标准分类号
标准ICS号:冶金>>钢铁产品>>77.140.40特殊磁性钢
中标分类号:冶金>>钢铁产品>>H59其他特种合金
出版信息
出版社:中国标准出版社
页数:8页
标准价格:8.0 元
出版日期:1994-05-01
相关单位信息
首发日期:1994-04-04
复审日期:2004-10-14
起草单位:大连钢厂
发布部门:中国钢铁工业协会
主管部门:中国钢铁工业协会
标准简介
GB/T 15001-1994 软磁合金尺寸、外形、表面质量、试验方法和检验规则的一般规定 GB/T15001-1994
标准内容
中华人民共和国国家标准
软磁合金尺寸、外形、表面质量试验方法和检验规则的一般规定General rules af dimensions shape surface qualitytest metherd and inspection for soft magniticalloyGB/T 15001—94
代替 GBn 197—88
本标准适用于软合金冷轧带材,热轧(锻)扁材和转材,以及冷拔管材和丝材的尺寸、外形、表面质量,试验方法和检验规测的般规定。1尺寸、外形
1.1冷轧带材
1.1.1 尺
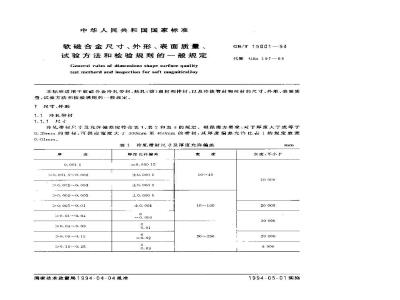
冷轧带材尺寸及允许偏差应符合表1,表2和表3的规定。根据需方要求,对于厚度大于或等于0. 35mtm 的带材,可供应宽度大·# 300mm至 450mm 的带材,其厚度偏差允诈比表 1 的规定放宽o.-olfn
表 1冷轧带材尺止及厚度充许偏差度
2-0. 001 3~0. 002
0. 092--0, 003
>0. 005 --0, 01
2>01. 01 ~ 0. 04
>0. 04~- 0. 09
≥0. 09--1. 15
≥>0. 15--0. 25
厚度升许响差
二0.000 15
±0.c00 2
±0. 000 3
± 0. 000 5
-- 0. 003
国家技术监概眉1994-04-04批准宽
101~100
20~250
长度,不小手
20 000
30 000
20:000
1994-05-01实施
>0. 25 ~ 0. 40
≥>1. 40~ 0. 70
>0. 70~ 0. 95
>0. 95 ~ 1. 35
>1. 35 ~ 1. 75
>1. 75 ~2. 30
>2. 30 ~ 3. 00
许嫩差
0. 05 ~3. 00
GB/T 15001— 94
续表1
厚度允许偏券
80~300
表2不剪边的冷轧带材宽度的充许偏差100
>-100-150
不大于
>150~250
表3剪边冷轧带材宽度的充许偏券宽度
允许偏差
0. 06 ~ 0. 50
>0. 50 ~1. 00
1.1.2外形
不大干
长度,不小干
冷轧带材一般应成卷或直条交货。也可由同一炉号的带材焊接后成卷交货,但应在焊缝处GB/T 15(001--94
标上明显的标记。
每批充许交付不超过该批总重量30%的短尺冷轧带材,但其最短长度不应小于表】规定长度的30%.
1.1.2.2冷轧带材不得有曲、明显的波浪(峰高与峰距之比不应大于4%),镶刀弯每米不得大下3mm。但厚度为0.02mm或更薄的带在自由状态(不拉紧),允许有起伏波纹。1.1.2.3冷轧带材一般应切边交货,切边的冷轧帮材边缘不应有裂口和超过厚度允许公差的毛刺。不切边带材的边缘允许有裂边等缺陷,其深度不得使带材宽度小于允许的最小宽度。1.2冷拉丝材
1.2.1直径
冷拉丝材的直径和允许偏差应符合表4的规定。表
0. 05 ~ 0. 10
>0. 10 ~0. 30
>0. 30 ~ 0. 60
>0. 60~1. 0
>1. 0~3. 0
>3. 0 ~ 6. 0
1.2.2外形
1.2.2.1冷拉丝材的椭圆度不得大于直稳公差之半。1.2.2.2冷拉丝材应盘卷规整、当解开丝盘时不得散乱或成“co\学形。1.3拎拔管材
冷拨管材外形、尺寸及允许偏差按供需双方协议。1.4热轧(锻)扁材和棒材
1.4. 1.尺寸
热轧编材尺及充许偏差应符合表5的规定1. 4. 1. 1
表5热轧扁材尺寸放充许偏差
3. 0 ~ 4. 0
>4. 0-7. 0
7. 0~13. 0
≥13. 0~/22. 0
厚度允许箱差
1.4. 1.2热轧材尺寸及允许偏差应符合表6的规定。充许偏差
二0. 020
宽度充许偏差
长度,不小十
GB/F 15001—94
表6热轧摔材尺寸及允许偏差
>20~30
>80~50
>50--80
热锻材尺寸及允许偏差应符合装7的规定。1. 4. 1. 3
表?热镀材尺寸及允许偏差
边长或轻
>12~35
>35~50
>50--80
>80100
1.4.2外形
1. 4. 2. 1热轧扁材
热轧扁材应平直,镰刀弯每米不得大于4mm。热轧扁材在同一断面的对角线之差不得于宽度公差之半。1.4.2.2热轧(锻)棒材
热轧(锻)棒材一般应成直条交货,但直径小于12mm者可以成盘交货。充许简差
充许偏益
±2, 0
直条热轧棒材应平直,弯曲度每米不得大于4mm,总脊曲度不得大于合金总长度的0.1%。mm
热轧圆棒的箱圆度应符合表8的规定。热轧方棒在同一截面对角线之差不得大于边长公差之半。锻制摔材应平直,弯曲度每米不得大于 5 mm,总弯曲度不得大于总长度的 0.5%锻制圆棒的椭脑度不得大下直检公差的70%。锻制方体在同截面对角线之差不得大于边长公差之半。
2表面质量
2.1冷轧带材
G3/ 15001—94
表8热轧棒材圆度
精圆度,不大T
直径公差的%
百径公差的了%
直径公差的75%
拎轧带材表面应平整光洁但允许有轻微的片色和探度不超过厚度允许偏差的麻点、斑疤、以报、龟裂、火杂、气孔、辊衰、修磨的痕迹、轻微的划痕和焊缝等缺陷。2.2冷拉丝材
冷拉丝村表面应光洁,但允许有轻微的异色和深度不超过直径允许偏差的麻点、斑疤、正痕及轻徽的划伤等缺陷。
2.5冷拔管村
冷拨管材的表面质量按供需效方的协议。2.4热轧(锻)扁材和棒材免费标准bzxz.net
热轧(锻)扁材和摔材的表面不允许有裂纹、折叠、斑疤等。允许有不超出尺寸允许偏差的划痕、小斑疤、凹寝及辊痕。局部缺陷允许通过修磨予以清除,清除后应保证最小允许尺寸。3试验方法
3.1化学成分
合金化学成分检验,在合金锭或合金液中取样。取样方法和分析方法分别按GB222一84锅的化学分析用试样取样法及成品化学成分允许偏差》和(B223《钢铁及合金化学分析方法》有关规定进行。3.2表面质带
合金表面质量检验,在成品工用肉眼进行检查。3.3尺寸
合金成品尺寸用能保证精度的下分尺、游标卡尺和铜卷尺等量具测量。3.4磁性能
3. 4. 1 台金磁性能检验试样,一般在成品上切取。但丝材、管材和直径小于或等于 40 mm 的热轧(锻)棒或盘条在坏上切取。
3.4.2合金磁性能测试的试样制备按GB3657—83软合金直流磁性能测量方法》和CB3658-83&软磁合金交流磁性能测量方法》的规定进行。3.4.3合金的磁性能要在经过热处理后的试样上进行测量。试详热处理一般应接本标准附录中推荐的制度进行。试样退火介质一般应为纯净叙气。要求在真空中退火时应在订货合同中注明,3.4.4合金的直流磁性能按CB 3657--83的规定测定。合金的交流磁性能按GB3658—83的规定测定。
4检验规则
检查和验收
合金成品的检查和验收由供方技术监督部门进行。4.2组批规则
GB/T15001-94
合金应按批提交检查和验收。每批应由同一牌号、同--炉号、同尺寸,同一交货状态的合金材组成,
4.3取样数量
4.3.1花学成分分析每炉取一个试样。4.3.2表面质量和尺寸检验应遥支(盘)进行,4.3.3磁性能梭验每批取个试样,4.4复验与判定规则
磁性能初检不合格时,允许取双倍数量的试样进行复验。复验不合格时允许再取样变更热处理制度进行检验。
GB/T15001---94
附录A
推荐的试样热处理制度
(补充件)
A.1试样一般应在露点不高于一40 ℃的净化氢气中进行热处理,如要求真空遇火时,应作余压不大于心, Pa的真空中进行。
A,2退火后的试样应光。退火过程中不充许五相粘结和机械变珍。A.3推荐的热处理制度见表A1。
A,4为了改善1J46、1J50、1J79、1J34.1J65.1J54、1J77、1J80,1J85.1J86合金及半成品机械加T的T艺性能,可以在推荐的基本热处理的介质中经800~950 ℃:进行预热处理。表 A1 推荐的试样热处理制度
台金牌号
1J46、1.150、
1J79.1J83
J511J52
1.134、1.165、
1J76.1J77
1.185、1J86
施热温度
110~1150℃
!保摄时问,
第一张;1 100~1150 ℃
第一,在不小丁
800A/m的纵问微场
中60回火
1100~110
1100~1150℃
1100~-1200℃
第-步:1 200℃
第二步,
在 16 × 10'A/m 横
问磁场中650℃同火
950~-1 050
900~1000
冷却制度
以不大于200 /h 的速度冷却到
600℃,然后以不小于400元:/h连度冷却垒出炉
以不大于200元的速度冷却到
600℃,粘后炉冷率300℃出炉
以25~100℃ / h的冷却速度净至200℃出炉
以不大片200C/h的速度冷却到
400~500℃+然片以不小400/1
的速度冷却至200出炉
以 100 ~ 150 T: / h 的速度冷却到500℃,然后以10~50℃/h速度冷却至200℃出炉
以 100 ~200 7 五的速度冷却到00~~600℃,然后以不小干400℃:/h的速度冷却至300℃出炉
以100℃/h的速度冷却到600,然后以不小干 400℃ /h 的速度冷300c出址
以 50 ~~ 110 : /1 的速度冷即至 200 C出护
以 100 ~- 150℃: / h 的速度冷那系200℃山始
护玲至250℃出炉
适用十做懿阔铁芯
合金牌号
1330,1J31
1J32、1J33
附加说明:
加热度
1050~1200
900~950
780800℃
950℃保温4h,再随
炉升温到 1 050 ℃
850~900℃
1100℃
850℃
第一步:1100~
第一步;在 1 200 ~~
1 600A / m 的纵向础
场中 600 ~700 ℃回
1150~1250℃
GB/T 15001—94
续表A1
:保器时间, h
冷却制度
以 100 -→ 150 C: / h 的速度冷却到500 T:,然片快冷(吹风)至 200 心出炉以100%/h的速度冷却到650℃,然后以不大于 60 / h 的速度冷却至200出炉
以100 ℃: /h的谨度冷却到 650℃,然后以不大于 6℃ / h 的速度冷却至20℃出炉
炉冷到60冰水火
以 50 ~ 100 / h 的速度冷却到750 么,就后以180-~240 ℃:/h 的速度冷却至300出炉
以50-10/h的速度冷却到60心
保温 3h,然后以 30 /h 的速度冷却到700 ℃,再以 200℃/h的速度玲却至300它出炉
以 50 : /h 的速度冷却到 750 C保温3h,然后以 200 ℃ / h 的速度冷知到300:出好。由保温(750℃)开奸加1 200~l 600 A/m直流磁场
炉冷至2U0出炉
炉冷系 400 C以下出炉
以50~150C/h速度冷却至200℃出以 100 ~ 200 ℃: / h 的速度冷却至450~650℃以后,快冷至 200 ℃出始本标准由治金工业部情报标准研究总所提出。本标准由大连钢厂负责起草。
本标准水平等级标记GB/T15001--941备
适用于斐求綫
播乱速稳定的
磁性能要求不
高时可在空气
下热处理
适用于冷轧带
材试样
适用于锻坏取
的试样
适用于要求在
较低微场下具
有较高磁感应
强度、较低矫顽
力、较高矩形比
的情记
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。