标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y96家具加工机械
关联标准
出版信息
出版社:中国轻工业出版社
页数:7页
标准价格:12.0 元
出版日期:1993-02-01
相关单位信息
起草人:张明玉
起草单位:长春市工业刀片厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了木工机用异型刨刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输贮存。本标准适用于木工机用异型刨刀(以下简称异型刨刀)。 QB/T 1529-1992 木工机用异型刨刀 QB/T1529-1992
标准内容
中华人民共和国轻工行业标准
木工机用异型刨刀
主题内容与适用范围
QB/T 1529--1992
本标准规定了木工机用异型刨刀的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于木工机用异型刨刀(以下简称异型刨力)。2引用标准
GB/T230金属洛氏硬度试验方法
GB/T 700
普通碳素结构钢
木工平刨床精度
JB/T 2686
YB/T12高速工具钢技术条件
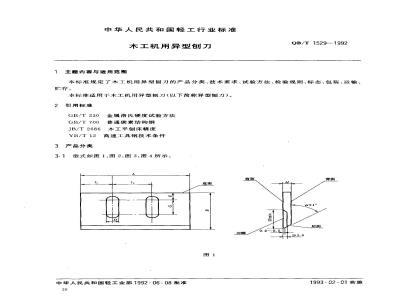
3产品分类
型式如图1、图2、图3、图4所示。3.1
中华人民共和国轻工业部1992-06-08批准26
标准行业浴料下制
0. 2 ~0. 5
1993-02-01实施
QB/T1529—1992
各车标准行业浴料负费下
在士1
3.2尺寸如表1。
基本尺寸
4技术要求
极限偏差
QB/T 1529—1992
0.2 ~0. 5
4.1产品应符合本标准的规定,并按规定程序批准的图样和技术文件制造。4.2异型刨刀刃钢应采用符合YB/T12规定的W18Cr4V或不低于其性能的其他材料制造,刀体应采用符合GB/T700规定的A3或不低于其性能的其他材料制造。4.3刃钢热处理硬度HRC59~63,同片硬度差不大于HRC3,金相组织为回火马氏体,其针叶长度不大于三级,网状碳化物不超过二级。28
各类标注行业落利负费下款
QB/T 1529---1992
4.4刀体与刃钢应焊接牢固,不允许开焊、夹灰及明显药线存在。4.5刀片表面粗糙度:前面R≤0.8μm、背面R≤1.6μm、后面R≤0.8um、其余R.≤6.3μm。4.6
刃钢不允许有裂纹、黑皮、锈蚀等缺陷。异型刨刀切削刃宽度方向上的直线度见表2。4.7
4.8配套使用的刨刀应成组配重,一组中每片质量差不大于2g。4.9异型刨刀经性能试验后不得有卷刃、崩刃或显著变钝的现象。5试验方法
检测简图见附录A(补充件)。
100≤200
5.1异型刨刀的切削性能试验,应在符合JB/T2686规定的机床上进行试验,按表3进行。表3
切削本材含水率
12%~~18%
硬质木材
刀轴转数
进给速度
表面粗糙度用表面粗糙度比较样块对照目测。5.3几何尺寸用通用量具检测。
切削刃直线度用平尺、塞尺检测。5.5刃钢硬度用金属洛氏硬度计检测。5.6异型刨刀组成配重用天平检测。6.检验规则
6.1出厂检验
切削深度
连续切削时间
产品必须经厂质量检验部门按本标准要求逐片进行检验,合格后填发合格证方可出厂。6.2型式检验
6.2.1批量生产的产品按本标准第4章、第5章规定的项目检验。凡遇下列情况之一必须做型式检验。a.免费标准bzxz.net
新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;产品长期停产后,恢复生产时;国家质量监督机构提出进行型式检验要求时。d.
型式检验从当批产品中抽取3%,最少不得少于两片逐项进行检验。经检验有一项不合格加倍6.2.2
抽检;如仍不合格视该批产品为不合格。标志、包装、运输、贮存
7.1异型刨刀必须清晰的印上商标、型号、规格、材料。7.2产品包装前应进行防锈处理,包装箱外应注明下列标志。收货单位及地址,
产品名称及型号;
木箱尺寸(长×宽×高)净重和毛重;29
五各类标注行业资科免费下载
制造单位及地址;
出厂日期;
f.防潮、轻放标志。
QB/T1529—1992
7.3刨刀的包装型式应保证在运输过程中刨刀不受损伤。7.4产品应放在通风干燥的库房内,不得与腐蚀性物品放在一起,贮存期为一年,如超期存放,出厂前应进行复检。
标准搜专网wwm.bzso50.com华类标准行业资科分费一载序号
切削刃直线度
QB/T 1529—1992
附录A
异型刨刀质量检测方法
(补充件)
检测方法
用游标卡尺检测
用游标卡尺测距两端10mm
处两点
用千分尺测距底面10mm处、
离两端 10 mm 部位,测两点
用万能角度尺测量
将刨刀前面与平尺垂直,刃口
紧靠在平尺上,在全长方向用塞尺测其间隙
在萍硬区均布取3点,按
GB/T230进行测量
用天平测量
注:表内简图中△,、A,表示测量刃口直线度实测值行准牌地网店
本标准工业浴料高费下载
检测器具
游标卡尺
游标卡尺
千分尺
方能角度尺
金属洛氏
硬度计
附加说明:
本标准由轻工业部技术装备司提出。QB/T1529--1992
本标准由全国家具机械标准化中心归口。本标准由长春市工业刀片厂负责起草。本标准主要起草人张明玉。
标准搜专网wwm.bzs050.20m华类标准行业资科分费一载
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。