基本信息
标准号:
QB/T 1814-1993
中文名称:钢丝发夹
标准类别:轻工行业标准(QB)
英文名称: Steel hairpin
标准状态:现行
发布日期:1993-07-29
实施日期:1994-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:136.80 KB
相关标签:
钢丝
标准分类号
中标分类号:轻工、文化与生活用品>>五金制品>>Y73日用五金制品
出版信息
出版社:中国轻工业出版社
页数:5页
标准价格:8.0 元
出版日期:1994-03-01
相关单位信息
起草单位:上海发夹厂、北京发卡厂
提出单位:轻工业部质量标准司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了钢丝发夹的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。 QB/T 1814-1993 钢丝发夹 QB/T1814-1993
标准内容
中华人民共和国轻工行业标准
主题内容与适用范围
QB/T 1814--1993
本标准规定了钢丝发夹的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB5938轻工产品金属镀层和化学处理层的耐腐蚀试验方法中性盐雾试验(NSS)法GB5944
轻工产品金属镀层腐蚀试验结果的评价3产品分类
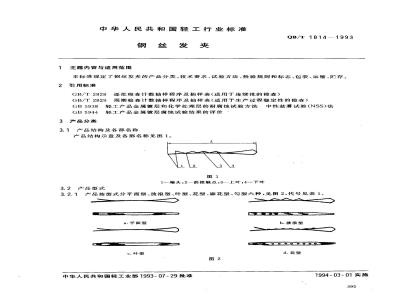
产品结构及各部名称
产品结构示意及各部名称见图1。图1
1-端头;2—前接触点;3—上叶;4—下叶3.2产品型式
3.2.1产品按型式分平面型、波浪型、叶型、花型、麻花型、勾型六种,见图2,代号见表1。糖血:
a.平面型
中华人民共和国轻工业部1993-07-29批准图2
洋行业资料免责下载
b.波浪型
00900000
1994-03-01实施
产品型式
型武代号
x2 mD23
心、麻花型
平面型
QB/T 1814 1993
续图2
波浪型
3.2.2产品端头分有珠头(Q)和无珠头。3.3严产品标记
标准号
珠头代号
麻花型
设计序号(用阿拉伯数字表示)长度Lmm
~型式代号
产品名称代号
标记示例:GFB50-1QQB/T1814
第次设计长度50mm的珠头波浪钢丝发夹。技术要求
4.1尺寸要求
产品长度L的极偏差应符合表2规定。表2
长度尺寸
极限偏差
瓣头距(弹性)
端头距(疲劳性能)
4.2使用要求
4.2.1弹性
除勾型外,经弹性试验后,产品应恢复原状。>60
4.2.2抗疲劳性
除勾型外,经疲劳性能试验后,产品前接触点或面不得有间隙。4.2.3夹持要求
发夹前接触点不得有间隙或接触面不得小于长度的三分之一。4.3耐腐蚀性能
涂漆产品经性盐雾试验8h,其基体耐腐蚀级别不低于6级;装减
标准搜想网
荟标准行资料争带,载
QB/T 1814--1993
电镀产品经中性盐雾试验4h,其基体耐腐蚀级别不低于3级。b.
4.4漆膜牢固度
漆膜应牢固,经漆膜牢固试验后,漆膜无起皮、脱落现象。4.5外观要求
4.5.1产品造型应端正,除勾型外,发夹的上下两叶应重合。4.5.2发夹内外面不得有锈迹。
4.5.3涂漆产品外表面应色泽光亮,不得有沾漆、流漆、皱纹、露底,不应有明显划痕、起泡、麻点。4.5.4电镀产品外表面应色泽光亮、均匀,不应有起泡、脱皮。4.5.5发夹端头应光滑,切口毛边不得大于0.1mm,有珠头发夹上下叶珠头大小基本均匀,珠头不得松动及有明显的露角、起泡、凹坑。5试验方法
5.1尺寸测量
长度、端头距、切口毛边用游标卡尺测量。5.2弹性试验
按表2规定的距离,用手拉开两叶端头连续开合5次。5.3抗疲劳性能试验
按表2规定的距离,用专用测试仪,拉开两叶端头连续1200次。5.4耐腐蚀性能试验
中性盐雾试验按GB5938规定试验,并按GB5944方法评价。5.5漆膜牢固试验
将发夹两叶展开,下叶在直径d5mm金属棒上进行弯曲,转角大于180°,用指甲轻刮弯曲顶部-次。5.6夹持要求及外观
在相距750mm,40W日光灯照明下进行手感目测。6检验规则
6.1产品必须经制造厂检验合格后方能出厂、6.2产品检验分出厂检验和型式检验,采用每百单位产品不合格品数检验。6.3出厂检验
6.3.1出厂检验按GB/T2828规定进行,采用正常检查一次抽样方案。其检验项目、不合格分类、合格质量水平、检查水平见装3。
检验项目bzxz.net
夹持要求
长度尺
外观要求
技术要求
试验方法
不合格分类
各类标洋行业资料免责下载
合格质量水平(AQL)
捡查水平 IL
QB/T 1814-1993
6.3.2经出厂检验判定为合格批时,交货方将检出不合格品换成合格品后方可提交;判定为不合格时,该批产品由交货方返工整理后,才能再次提交检验。6.4型式检验
6.4.1有下列情况之-~时,应进行型式检验。a.
新产品或老产品转厂生产的定型鉴定;产品投产后,当结构、材料、工艺有较大改变时,可能影响产品性能时;产品停产半年以上,恢复生产时;上级质量监督机构或主管单位提出进行型式检验的要求时;正常生产时,每年进行一次。
型式检验按GB/T2829规定进行,采用判别水平的一次抽样方案。其样本从出厂检验后的合格批中抽取,检验项目、不合格分类、不合格质量水平、判定数组和样本大小,见表4。表4
检验项目
夹持要求
漆膜牢固度
长度尺寸
疲劳性能
耐腐蚀性能
对应章条
技术要求
试验方法
【不合格质量水平(RQL)
不合格分类
判定数组
按GB5944判定
样本大小n
一时,并征得上级主管质量部门的许可,可重新进行检经型式检验判为不合格,有下列情况之因试验设备故障或操作错误而影响检验结果时;受检单位提出复验要求时;
企业采取必须的技术措施时。
7标志、包装、运输、贮存
7.1标志
7.1.1内包装上印有制造厂名、产品名称、型号、商标、标准号。7.1.2外包装箱应印有制造厂名、产品名称、型号、货号、商标、数量、毛重、体积、出厂日期、标准号。7.2包装
7.2.1内包装
内包装可用纸板、纸盒或塑料袋包装。7.2.2外包装
箱包装分为纸箱、木箱两种,均采取防潮措施,包扎应牢固,并附有产品合格证。7.3运输
在运输过程中,严禁雨淋受潮,搬动时小心轻放,不得与腐蚀性物品混放。7.4贮存
7.4.1成品仓库应通风干燥,库内相对湿度小于85%,箱距地面200mm以上,库内不得有腐蚀性气体,不得露天存放。
各类标洋行业资料免责下载
QB/T 1814- 1993
产品在符合7.3,7.4.1规定及不开箱情况下,贮存保质期:涂漆产品为一年;电镀产品为半年。7.4.2
附加说明:
本标推由轻工业部质量标准司提出。本标准由全国日用五金标准化中心归口。本标准由上海发夹厂、北京发卡厂负责起草。本标准主要起草人郁宏伟。
自本标准实施之日起,原轻工业部部标准SG370—-1984《钢丝发夹》废址。399
六洋搜授网
a名类松洋行业简料免责载
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






