标准分类号
中标分类号:轻工、文化与生活用品>>钟表、自行车、缝纫机>>Y17缝纫机
出版信息
出版社:中国轻工业出版社
页数:6页
标准价格:10.0 元
出版日期:1993-02-01
相关单位信息
起草人:计小康、陈炳坤
起草单位:上海市缝纫机研究所
提出单位:轻工业部质量标准司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了家用缝纫机机针(以下简称“机针,)的技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于家用缝纫机机针。 QB/T 1514-1992 家用缝纫机机针 QB/T1514-1992
标准内容
中华人民共和国轻工行业标准
家用缝纫机
主题内容与适用范团
QBT1514---1992
本标准规定了家用缝纫机机针(以下简称“机针”)的技术要求、试验方法,检验规卿、标志、包装、运输和贮存。
本标准适用于家用缝纫机机针。2引用标准
ZBY 17004
缝纫机钱装
3 术语、代号
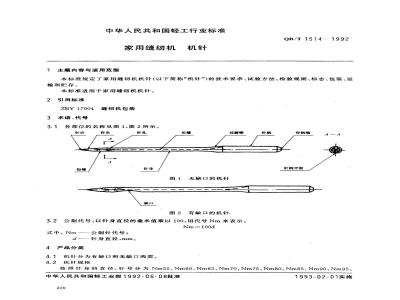
3.1各部位的名称见图1、图2所示。针尖
无缺口的机针
过渡锥
图2有缺口的机针
3.2公制代号:以针身直径的毫米值乘以100,用代号Nm来表示。Nm 100d
式中:Nm-公制针代号;
针身直径,mm。
4产品分类
4.1机针分为有缺口和无缺口两类。4.2机针规格
针平面
按照针身的直径,针号分为Nm55.Nm60、Nm65、Nm70.Nm75.Nm80.Nm85、Nm90.Nm95中华人共和国轻工业部1992-06-08批准210
1993-02-01实施
Nm100,Nm105,Nm110等。
4.3型式和尺呼
QB/T 1514-1992
型式和尺寸按图3、图4和表1规定。K
图3无缺口的机针
2. 02-t-0. 03
有缺口的机针
0.2440.33
0.10±0.0533.9±0.20
5技术要求
2.02±0.03
QB/T1514—1992
续表1
5.1机针尺寸应符合表1中的规定。0.43
0.10±0.0533.9±0.20
5.2机针表面、针槽和针孔应光滑,针孔与针槽的连接处应有圆弧过渡,针尖应锋利。5.3机针应经热处理,其硬度不低于580HV。5.4机针表面应镀镍或镀铬。表面应光洁,不应有毛刺、剥皮、锈点等缺陷。5.5机针应具有弹性,经弹性测试后,其塑性变形量应不大于表2规定。5.6机针在规定的条件进行缝纫试验时,断线不超过1次(不包括其他因素造成的断线)。表2
塑性变形量mm
6试验方法
6.1尺寸测量
6. 1.1 针柄直径α 的测量
沿着针柄轴线方向,用精度为0.01mm外径千分尺测量。6.1.2机针总长L的测量
用精度为0.02mm游标卡尺测量。6.1.3针身直径d的测量
沿着针身轴线方向,在图5所示范围内用精度为0.01mm外径千分尺在不含针槽的针身表面测量。22
6.1.4针柄端至针孔距离1的测量212
测量范围
QB/T1514--1992
按图6所示在专用测量仪上进行测量。图6
6.1.5针柄平面与针身之间的距离2的测量在专用的平直测试仪上进行测量,见图7所示。26
6.2表面质量的检验
在自然光线下用6倍放大镜目测,或对照标样。6.3硬度的测定
测量部位
用金相镶嵌方式固定被测机针,针身的取样长度不小于6mm,磨出一平面,用显微硬度计(载荷不大于9.8N)测定缺口以外针身上任意两点的硬度,取其平均值。6.4机针弹性试验
将针柄的全长固定,在长槽方向一面的针孔中心施加一个渐进的载荷P,使其弯曲4mm,保持3s后卸荷,针身弹回后,测量针孔处的塑性变形量,见图8示。P
6.5缝纫试验时,家用缝纫机转速为1000士20r/min,线迹长度为3.6mm,缝料为6层130中平布。缝213
QB/T 1514
线为14tex×3~~4(42/3)棉线,连续缝纫长度10m。测定机针断线次数。同1支针断线次数超过本标准5.6条规定时充许复测一次进行判定。7检验规则
7.1机针出厂必须经企业质量检验部门检查合格,并附有检验合格证。7.2检验分类
7.2.1出厂检验
收货方有权按本标准的规定,对出厂检验项目进行检验验收。7.2.2型式检验
企业应对正常生产的产品每月按本标准的规定进行型式检验。7.3不合格类别及检验分类
检验项目、不合格类别、检验分类见表3。表3
检验项目
针柄直径司
针身直径d
机针总长L
针柄端至针孔距离1
针柄平面与针身间的距离
表面质最
弹性试验
缝纫试验
7.4抽样方法
7.4.1出厂检验抽样
试验方法
不合格类别
检验分类
出厂检验
由收货方在企业送检的产品批中随机抽取机针10包(每包10支),测试项目用4包。7.4.2型式检验抽样
型式检验
由企业或企业的主管部门在企业仓库、包装线或市场上随机抽取10包(每包10支),测试项目用4包。
7.5判定规则
7.5.1被抽查1包(10支)机针样品的检验结果,必须其B类和C类质量特性同时合格,才能判定本批产品合格。
7.5.2B类质量特性不合格项次不超过.3个(含3个),则判定本批产品的B类质量特性合格;出现有4个以上(含4个)不合格项次时,从备用样品中再抽查1包,对不合格项进行复验,复验结果不合格项次不超过3个(含3个),则仍判本批B类质量特性合格;出现仍有4个以上(含4个)不合格项次,则判定本批B类质量特性不合格。
7.5.3C类质量特性不合格项次不超过6个(含6个),则判定本批C类质量特性合格;出现有7个或7个以上不合格项次时,从备用样品中再抽查1包,对不合格项进行复验,复验结果不合格项次不超过6个(含6个),则仍判定本批C类质量特性为合格;出现不合格项次有7个或7个以上,则应判定本批C类质量特性不合格。
8标志、包装、运输、贮存
8.1标志
8.1.1产品标志
QB/T 1514--1992
在针柄圆柱表面上应刻上制造厂的商标和公制针号,或根据订货单位的需要刻上商标和针号,见图9所示。
8.1.2小包装和中包装标志
制造厂厂名、厂址,
产品名称商标;
产品型号规格或数量等标记;wwW.bzxz.Net
制造日期(或编号)或生产批号。d.
8.1.3外包装标志
按ZBY17004的规定。
8.2包装、运输、贮存
按ZBY17004的规定。
附加说明:
本标准由轻工业部质量标准司提出。本标准由全国缝纫机标准化中心归口。本标准由上海市缝纫机研究所负责起草。本标准主要起草人计小康、陈炳坤。215
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。