标准分类号
中标分类号:轻工、文化与生活用品>>钟表、自行车、缝纫机>>Y17缝纫机
关联标准
出版信息
出版社:中国轻工业出版社
页数:4页
标准价格:8.0 元
出版日期:1993-04-01
相关单位信息
起草人:萤学军、陈家联、郑鹤林
起草单位:上海协昌缝纫机厂
提出单位:轻工业部质盆标准司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了GN1型包缝缝纫机针板的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于GN1型包缝缝纫机针板。 QB/T 1580-1992 工业用缝纫机GN1型包缝缝纫机针板 QB/T1580-1992
标准内容
中华人民共和国轻工行业标准
工业用缝纫机
主题内容与适用范围
GN1型包缝缝纫机针板
QB/T1580—1992
本标准规定了GN1型包缝缝纫机针板的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于GN1型包缝缝纫机针板。2 引用标准
包装储运图示标志
GB 191
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3产品分类
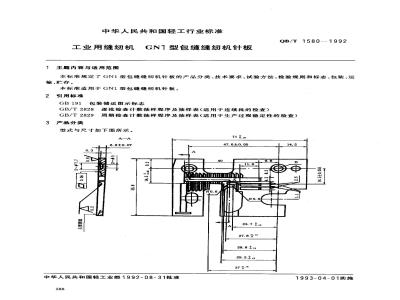
型式与尺寸如下图所示。
2.2±0.07
型率手
中华人民共和国轻工业部1992-08-31批准286
47.6±0.05
23.7 0.13
29. 2 0.
3710 16
1993-04-01实施
4技术要求
4.1主要尺寸应符合下列规定:
QB/T 1580-1992
a。两沉孔中心距离47.6±0.05mm;b.针槽中心线到两沉孔中心连线的距离14.5士0.055mm;c.B孔轴线至舌部顶端距离23.7_0.13mm;d.B孔轴线至针槽边缘距离27.8+g.13mm;e.B孔轴线至梗子边缘距离28.8-0.21mm;f.B孔轴线至刀门67°距离29.2_0.13mm,g,B孔轴线至刀门距离37+g16mm,h.B孔轴线至刀门缺口距离14.5_0.0gmm。4.2主要表面粗糙度值应不大于R.0.8。4.3舌部过线部位光滑无棱边,表面粗髓度值应不大于R.0.2。4.4主要表面平面度应不大于0.06mm。4.5针板整体率火,其硬度应不低于500HV5。5试验方法
5.1第4.1条中,针槽中心线到两沉孔中心连线的距离尺寸与允许误差用专用检模测量,其方法如下:a、将被检针板与专用检模底板重叠,相应孔对齐;b.将两孔塞规插人两孔定位;
c.将针槽塞规试插针槽,插入为合格。其余尺寸及允许误差选用相应精度等级的量具测量。5. 2 主要表面粗糖度用标样对比判定。5.3舌部过线部位目测判定,或样板对照。5.4主要表面平面度用标样对比判定。5.5淬火硬度用维氏硬度计测定,测针板正表面上三点,其中须有一点在舌部,取算术平均值。6检验规则
6.1产品经检验部门检验合格,并附有检验合格证才能出厂。6.2检验分类
6.2.1出厂检验
在订货合同规定的期限内按本标准表1规定的出厂检验项目进行。表1
检验项目
针槽中心线到两况孔中心连
线距离
两沉孔中心距离
热处理萍火
B孔轴线至舌部顶端距离
B孔轴线至针槽边缘距离
检验分类
条文编号
一型式技术要求
出厂检验
试验方法梭查水平
合格质
量水平
不合格
型式检验
判别水平
不合格
质量水平
检验项目
B孔辅线至種子边缘距离
B孔轴线至刀门67°距离
B孔轴线至刀门距离
B孔辅线至刀门缺口距离
主要表面粗礼度
舌部过线部位光滑
主要表面平面度bZxz.net
检验分类
QB/T 1580--1992
条文编号
出广梭验
出广型式技术要求试验方法检查水平4.1e
合格质
量水平
不合格
型式检验
判别水平
不合格
质量水平
6.4.1.1出厂检验按GB/T2828规定的-次常抽样方案。检套水平,合格质水平应符合表1的规定。
6.4.1.2样本的抽取
逐批检查的样本应从被送检的检查批中随机抽取。6.4.1.3单件产品质量的判定
单件产品质按表2的分组规定判定:凡发现有一项或一项以上B类项目不合格,测判该件产品不合格。C类项目在单件产品中不作判定,按全部样本累计不合格项目总数计算,在产品批质量中判定。其、二、三组中的B类不合格项目按不合格品数计,四组中的不合格项目按不合格项数计。6.4.1.4产品批质量的判定
样本全部检验后,按表2规定的检查批量大小及批质量判定数组判定。凡样本中每组不合格数都小于等于合格判定数A,则判该批产品合格;若任组不合格数大于等于不合格類定数R,判该批产品不合格。
批量范团
151~280
281~500
5011200
12013200
3201~10000
10001~35000
6.4.2型式检验方法
6.4.2.检验项目为本标准规定的全部技术要求。定期按照GB/T2829规定的次抽样方案,判别水平及不合格质量水平应符合表1的规定。6.4.2.2样本的抽取
检查的样本应从逐批检查合格批或若干批中取。6.4.2.3单件产品质量的判定
按照本标准6。4,1、3条规定的方法进行。6.4.2.4型式检验的判定
QB/T 1580-1992
经单件产品质基判定后,按表3规定的检查样本大小及判定数组判定,凡样本检查结果每组不合格数都小于等于合格判定数A,则判该型式检验合格。如任一维不合格数大于等于不合格判定数R。,则判数式检验不合格。
6.5被判为不合格的提交检查批,应由制造进行全数检验,在别除不合格品后重新组批交验,提交复验时须附复验记录,如该复验批仍判为不合格,该批产品不得再申请验收。6.6在判为合格的检查批中,应把检验中发现的不合格品整修为合格品,或用同类合格品替换。7标志、包装、运输、贮存
7.1外包装应标有:
a产品型号、名称,数量:
b.供号、货号:
c.箱体尺寸#
净重,毛重
e、制造厂广名、出广日期。
7.2储运图示标志应符合GB191的规定。7.3产品包装按每40块装盒,涂101防锈油后封盒,盒外贴合格证标志,再用双瓦纸箱包装,每箱装8盒,封箱后用打包带在长度方向中间捆扎一道。7.4产品在装卸、运输时应保持清洁、干燥,不得抛挪,不得丽淋,不得与腐蚀性物品一起装运。7.5产品必须贮存在干燥通风并能防止雨雪的室内,相对湿度不大芋80%,禁止与腐蚀性物品起存放。
7.6在正常整存六个月内应保证产品质量。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国缝纫机标准化中心归口。本标准由上海协昌缝纫机厂负责起草。本标准主娶起草人董学军、陈家联、郑鹤林。289
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。