QB/T 1738-1993
基本信息
标准号: QB/T 1738-1993
中文名称:弹簧合页(铰链)
标准类别:轻工行业标准(QB)
英文名称: Spring hinge (hinge)
标准状态:现行
实施日期:1994-12-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:174375
标准分类号
中标分类号:轻工、文化与生活用品>>五金制品>>Y71建筑五金
关联标准
替代情况:SG 313-83
出版信息
出版社:中国轻工业出版社
页数:8页
标准价格:14.0 元
出版日期:1994-12-01
相关单位信息
起草单位:上海校链四厂、浙江凯旋燃气用具厂、上海市建筑五金工业研究所
提出单位:轻工业部质量标准司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了弹簧合页(铰链)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于安装在各种单向、双向门上的单弹簧、双弹簧合页。 QB/T 1738-1993 弹簧合页(铰链) QB/T1738-1993 标准下载解压密码:www.bzxz.net
标准图片预览
")
")
")
")
")
标准内容
中华人民共和国轻工行业标准
弹簧合页(铰链)
1主题内容与适用范
QB/T 1738—1993
本标准规定了弹簧合页(铰链)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于安装在各种单向、双向门上的单弹簧、双弹簧合页。2引用标准
GB/T1720漆膜附着力测定法
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB5938轻工产品金属镀层和化学处理层的耐腐蚀试验方法中性盐雾试验(NSS)法GB5944轻工产品金属镀层腐蚀试验结果的评价3产品分类
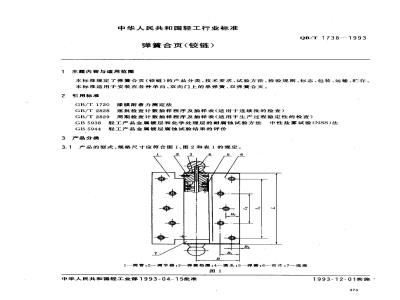
3.1产品的型式、规格尺寸应符合图1、图2和表1的规定。?
1—简管;2调节器;3—弹簧垫围;4—圆头;5-弹簧;6-页片;7—底座图1
中华人民共和国轻工业部1993-04-15批准1993-12-01实施
QB/T1738—1993
1—简管;2—调节器;3—弹黄垫围;4--图头;5—弹簧;6—页片;7—底座图2
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
3.2品种
3.2.1按结构分
基本尺寸
极限偏差
基本尺寸
极限偏差
单弹簧合页代号为D
双弹簧合页
按页片材料分
代号为S。
普通碳素钢制
代号为P:
不锈钢制代号为B
代号为T。
铜合金制
按表面处理分
涂漆代号为Q:
.涂塑代号为S,
电镀锌代号为D;
表面不作处理无代号。
3.3产品代号
3.3.1代号
3.3.2标记示例
QB/T 1738—1993
续表1
产品标准号
表面处理
弹簧合页
普通碳素钢制造、表面涂漆、规格为150mm的I型双弹簧合页。弹簧合页TY-SPQ1501
QB/T 1738
4技术要求
4.1规格尺寸应符合3.1条规定。200
4.2钢制弹簧合页简管和页片所用材料厚度应符合表2规定,其中上偏差不作规定。14
簡管材厚
页片料厚
基本尺寸
极限偏差
基本尺寸
极限偏差
QB/T1738—1993
4.3弹簧材料主要性能应不低于65Mn。125
4.4弹簧材料直径应符合表3规定,其中上偏差不作规定。表3
基本尺寸
极限偏差
— 0. 04
调节器、底座和弹簧应配合可靠,当弹簧达到表4规定的扭转角时应仍能正常使用。4.5
扭转角,)
4.6双弹簧合页简管承受表5规定的拉力时不得断裂。表5
合格品
一等品
4.7弹簧经 5.7条试验后,应符合表 6 规定。规
塑性变形,()
合格品
一等品
4.8按图3所示最大轴向间隙应符合表7规定。382
最大轴向间骤
QB/T1738-
—1993
4. 9合页装配后,在不扭紧弹簧的状态下,页片应能用手力转动。150
4.10装配圆头内应安装弹簧垫圈,并有保证弹簧垫图正常工作的结构,或采取其他防脱落措施。木螺钉孔必须为沉孔。
涂层表面应色泽均勾,合格品不应有明显的露底、流挂、皱纹等缺陷,一等品应无缺陷。4.13
涂层附着力?合格品应不低于3级,一等品应不低于2级。4.14
镀锌层应光洁均匀,不得有露底、剥落、锈蚀等缺陷。镀锌层耐腐蚀性能:经12h试验后,合格品应不低于8级,一等品应不低于9级。5试验方法
5.1对4.1条规格尺寸用相应量具测量。5.2对 4.2 条材料厚度用相应量具测量。5.3对4.3条弹簧材料查阅质量保证书。5.4对4.4条弹簧材料直径用相应量具测量。5.5对4.5条配合可靠的试验:用调节棒转动调节器达到表4的规定值,弹簧应无失效。5.6对4.6条双简管承受拉力的试验:将试件按图4安装在拉力机上承受P向拉力至规定值。图4bzxz.net
5.7弹簧扭矩和塑性变形试验:见图5,将单合页简管夹持在有负荷杆机构的三爪卡盘“A”上,内装被测弹簧;又将调节器勾住弹簧并夹持在有分度头机构的三爪卡盘\B”上,l为0.2m。调试负荷杆使其平衡,并读出测力计起始力Fc。慢慢转动分度头使测力计读数F,F。十1N,同时记下分度头读数α1。继续转动分度头,使弹簧扭转到表8规定的试验角,记下测力计的读数F2,然后反向转动分度头使测力计读383
数回到F,,同时记下分度头读数α2。QB/T1738-1993
扭矩(F2—F1)1,塑性变形=α1—α2应符合4.7条规定。测力计
试验角,\)
调节器
负葡杆
5.8对4.8条轴向最大间隙的试验:用塞尺进行测量。125
5.9对4.9条页片启闭的试验:不借助任何工具用手转动页片。150
分度头
5.10,对4.10条方圆头脱落:用相应量具,圆头内沉孔深度应小于弹簧垫圈的高度。采用其他防脱落措施的则采用专用测试机测试。测试机安装单弹簧合页,门扇重20~25kg,外力开启,自行关闭,开启频率10~15次/min,开启次数达到2000次,圆头应不脱落。5.11对 4.11 条沉孔、4.12条涂层和 4.14条镀锌层外观质量用目测进行。5.12对4.13.条涂层附着力的试验:按GB/T1720进行。5.13对4.15条镀锌层耐腐蚀性能的试验:按GB5938进行试验,按GB5944进行评价,筒管拼缝处不作考核。
6检验规则
6.1出厂检验
6.1.1产品必须经制造厂检验部门检验合格后方能出厂。6.1.2出厂检验按GB/T2828的规定进行。采用特殊检查水平S-3,正常检查-~次抽样方案,检验项目及合格质量水平(AQL)按表9规定。表9
不合格类别
检验项目
配合可靠性
弹簧强度
简管、页片材料厚度
弹簧材料
检验条款
合格质水平(AQL)
不合格类别
弹簧直径
QB/T1738
—1993
续表9
检验项目
防圆头脱落
规格尺寸
轴向间隙
页片转动
木螺钉沉孔
涂层外观
镀锌层外观
检验条款
合格质盘水平(AQL)
6.1.3对7.1条标志及7.2条包装的检验,抽检二个包装箱均应合格,若有一个不合格则加倍抽查,全部合格则判为合格批,仍有不合格则判为不合格批。6.2型式检验
当遇到下列情况之一时,应进行型式检验。新产品或老产品转厂生产的试制定型鉴定,正式生产后,如结构、材料、工艺有较大改变,可能影产品性能时,产品停产半年后,恢复生产时;正常生产的产品每年不少于一次。型式检验按GB/T2829的规定进行,采用判别水平1,一次抽样方案,样本在出厂检验的合格6.2.2
品中抽取,检验项目、判定数组、样本数及不合格质量水平(RQL)按表10规定。表10
检验项目
双弹簧简管承受拉力
涂层附誉力
镀锌层耐腐蚀性能
7标志、包装、运输、购存
7.1标志
检验条款
7.1.1内包装盒应有标志,标志内容:a.
产品名称,
产品标记;
商标;
制造厂名和产地。
样本数
不合格质量水平(RQL)
外包装应标有制造厂名和产地、产品名称、产品标记、商标、外形尺寸、毛重、出厂日期。7.2包装
产品包装应牢固,并有防潮措施。7.2.2
规定。
内包装应附有产品说明、合格证、调节棒及安装所需的木螺钉,木螺钉规格尺寸应符合表11的385
木螺钉规格
7.3运输
QB/T1738-1993
产品运输中应避免撞击、雨淋、受潮及化学品的腐蚀。7.4贮存
产品应贮存在无腐蚀性介质、空气流通、相对湿度不大于85%的仓库中。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国建筑五金标准化中心归口。200
本标准由上海铰链四厂、浙江凯旋燃气用具厂、上海市建筑五金工业研究所负责起草。自本标准实施之日起,原轻工业部部标准SG313--1983《弹簧合页》作废。386
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
弹簧合页(铰链)
1主题内容与适用范
QB/T 1738—1993
本标准规定了弹簧合页(铰链)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于安装在各种单向、双向门上的单弹簧、双弹簧合页。2引用标准
GB/T1720漆膜附着力测定法
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB5938轻工产品金属镀层和化学处理层的耐腐蚀试验方法中性盐雾试验(NSS)法GB5944轻工产品金属镀层腐蚀试验结果的评价3产品分类
3.1产品的型式、规格尺寸应符合图1、图2和表1的规定。?
1—简管;2调节器;3—弹簧垫围;4—圆头;5-弹簧;6-页片;7—底座图1
中华人民共和国轻工业部1993-04-15批准1993-12-01实施
QB/T1738—1993
1—简管;2—调节器;3—弹黄垫围;4--图头;5—弹簧;6—页片;7—底座图2
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
基本尺寸
极限偏差
3.2品种
3.2.1按结构分
基本尺寸
极限偏差
基本尺寸
极限偏差
单弹簧合页代号为D
双弹簧合页
按页片材料分
代号为S。
普通碳素钢制
代号为P:
不锈钢制代号为B
代号为T。
铜合金制
按表面处理分
涂漆代号为Q:
.涂塑代号为S,
电镀锌代号为D;
表面不作处理无代号。
3.3产品代号
3.3.1代号
3.3.2标记示例
QB/T 1738—1993
续表1
产品标准号
表面处理
弹簧合页
普通碳素钢制造、表面涂漆、规格为150mm的I型双弹簧合页。弹簧合页TY-SPQ1501
QB/T 1738
4技术要求
4.1规格尺寸应符合3.1条规定。200
4.2钢制弹簧合页简管和页片所用材料厚度应符合表2规定,其中上偏差不作规定。14
簡管材厚
页片料厚
基本尺寸
极限偏差
基本尺寸
极限偏差
QB/T1738—1993
4.3弹簧材料主要性能应不低于65Mn。125
4.4弹簧材料直径应符合表3规定,其中上偏差不作规定。表3
基本尺寸
极限偏差
— 0. 04
调节器、底座和弹簧应配合可靠,当弹簧达到表4规定的扭转角时应仍能正常使用。4.5
扭转角,)
4.6双弹簧合页简管承受表5规定的拉力时不得断裂。表5
合格品
一等品
4.7弹簧经 5.7条试验后,应符合表 6 规定。规
塑性变形,()
合格品
一等品
4.8按图3所示最大轴向间隙应符合表7规定。382
最大轴向间骤
QB/T1738-
—1993
4. 9合页装配后,在不扭紧弹簧的状态下,页片应能用手力转动。150
4.10装配圆头内应安装弹簧垫圈,并有保证弹簧垫图正常工作的结构,或采取其他防脱落措施。木螺钉孔必须为沉孔。
涂层表面应色泽均勾,合格品不应有明显的露底、流挂、皱纹等缺陷,一等品应无缺陷。4.13
涂层附着力?合格品应不低于3级,一等品应不低于2级。4.14
镀锌层应光洁均匀,不得有露底、剥落、锈蚀等缺陷。镀锌层耐腐蚀性能:经12h试验后,合格品应不低于8级,一等品应不低于9级。5试验方法
5.1对4.1条规格尺寸用相应量具测量。5.2对 4.2 条材料厚度用相应量具测量。5.3对4.3条弹簧材料查阅质量保证书。5.4对4.4条弹簧材料直径用相应量具测量。5.5对4.5条配合可靠的试验:用调节棒转动调节器达到表4的规定值,弹簧应无失效。5.6对4.6条双简管承受拉力的试验:将试件按图4安装在拉力机上承受P向拉力至规定值。图4bzxz.net
5.7弹簧扭矩和塑性变形试验:见图5,将单合页简管夹持在有负荷杆机构的三爪卡盘“A”上,内装被测弹簧;又将调节器勾住弹簧并夹持在有分度头机构的三爪卡盘\B”上,l为0.2m。调试负荷杆使其平衡,并读出测力计起始力Fc。慢慢转动分度头使测力计读数F,F。十1N,同时记下分度头读数α1。继续转动分度头,使弹簧扭转到表8规定的试验角,记下测力计的读数F2,然后反向转动分度头使测力计读383
数回到F,,同时记下分度头读数α2。QB/T1738-1993
扭矩(F2—F1)1,塑性变形=α1—α2应符合4.7条规定。测力计
试验角,\)
调节器
负葡杆
5.8对4.8条轴向最大间隙的试验:用塞尺进行测量。125
5.9对4.9条页片启闭的试验:不借助任何工具用手转动页片。150
分度头
5.10,对4.10条方圆头脱落:用相应量具,圆头内沉孔深度应小于弹簧垫圈的高度。采用其他防脱落措施的则采用专用测试机测试。测试机安装单弹簧合页,门扇重20~25kg,外力开启,自行关闭,开启频率10~15次/min,开启次数达到2000次,圆头应不脱落。5.11对 4.11 条沉孔、4.12条涂层和 4.14条镀锌层外观质量用目测进行。5.12对4.13.条涂层附着力的试验:按GB/T1720进行。5.13对4.15条镀锌层耐腐蚀性能的试验:按GB5938进行试验,按GB5944进行评价,筒管拼缝处不作考核。
6检验规则
6.1出厂检验
6.1.1产品必须经制造厂检验部门检验合格后方能出厂。6.1.2出厂检验按GB/T2828的规定进行。采用特殊检查水平S-3,正常检查-~次抽样方案,检验项目及合格质量水平(AQL)按表9规定。表9
不合格类别
检验项目
配合可靠性
弹簧强度
简管、页片材料厚度
弹簧材料
检验条款
合格质水平(AQL)
不合格类别
弹簧直径
QB/T1738
—1993
续表9
检验项目
防圆头脱落
规格尺寸
轴向间隙
页片转动
木螺钉沉孔
涂层外观
镀锌层外观
检验条款
合格质盘水平(AQL)
6.1.3对7.1条标志及7.2条包装的检验,抽检二个包装箱均应合格,若有一个不合格则加倍抽查,全部合格则判为合格批,仍有不合格则判为不合格批。6.2型式检验
当遇到下列情况之一时,应进行型式检验。新产品或老产品转厂生产的试制定型鉴定,正式生产后,如结构、材料、工艺有较大改变,可能影产品性能时,产品停产半年后,恢复生产时;正常生产的产品每年不少于一次。型式检验按GB/T2829的规定进行,采用判别水平1,一次抽样方案,样本在出厂检验的合格6.2.2
品中抽取,检验项目、判定数组、样本数及不合格质量水平(RQL)按表10规定。表10
检验项目
双弹簧简管承受拉力
涂层附誉力
镀锌层耐腐蚀性能
7标志、包装、运输、购存
7.1标志
检验条款
7.1.1内包装盒应有标志,标志内容:a.
产品名称,
产品标记;
商标;
制造厂名和产地。
样本数
不合格质量水平(RQL)
外包装应标有制造厂名和产地、产品名称、产品标记、商标、外形尺寸、毛重、出厂日期。7.2包装
产品包装应牢固,并有防潮措施。7.2.2
规定。
内包装应附有产品说明、合格证、调节棒及安装所需的木螺钉,木螺钉规格尺寸应符合表11的385
木螺钉规格
7.3运输
QB/T1738-1993
产品运输中应避免撞击、雨淋、受潮及化学品的腐蚀。7.4贮存
产品应贮存在无腐蚀性介质、空气流通、相对湿度不大于85%的仓库中。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国建筑五金标准化中心归口。200
本标准由上海铰链四厂、浙江凯旋燃气用具厂、上海市建筑五金工业研究所负责起草。自本标准实施之日起,原轻工业部部标准SG313--1983《弹簧合页》作废。386
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。