标准分类号
中标分类号:轻工、文化与生活用品>>钟表、自行车、缝纫机>>Y17缝纫机
关联标准
出版信息
出版社:中国轻工业出版社
页数:4页
标准价格:8.0 元
出版日期:1993-04-01
相关单位信息
起草人:董学军、陈家联、郑鹤林
起草单位:上海协昌缝纫机厂
提出单位:轻工业部质量标准司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了家用缝纫机推板的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存 。本标准适用于家用缝纫机推板。 QB/T 1573-1992 家用缝纫机推板 QB/T1573-1992
标准内容
中华人民共和国轻工行业标准
家用缝纫机
主题内容与适用范围
QB/T1573—1992
本标准规定了家用缝纫机推板的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮本标准适用于家用缝纫机推板。2
引用标准
包装储运图示标志
GB 191
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB5926轻工产品金属镀层和化学处理层的外观质量测试方法GB5930
轻工产品金属镀层的厚度测试方法点滴法轻工产品金属镀层的结合强度测试方法GB5933
GB5934
轻工产品金属镀层的硬度测试方法显微硬度法GB 5938轻工产品金属镀层和化学处理层的耐腐蚀试验方法中性盐雾试验(NSS)法ZBY 17011
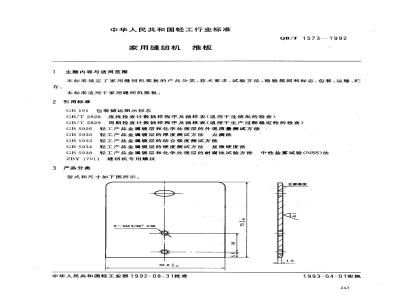
3产品分类
缝纫机专用螺纹
型式和尺寸如下图所示。
主要表面
2— SM 3/32\ X56
中华人民共和国轻工业部1992-08-31批准3
1993-04-01实施
4技术要求
4.1主要尺寸应符合下列规定:
a.长度:73-0.3mm;
b,宽度:63.8-a.19mm
两螺孔中心距18mm
QB/T 1573—1992
4.2两螺孔SM3/32\×56应符合ZBY17011的二级精度规定。4.3电镀层防腐蚀能力为连续喷雾36h,耐腐蚀等级不低于7级。4.4电镀层主要表面粗糙度值应不大于R.0.1。4.5镀铬层摩度应不小于0.3转m。4.6电镀层硬度应不小于450HV0.05。4.7电镀层结合应牢固,镀层与镀件或镀层之间不应有任何形式的分离。4.8电镀层无锈蚀、剥离,主要表面应无明显的气泡、泛点、针孔和毛刺,且光凝、平整,色泽基本致。4.9镀层表面应平整,无明显的条纹状和凹凸。5试验方法
5.1第4.1条规定的尺寸选用相应精度等级的量具测量。5.2第4.2条规定的螺孔用专用螺纹量规测量。5.3电镀层耐腐蚀能力按GB5938的规定测量。5.4电镀后主要表面粗糙度按GB5926的规定测量。5.5镀铬层厚度按GB5930的规定测量。5.6电镀层硬度按GB5934的规定测量。5.7结合强度按GB5933的规定测定。5.8第4.8条在光照度600±2001x光线下,检验距离为300mm目测。5.9第4.9条用标样对比判定。
6检验规则
6.1产品经检验部门检验合格,并附有检验合格证才能出厂6.2检验分类
6.2.1出厂检验
在订货合同规定的期限内按表1规定的出厂检验项目进行。表1
检验分类
检验项目
电镀层外观质量
镀铬层厚度
电镀层硬度
电镀层结合强度
文编号
出厂检验
合格质量
不合格
型式检验
判别水平
不合格
质遥水平
检验项目
两螺孔中心距
两螺孔精
主要表糕糖度
电镀层防廣蚀能力
主要表面平整度
6.2.2型式检验
验分类
QB/T 1573—1992
续表1
文编号
委·集
对正常生产的产品每半年按表1规定的项目进行出厂检验
合格质素
不合格
型戏检验
刻水平
不合格
质量水平
6.3产品不合格分类按照GB/T2828的规定为B、C两类。各检验项目的不合格分类应符合表1的规定。
6.4检验方法
6.4.1出厂检验方法
6.4.1.1出厂检验按GB/T2828规定的次正常抽样方案,检查水平合格质量水乎应符合表1的规定。
6.4.1.2样本的抽取
逐批检查的样本,应从被送验的检查批中随机抽取。6.4.1.3单件产品质量的判定
单件产品质量按表2的分组规定判定。凡发现有一项或一项以上B类项目不合格,剿判该件产品不合格。C类项在单件产品中不作判定,按全部样本累计不合格项目总数计算,在产品批质量中判定。其一、二组中的B类项目按不合格品数计,三中的C类项目按不合格项数计。6.4.1.4产品批质量的判定
样本全部检验后,按表2规定的检查批量大小及批质量判定数组判定。凡样本中每组不合格数小于等于合格判定数4。,则判该批产品合格,若任组不合格数大于等于不合格判定数R。,则判该批产品不合格。
批薰花团
151-280
281-500
501~1200
1201-3200
3201-10000
10001-35000
6.4.2型式检验方法
6.4.2.1检验项目为本标准规定的全部技术求。定期按GB/T2829规定的一次抽样方案进行检验,判别水平及不合格质量水平应符合表1的规定。6.4.2.2样本的抽取
QB/T 1573. 1992
检查的样本应从遂批检查合格批或若干批中抽取,其样本大小按表3规定。表3
6.4.2.3单件产品质量的判定
按照本标准6.4.1.3条规定的方法进行。6.4.2.4产品周期检查的判定
经单件产品质量判定后,按表3规的检查样本大小及判定数组判定,丸样本检查结果每组不合格数都小于等于合格判数A。,则判该开期产品合格,如任一组不合格数大于等于不合格判定数R。,厕判该周期严品不合格。
6.5被判为不合格的提交检查批应由制造厂进行全数检验,在剔除不合格品后重新组批交验,提交复验时须附复验记录,如该复验批仍判为不合格,则该批产品不得再申请验收。6.6在判为合格的检查批中,应把检验中发现的不合格品整修为合格品,或用同类合格品替换。7标志、包装、运输、贮存
7.1外包装应标有:bzxZ.net
产品型号、名称、数量:
供号、货号;
箱体尺寸:
d、净重、毛重;
制造广厂名、出广日期。
7.2储运图示标志应符合GB191的规定。7.3产品包装时每两块正面相叠,中间用17g/m白拷贝纸隔开,50块装一盒,涂101防锈油后封盒。盒外贴合格证标志,再用双瓦楞纸箱包装,每箱装8盒,封箱后用打包带在长度方向中间捆扎一道7.4产品在装卸、运输时应保持清洁、干燥,不得抛掷,不得雨淋,不得与廣蚀性物品起装运。7.5产品必须贮存在干燥通风并能防止雨雪的室内,相对湿度不大于80%,禁止与腐蚀性物品一起存放。
7.6在正常贮存六个月内应保证产品质量。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国缝纫机标准化中心妇口。本标准由上海协喜缝纫机厂负责超草。本标雁主要起草人童学军、陈家联、郑鹤林。246
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。