QB/T 2144-1995
基本信息
标准号: QB/T 2144-1995
中文名称:家用缝纫机 摆梭
标准类别:轻工行业标准(QB)
英文名称: Shuttle shuttle for household sewing machines
标准状态:现行
发布日期:1995-10-24
实施日期:1996-06-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:114891
标准分类号
中标分类号:轻工、文化与生活用品>>钟表、自行车、缝纫机>>Y17缝纫机
关联标准
替代情况:原标准号GB 4524-1984
出版信息
出版社:中国轻工业出版社
页数:4页
标准价格:8.0 元
出版日期:1996-06-01
相关单位信息
起草人:徐兵
起草单位:上海华莘缝纫机零件厂
提出单位:中国轻工总会质量标准部
发布部门:中国轻工总会
标准简介
本标准规定了家用缝纫机摆梭的产品分类、技术要求、试验方法、梭验规则和标志、包装、运输、贮存。本标准适用于JA,JB,JH型家用缝纫机摆梭,其他缝纫机摆梭可参照使用. QB/T 2144-1995 家用缝纫机 摆梭 QB/T2144-1995 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国轻工行业标准
家用缝纫机
1主题内容与适用范阅
QB/T 2144--1995
本标准规定了家用继纫机摆梭的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、存。
本标推适用于JA,JB、JH型家用纫机摆梭,其他缝纫机摆梭可参照使用。2引用标准
GB/T2828逐批检查计数抽样序及抽样表(适用手连续批的检查)GB4342金属显徽维氏硬度试验方法3产品分类
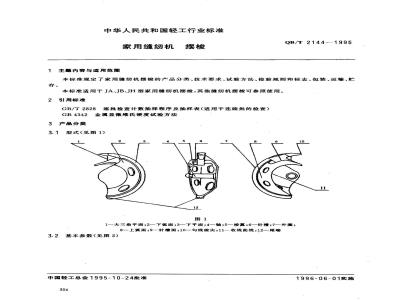
3.1型式(见图1)
1大三角平面;2—下饿面,3-下平面,4-轴:5—梭双:6-针槽;7—外图;8—上弧面,9-~针槽面;10—勾线梭尖:11-收线曲线;12-尾端3.2基本参数(见图2)
中国轻工总会1995-10-24批准
1996-06-01买施
4技术要求
4.6h8(a.o
QB/T2144-—1995
15H12(+0.18)
1.8+o. 25
摆梭主要尺寸应符合3.2条规定。4.1
4.2与缝线接触的部位应光滑无锐棱。4.3摆梭表面无锈斑和明显伤痕,商标标志清晰。4.4表面粗糙度应符合3.2条规定。(60 g
单位:mm
4.5外圆及下平面对$4.4mm轴线的跳动应符合3.2条规定。4.6表面硬度不低于500HV2。
5试验方法
iikAoNniKAca
5.1Φ4.4=8:,g42.6-8.030,g4.6-8.018mm分别用测量范围为0~25,25~50精度为0.002mm的外径千分尺测试;1.8+925mm用量规测试;13+918mm用专用量具测试(见图 3)。图3
5.2与缝线接触部位用目测和手感在光照度为600士2001x,距离为300mm的自然光线下检查。5.3摆梭外观和商标标志用目测在光照度为600士200lx,距离为300mm的自然光线下检查。5.4表面粗糙度用粗糙度样板目测对比。5.5外圆及下平面对4.4mm轴线的跳动测试见图4、图5。355
QB/T2144-1995
5.5.1外圆测试部位自大三角平面外侧起至距尾角5mm的范围内。5.5.2下平面测试部位自大三角乎面后2mm起至尾角5mm的慈团内。图5wwW.bzxz.Net
5.6表面硬度按GB4342或类似方法试验,最后仲裁按GB4342的规定。测试部位为下平面上任意三点。
6检验规则
6.1产品须经制造厂技术检验部门检验合格,每盒应附有产品合格证才能出厂6.2收货方有权在订货合同规定的验收期限内,按本标准规定的检验项目和计数抽样检查方案对提交检查批进行验收检验。
6.3检验项目、检查水平、不合格分类、合格质量水平按表1规定。表薰
检验项目
4. 6h8_8.018
过线部位光滑无锐校
表面硬度500HV2
042.6h8-8.039
地4.4d10二8:88
13H12+8
两平面及外圆囊面粗髓度
外圆对4.4轴线的践动
下平面对,4轴线的跳动
外观无锈斑和显伤痕,商标清晰章
技术要求
试验方法
检查水平
不合格分类
合格质量水平
6.4产品以组批方式交货,单位产品是每个摆梭,样本应从提交检查批中随机抽取,抽样方案类型为一次抽样方案,
6.5抽样方案的严格性按GB/T2828规定,一次正常检查抽样方案按表2。356
91~150
151-280
281500
5011200
12013200
320110000
QB/T2144-
-iiAoNiKAca
6.6批合格性判断,第一、第二组以不合格品数计,第三组以不合格数计。全部合格为批合格,有一组不合格即为批不合格。
6.7被判为不合格的提交检查批应由制造厂进行全数检验,在别除不合格品后重新组批交验,提交检验时须附复验记录。如该批仍判为不合格,则该批产品不得再申请验收。6.8在判为合格的检查批中应把检验中发现的不合格品用间类的合格品替换或整修为合格品。7标志、包装、运输、贮存
7.1摆梭上应有制造厂商标标志。包装纸盒上应标明产品型号、名称、数量、制造厂名及厂址、生产日期、采用标准号及质量认证标志7.21
7.3产品包装前应经防锈处理。
7.4产品采用中性蜡纸或塑料袋包装后装人专用纸盒。7.5产品在运输、装卸时应保持清洁、干燥,不得抛掷,严禁雨淋,不得与腐蚀性物品一起装运。7.6产品必须贮存在干燥通风,并能防止翻需的室内,室内相对湿度不得大于80%,禁止与腐蚀性物品一起存放。
7.7在正常贮存六个月内保证产品质量,不得生锈。附加说期:
本标准由中国轻工总会质量标准部提出。本标准由全国缝纫机标准化中心归口。本标准由上海华萃缝纫机零件厂负责起草。本标准主婴起草人徐兵。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
家用缝纫机
1主题内容与适用范阅
QB/T 2144--1995
本标准规定了家用继纫机摆梭的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、存。
本标推适用于JA,JB、JH型家用纫机摆梭,其他缝纫机摆梭可参照使用。2引用标准
GB/T2828逐批检查计数抽样序及抽样表(适用手连续批的检查)GB4342金属显徽维氏硬度试验方法3产品分类
3.1型式(见图1)
1大三角平面;2—下饿面,3-下平面,4-轴:5—梭双:6-针槽;7—外图;8—上弧面,9-~针槽面;10—勾线梭尖:11-收线曲线;12-尾端3.2基本参数(见图2)
中国轻工总会1995-10-24批准
1996-06-01买施
4技术要求
4.6h8(a.o
QB/T2144-—1995
15H12(+0.18)
1.8+o. 25
摆梭主要尺寸应符合3.2条规定。4.1
4.2与缝线接触的部位应光滑无锐棱。4.3摆梭表面无锈斑和明显伤痕,商标标志清晰。4.4表面粗糙度应符合3.2条规定。(60 g
单位:mm
4.5外圆及下平面对$4.4mm轴线的跳动应符合3.2条规定。4.6表面硬度不低于500HV2。
5试验方法
iikAoNniKAca
5.1Φ4.4=8:,g42.6-8.030,g4.6-8.018mm分别用测量范围为0~25,25~50精度为0.002mm的外径千分尺测试;1.8+925mm用量规测试;13+918mm用专用量具测试(见图 3)。图3
5.2与缝线接触部位用目测和手感在光照度为600士2001x,距离为300mm的自然光线下检查。5.3摆梭外观和商标标志用目测在光照度为600士200lx,距离为300mm的自然光线下检查。5.4表面粗糙度用粗糙度样板目测对比。5.5外圆及下平面对4.4mm轴线的跳动测试见图4、图5。355
QB/T2144-1995
5.5.1外圆测试部位自大三角平面外侧起至距尾角5mm的范围内。5.5.2下平面测试部位自大三角乎面后2mm起至尾角5mm的慈团内。图5wwW.bzxz.Net
5.6表面硬度按GB4342或类似方法试验,最后仲裁按GB4342的规定。测试部位为下平面上任意三点。
6检验规则
6.1产品须经制造厂技术检验部门检验合格,每盒应附有产品合格证才能出厂6.2收货方有权在订货合同规定的验收期限内,按本标准规定的检验项目和计数抽样检查方案对提交检查批进行验收检验。
6.3检验项目、检查水平、不合格分类、合格质量水平按表1规定。表薰
检验项目
4. 6h8_8.018
过线部位光滑无锐校
表面硬度500HV2
042.6h8-8.039
地4.4d10二8:88
13H12+8
两平面及外圆囊面粗髓度
外圆对4.4轴线的践动
下平面对,4轴线的跳动
外观无锈斑和显伤痕,商标清晰章
技术要求
试验方法
检查水平
不合格分类
合格质量水平
6.4产品以组批方式交货,单位产品是每个摆梭,样本应从提交检查批中随机抽取,抽样方案类型为一次抽样方案,
6.5抽样方案的严格性按GB/T2828规定,一次正常检查抽样方案按表2。356
91~150
151-280
281500
5011200
12013200
320110000
QB/T2144-
-iiAoNiKAca
6.6批合格性判断,第一、第二组以不合格品数计,第三组以不合格数计。全部合格为批合格,有一组不合格即为批不合格。
6.7被判为不合格的提交检查批应由制造厂进行全数检验,在别除不合格品后重新组批交验,提交检验时须附复验记录。如该批仍判为不合格,则该批产品不得再申请验收。6.8在判为合格的检查批中应把检验中发现的不合格品用间类的合格品替换或整修为合格品。7标志、包装、运输、贮存
7.1摆梭上应有制造厂商标标志。包装纸盒上应标明产品型号、名称、数量、制造厂名及厂址、生产日期、采用标准号及质量认证标志7.21
7.3产品包装前应经防锈处理。
7.4产品采用中性蜡纸或塑料袋包装后装人专用纸盒。7.5产品在运输、装卸时应保持清洁、干燥,不得抛掷,严禁雨淋,不得与腐蚀性物品一起装运。7.6产品必须贮存在干燥通风,并能防止翻需的室内,室内相对湿度不得大于80%,禁止与腐蚀性物品一起存放。
7.7在正常贮存六个月内保证产品质量,不得生锈。附加说期:
本标准由中国轻工总会质量标准部提出。本标准由全国缝纫机标准化中心归口。本标准由上海华萃缝纫机零件厂负责起草。本标准主婴起草人徐兵。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。