标准分类号
中标分类号:轻工、文化与生活用品>>钟表、自行车、缝纫机>>Y17缝纫机
出版信息
出版社:中国轻工业出版社
页数:5页
标准价格:8.0 元
出版日期:1996-06-01
相关单位信息
起草人:王永华、李美娣
起草单位:上海缝纫机一厂
提出单位:中国轻工总会质量标准部
发布部门:中国轻工业总会
标准简介
本标准规定了家用缝纫机送布凸轮的产品分类、技术要求、试验方法、检验规则及标志、包装、运物、贮存。本标准适用于JA,JB型家用缝纫机送布凸轮。 QB/T 2147-1995 家用缝纫机送布凸轮 QB/T2147-1995
标准内容
中华人民共和国轻工行业标准
家用缝纫机
送布凸轮
主题内容与适用范团
QB/T 2147-1995
本标准规定了家用缝纫机送布凸轮的产品分类、技术要求、试验方法,检验规则及标志、包装、运输、存。
本标推适用于IA、JB型家用缝纫机送布凸轮。2引用标准
包装储运图示标志
GB/T2828逐批检查计数抽样鞋序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程懒楚性的检查)ZBY 17004
3产品分类
缝纫机包装
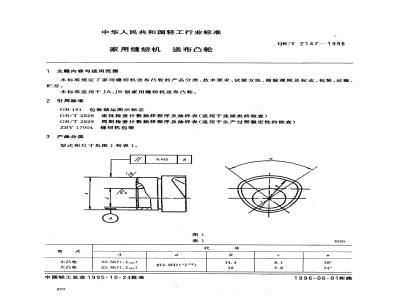
型武和尺寸见图1和表1。
0, 012
小西轮
大西轮
22.5h7(_8.o21)
23. 6h7(8.on)
中国轻工总会1995-10-24批准
$12. 8弄17(+# 038)
生更美
1996-06-01实施
4技术要求
QB/T 2147-—1995
4.1凸轮外径尺寸:小凸轮22.58.021mm,大凸轮23.6-8.o21mm。4.2凸轮孔径尺寸:#12.8+g.018mm4.3轮外径等径读差:不大于0.014mm。4.4售轮外径素线对孔径轴线平行度误差:不大于0.012mm。4.5表面粗糙度:凸轮外径;凸轮孔径4.6被加工表面应无铸造缺陷。
5试验方法
5.1四轮外径尺寸按公差等级选用机应精度的通用量具测量。5.2凸轮外径尺寸用专用塞规检验。5.3凸轮外径等径误差按公差等级选用相应精度的通用量具测量。5.4热轮外径素线对孔径轴线平行度误差的测量方法如图2所示。图2
。选用与孔成无间隙配合的心轴,将专用量具两预针预人心轴两锥孔,-iiAoNiKAca
b。带千分表的测量架沿上下两条素线移动,记录干分表读数之差值。取两个测量位置上测得的差值的激大值作为该掌件的平行度误差。5.5表面粗糖度选用相应的粗糙度比较样块目测对照,有争议时用粗髓度测量仪伸裁。5.6被加工表面无铸造缺陷的检验,应在光照度为600士2001x的自然光线下,距离为300mm,用目测法检验。
6检验规则
6.1出广产品必须经生产厂质量检验部门检验合格,并附有检查合格证方能出厂。6.2检验分类
产品检验分出厂检验和型式检验两类。6.2.1出厂检验
产品交货时,收贷方有权按本标准规定的出厂检验项目进行验收。6.2.2型式检验bzxZ.net
有下列情况之,帮对产品质量进行全面考核,应进行型式检验。371
a产品转厂生产的试制定型鉴定;QB/T 2147 --1995
b.产品的结构、材料、工艺有较大改变,可能影响产品性能时;c.正常生产1个月,应周期性进行一次检验;d.产品长期停产后,恢复生产时;e。出广检验结果与上次型式检验有较大差异时;f.上级质量监督机构提出进行型式检验的要求时。6.2.3产品质量特性分类
产品质量特性分类见表2。
检验项目
外径尺寸:小凸轮22.5-8.021mm,大凸轮23.6_8.o2mm
4.2孔径尺寸$12.8+9:018mm
外径等径误差0.014mm
4.4平行度误差0.012mm
4.5表面粗糙度
4.6被加工表面无铸造缺陷
6.3出厂检验规则
6.3.1样本的抽取
样本应从提交的检查批中随机抽取。6.3.2抽样方案及严格度
质量特性分类
检验分类
正常检查一次抽样方案见表3,严格度的确定及其转移规则,转移后的合格质量水平按GB/T2828中4.6条的规定。
检查水平
抽样方案
不合格分类
单位样本检验项数
合格质量水平(AQL)
批量范围
151~280
281~500
501~1200
1201~3200
3201~10000
10001~35000
样本大小宇母
注:①单位样本为每件送布凸轮。样本大小
②B类的A。、R。以不合格品数计,C类的A。、R。以不合格数计。6.3.3检查批合格与否的判断
般检查水平
正常检查一次抽样方案
根据样本检查的结果,若在样本中发现的B类不合格品数和C类不合格数,分别小于或等于对应372
QB/T2147-1995
I KAoNni KAca-
的合格判定数(A。),则判该检查批是合格批。若在样本中发现的B类不合格品数和C类不合格数有类大于或等于对应的不合格判定数(R.),则判该检查批是不合格批。6.3.4检验后不合格品和不合格批的处置在检查时若发现不合格品和不合格批,则按GB/T2828中4.12条的规定执行。6.4型式检验规则
6.4.1样本的抽取
样本应从本周期制造的并经出厂检验合格的某个批或若干批中抽取,并要保证所得到的样本能代表本周期的制造技术水平。
6.4.2抽样方案
型式检验的-
一次抽样方案见表4。
判别水平
抽样方案
不合格分类
单位样本检验项数
不合格质量水平(RQL)
样本大小
注:①单位样本为每件送布凸轮。A
②B类的 A。、R。以不合格品数计,C类的 Ac、R。以不合格数计。6.4.3型式检验合格与否的判断
一次抽样方案
根据样本检查的结果,若在样本中发现的B类不合格品数和C类不合格数,分别小于或等于对应的合格判定数(A.),则判该批是合格批。若在样本中发现的B类不合格品数和C类不合格数有一类大于或等于对应的不合格判定数(R。),则判该批是不合格批。6.4.4型式检验后的处置
型式检验后的处置,按GB/T2829中4.12条规定进行。7标志、包装、运输、贮存
7.1标志
产品的包装应有下列标志:
a.产品型号;
b,零件名称;
c.制造厂厂名
d.装箱日期;
e。标准号;
f.小心轻放、怕湿、堆码极限的图形应符合GB191的规定。7.2产品内包装
产品包装前应涂防锈剂,采用纸盒包装,盒内衬垫防潮纸。送布凸轮每20件装1盒,10盒装一箱,如对包装数量、形式另有要求,可由供货方和订货方协商决定。7.3包装、运输、存
产品的包装、运输、贮存应按ZBY17004的规定执行。373
附加说明:
QB/T 2147--1995
本标准由中国轻工总会质量标准部提出。本标准由全国缝纫机标准化中心归口。本标准由上海缝纫机一厂负责起草。本标主要起草人王永华、李美娣。374
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。