说明:
本标准由全国电工电子产品环境技术标准化技术委员会提出。本标准由全国电工电子产品环境技术标准化技术委员会润湿称量法可焊性试验国标编制工作组起草。
本标准主要起草人周心才。王秀清、卢世济、庞怀信、王希平、何成山等。332
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。