基本信息
标准号:
QB/T 2141.1-1995
中文名称:日用小刀
标准类别:轻工行业标准(QB)
英文名称: Daily knife
标准状态:现行
发布日期:1995-08-08
实施日期:1996-04-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:162.52 KB
相关标签:
日用
标准分类号
中标分类号:轻工、文化与生活用品>>五金制品>>Y73日用五金制品
出版信息
出版社:中国轻工业出版社
页数:6页
标准价格:10.0 元
出版日期:1996-04-01
相关单位信息
起草人:凌璞如
起草单位:上海亚洲刀厂
提出单位:中国轻工总会质量标准部
发布部门:中国轻工总会
标准简介
本标准规定了日用小刀的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于日用小刀,不适用于猎刀、匕首、厨房刀等。 QB/T 2141.1-1995 日用小刀 QB/T2141.1-1995
标准内容
中华人民共和国轻工行业标准
1 主题内容与适用范围
QB/T2141.1—1995
本标准规定了日用小力的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于日用小刀,不适用于猎刀、匕首、厨房刀等。2引用标准
GB/T1.3标准化工作导则产品标准编写规定GB/T 2828
GB/T 2829
GB/T3280
逐批检查计数抽样程序及抽样表(适用于连续批的检查)周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)不锈钢冷轧钢板
优质碳素结构钢冷轧钢带
GB/T35221
GB5938轻工产品金属镀层和化学处理层的耐腐蚀试验方法中性盐雾试验(NSS)法GB5944轻工产品金属镀层腐蚀试验结果的评价QB/T2141.2日用小刀锋利度测试方法3术语
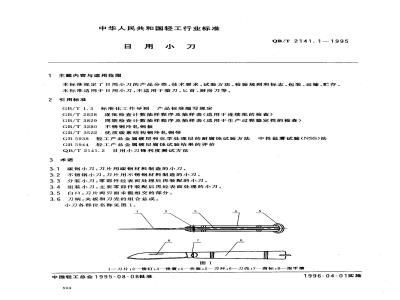
3.1碳钢小刀:刀片用碳钢材料制造的小刀。3.2不锈钢小刀:刀片用不锈钢材料制造的小刀。3.3分装小刀:零部件经表面处理后再装配的小刀。3.4组装小刀:主要零部件装配后再经表面处理的小刀。3.5白口:刀片两刃面未能相交的部分。3.6刀柄:夹板和刀壳的组合总成。小刀各部位名称见图1。
1——刀片;2—铆钉3—弹簧;4—夹板,5-刀环,6-刀壳;7—商标;8-指甲槽中国轻工总会1995-08-08批准
1996-04-01实施
4产品分类
QB/T2141.1—1995
4.1按结构分为单开、双开、多开等(见图2)。。单开刀
b.双开刀
c.多开刀
4.2按用途分为单开一用、单开二用、双开二用、双开三用和多开多用小刀。5技术要求
5.1材料
小刀主要零件材料应符合表1的规定或采用性能不低于标准规定的其他材料。表1
零件名称
引用标准
GB/T3522
GB/T3522
5.2硬度
5.2.1碳钢刀片:HRC52~~60。
5.2.2不锈钢刀片:HRC50~56。
5.2.3多开刀零件按其使用要求规定。牌
5.3金相组织
5.3.1碳钢刀片:回火马氏体级别不得大于4级。引用标准
GB/T3280
GB/T3280
5.3.2不锈钢刀片:回火马氏体十碳化物十少量残留奥氏体(也可有贝氏体存在)。5.4刃口
iiKAoNniKAca
3Cr13.7Cr16
2Cr13.3Cr13
QB/T 2141.1--1995
5.4.1刃口锋利度经日用小刀锋利度测试仪测定应不低于4层铜版板。5.4.2刃口无明显毛刺,无白口、退火现象。5.4.3刃口线无波浪形,刃面宽度均匀。5.5弹性
5.5.1刀片开启时,手感轻松。
5.5.2刀片开启离终止位置不小于15°角时,能自动弹至终止位置。5.5.3刀片关至不小于20°角时能自动弹人。5.5.4无弹簧小刀,零件关闭后松紧合适,不能甩开。5.6表面粗糙度
刀片除特殊要求外,表面粗糙度经测定,其轮廓算术平均偏差值R。不大于0.2um,取样长度为0.8mm。
5.7电镀层
组装小刀电镀层耐腐蚀试验6h,基体耐蚀级别不低于5级;分装小刀电镀层耐腐蚀试验8h,基体耐蚀级别不低于5级。
5.8成刀要求
5.8.1刀片开启后,不得后仰和明显摇头。5.8.2刀片关闭时,刃口不碰夹板;关闭后,不碰弹簧,不露刀尖。指甲槽陷人刀柄不超过其宽度的三分之。
5.8.3双开、多开刀关闭时,零件不错位。5.8.4刀片开直或关闭后弹簧与夹板或刀壳的配合。5.8.4.1分装小刀高出或低下不超过0:9mm。5.8.4.2组装小刀高出或低下不超过0.3mm。5.8.5弹簧与夹板隙缝不大于0.2mm。5.9外观
5.9.1整把小刀表面光洁,不得有明显的擦伤。铆钉头圆整,平铆钉无明显的下陷。5.9.2刀壳花纹清晰,装饰面不得有明显气泡和缩孔。5.9.3商标清晰、位置端正。
5.9.4电镀层表面应色泽均勾,不泛白,不脱层,不起泡及无锈斑。6试验方法
6.1硬度试验
6.1.1用洛氏硬度计测定。
6.1.2测定部位
在距刃口线二分之一刀片宽处的平行线上,距刀尖10mm、刀跟5mm及二点的中点各测一点,其三点。
6.2金相试验
6.2.1用金相显微镜(500×)检测。6.2.2观察部位在刀片刃口线全长二分之一且距刃口线三分之一的横截面上。6.3刃口锋利试验
刃口锋利度按QB/T2141.2的规定测试。5.4.2条及5.4.3条凭目测检验。6.4弹性试验
用量角器测量以刀片铆钉为轴心,取刀片上任意一点的连线与极限位置时的夹角,作为弹直与弹入的角度。5.5.1条与5.5.4条凭手感检验。506
6.5电镀层试验
QB/T2141.1—1995
电镀层按GB5938测试,耐蚀级别按GB5944评定。6.6表面粗糙度试验
用电动轮廓仪测试。
6.7成刀试验
- KAoNi KAca-
5.8.1~~5.8.3条凭手感目测检验,弹簧与夹板或刀壳的高低关系用游标卡尺测定,隙缝用1级或2级塞尺测定。
6.8外观检查
在自然光或照度为200~300lx(相当于距40W荧光灯500mm处的照度),试样表面与肉眼距离350mm处目测。
7检验规则
7.1检验分类
产品检验分为出厂检验和型式检验。7.2出厂检验
7.2.1出厂检验按GB/T2828中正常检查一次抽样方案进行。检验项目、检查水平及合格质量水平见表2。
检验项目
5.4刃口
5.5弹性
5.8成刀要求Www.bzxZ.net
5.9外观
试验方法
6.3刃口锋利试验
6.4弹性试验
6.7成力试验
6.8外观检查
检查水平 IL
合格质量水平(AQL)
7.2.2批合格与不合格的判定
分别计算B类和C类不合格品数。若该数等于或小于合格判定数(A。)则判该批合格;若该数等于或大于不合格判定数(R。)则判定该批不合格。7.2.3不合格批的处置
当某批产品被判定为不合格时,生产方应将产品全数检验,剔除不合格品后,才能重新提交检验。7.3型式检验
7.3.1凡有符合GB/T1.3中6.6.1条规定的情况之一时,应进行型式检验。产品的型式检验周期至少为每季度一次。
7.3.2型式检验应按GB/T2829中判别水平1的一次抽样方案进行。样本从出厂检验的合格批中抽取10个。检验项目及不合格质量水平见表3。分
检验项目
5.2硬度
5.3金相组织
5.6表面粗糙度
5.7电镀层
试验方法
6.1硬度试验
6. 2 金相试验
6. 6表面粗度试验
6.5电镀层试验
不合格质量水平(AQI)
QB/T 2141.1—1995
7.3.3型式检验的合格或不合格的判断与检验后不合格的处置均按GB/T2829中4.11与4.12条执行。
8标志、包装、运输、剪存
8.1标志
小刀应有商标。
8.2包装
8.2.1碳钢小刀的刃口都应作防锈处理。8.2.2产品应有合格证。
8.2.3木箱含水率不超过18%,纸箱含水率不超过16%,箱内衬防潮纸,各类包装均应干燥,并按客户要求装箱。箱外应有产品名称、货号、数量、体积、童量、厂名、厂址、出厂日期等标记和字样。8.3运输
运输时不能烈无动,严禁雨淋、受潮,8.4存
8.4.1贮存要求:装箱产品应贮存在通风、干燥,相对湿度小于80%的仓库中,距地面30cm以上,周围无酸、碱或其他蚀气体存在。
8.4.2楚存期限:产品在符合8.3及8.4,1条的条件下,贮存期为--年。508
A1一等品
QB/T2141.1-1995
附录A
日用小刀分等规定
(补充件)
凡符合标准中各项技术要求的产品为等品。A2优等品与合格品
A2.1优等品尊合格品的划分见表A1。表A1
技术要求
5.2 硬度
5.3金相继织
5.5弹性
5.6表面粗髓度
5.7电镀层
5.8成刀要求
5.9外观
碳钢小刀HRC55~60
碳钢国火马无体级刻不大于级
维利接不低于5钢版纸
简本标正文
本标准正文
电镀层耐蚀试脑12,基体蚀级刻不低于5级商本标准正文
同本标雄建文
i KAoNi KAca-
冏本标准正文
冏本标准正文
同本标#正文
手蒸略紫
R,不大于0.8um
周本懋准延文
隙不大于0.4rarn,高低不大于0.5mm略有不庭之处(罚按供求双方商定)2优等品须符合表A1所有条款,合格品不低于表A1相应的任条款。A2.2
附加说明:
本标准由中国轻工总会质量标准部提出。本标准由金国日用五金标推化中心归日。本标准理海亚洲力厂负贵起草。本标谁主要起草人凌璞雄。
本标准参群采用原苏联国家标推1OCT5.885-1971《折鉴定产品的质童婴求》自本标维实施之日起,原轻工业部发布专业标准的ZBY73030-1989日用小刀》作废。509
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






