标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
关联标准
出版信息
出版社:中国轻工业出版社
页数:3页
标准价格:8.0 元
出版日期:1993-07-01
相关单位信息
起草人:昊桂华、卿文祥
起草单位:宜宾造纸机械厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了造纸机械用普通钢管辊类的技术要求、试验方法、检验规则及标志、包装、运输、贮存等。本标准适用于造纸机用胸辊、案辊、伏辊、驱网辊、导辊、引纸辊、舒展辊和其他普通钢管辊类辊筒。 QB/T 1422.5-1992 造纸机械通用部件普通钢管辊技术条件 QB/T1422.5-1992
标准内容
中华人民共和国轻工行业标准
普通钢管辊技术条件
造纸机械通用部件
主题内容与适用范围
QB/T 1422.5—1992
本标准规定了造纸机械用普通钢管辊类的技术要求、试验方法、检验规则及标志、包装、运输、贮存等。
本标准适用于造纸机用胸辊、案辊、伏辊、驱网辊、导辊、引纸辊、舒展辊和其他普通钢管辊类辑筒。2引用标准
GB191包装储运图示标志
GB/T1184形状和位置公差未注公差的规定GB/T1958形状和位置公差检测规定GB5799造纸机械辑筒与烘缸动平衡GB/T6388运输包装收发货标志
GB/T9895胶辊表面特性的分类
GB/T 9897
造纸胶辑辊技术条件
GB/T14253轻工机械通用技术条件JB/T8产品标牌
JB/T2836电式产品的电镀层和化学覆盖层3技术要求
普通钢管辊(以下简称产品)必须符合本标准规定,并按经规定程序批准的工作图及技术文件制造。
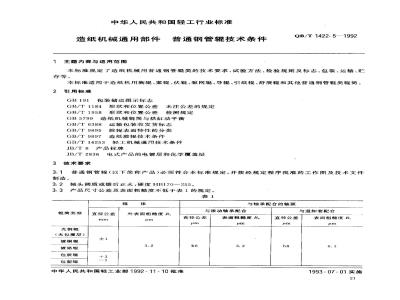
3.2轴头调质或锻后正火,硬度HB170~255。3.3产品尺寸公差及表面粗糙度不低于表1的规定。表1
辊简类型
光钢辊
(无包覆层)
镀铜辊
镀铬辊
包胶辐
包塑辊
直径公差
外表面粗糙度 R.
与滚动轴承配合
直径公差
中华人民共和国轻工业部1992-11-10批准与轴承配合的轴颈
与退卸套配合
表面粗糙度 R
直径公差
表面粗糙度 R.
1993-07-01实施
QB/T1422.5—1992
3.4产品辊面对两端轴颈公共轴线的全跳动不低于GB/T1184的9级规定。3.5产品应校平衡,校平衡按GB5799规定执行。校静平衡时,静平衡剩余不平衡量不大于表2规定。表2
胸辊、驱网辊、引纸辑
0. 000 5 m
注:m为产品的质量。
3.6带包覆层普通钢管辑应分别满足下列要求。3.6.1包胶辊
包胶辊技术要求应符合GB/T9897的1~4.1规定;包胶层硬度应满足表3规定;
包胶辊名称
橡胶硬度(邵尔A)
上伏辊
案辊、上伏辊、导辑、舒展辊
案辊、胸辊、驱网撬、导撬、舒腰辑95±5
在任意100mm×100mm胶辑包覆面上,直径1~2mm的孔不超过5个,允许修补。c.
包胶辑表面特性分类应符合GB/T9895规定(包括因缺陷经修复的包胶辊)。3.6.2镀铜辊、镀铬辊
镀层厚度应符合表4规定;
导辊、引纸辗、舒展撬
加工后铜镀层厚度bZxz.net
加工后铬镀层厚度
b.镀层质量应符合JB/T2836的规定。同根辊简上最大直径不超过3mm的漏镀、脱皮等镀层缺陷数不得多于6处(缺陷直径1mm起计)。4试验方法与检验规则
4.1试验方法
4.1.1尺寸公差按常规方法检验;表面粗糙度用比较样块或轮廊仪检测,表面碰伤、划痕用目测法。4.1.2辊面对两端轴颈公共轴线的全跳动按GB/T1958检测,亦允许在机床上检测。4.1.3钢管辊剩余不平衡量检测
a.动不平衡量按GB5799规定进行试验,b。静木平衡量试验用水平平型导轴法试验。4.1.4包胶辊按GB/T9897试验方法进行检测。4.2检验规则
4.2.1每件产品须经制造厂质量检验才能进人纸机总装或出厂,产品单独出厂应附检验合格证。4.2.2出厂检验按3.1,3.2,3.3,3.4,3.5条进行检查,当辑面有包覆层时还应按不同包覆层辊简选择3.6.1,3.6.2中相应的条文进行检验。4.3判定规则:出厂检验按检验结果最低质量等级评定产品质量。5标志、包装、运输、贮存
5.1标志
QB/T 1422. 5-—1992
5.1.1产品单独出厂时应在辊简台阶端面或轴端面上钉名牌,名牌型式和尺寸按JB/T8规定。产品名牌应包括下列内容:
产品名称、型号;
产品规格;
出厂日期及出厂编号;
制遣厂名。
3包装储运图示标志应符合GB191、GB/T6388的规定。5.2包装、运输、贮存
5.2.1黑色金属外露加工表面需涂防锈油脂,胶面涂滑石粉,再包防潮纸,辑面应均匀缠囊5~10mm厚软质保护层,再将轴头固定在木箱内,辊筒与辊简间隙不得小于50mm。5.2.2包装应符合GB/T14253的要求。5.2.3产品在运输、贮存中应注意防雨、防潮、防化学药品腐蚀。5.2.4产品长期存放,应根据细长程度,定期转动180°,每年应重新施行防锈处理。5.2.5包胶辊的标志、包装、贮存、运输应符合GB/T9897的规定。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由宜宾造纸机械厂负责起草。本标准主要起草人吴桂华、卿文祥。23
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。