QB/T 1446-1992
基本信息
标准号: QB/T 1446-1992
中文名称:ZNW型重力式圆网浓缩机
标准类别:轻工行业标准(QB)
英文名称: ZNW Gravity Cylinder Thickener
标准状态:现行
发布日期:1992-02-21
实施日期:1992-08-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:122278
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
关联标准
出版信息
出版社:中国轻工业出版社
页数:4页
标准价格:8.0 元
出版日期:1992-08-01
相关单位信息
起草人:骆允年、蔡锦雄
起草单位:山东济宁轻工机械厂及上海造纸机械总厂沪光分厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了ZNW型重力式圆网浓缩机〔以下简称浓缩机)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存等。本标准适用于带金属或塑料圆网及金属或水泥槽的造纸用ZNW 型重力式团网浓缩机。未列人本标准的其他型号的圆网浓缩机可参照执行。 QB/T 1446-1992 ZNW型重力式圆网浓缩机 QB/T1446-1992 标准下载解压密码:www.bzxz.net
标准图片预览




标准内容
中华人民共和国轻工行业标准
ZNW型重力式圆网浓缩机
1主题内容与适用范围
QB/T 1446---1992
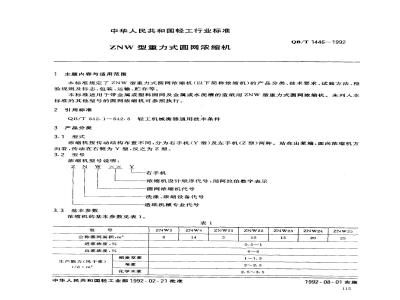
本标准规定了ZNW型重力式圆网浓缩机(以下简称浓缩机)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存等。本标准适用于带金属或塑料圆网及金属或水泥槽的造纸用ZNW型重力式圆网浓缩机。未列人本标准的其他型号的圆网浓缩机可参照执行。引用标准
QB/T842.1~842.8轻工机械衡器通用技术条件3产品分类
3.1型式
浓缩机按传动结构布置不同,分为右手机(Y型)及左手机(Z型)两种。站在出浆端,面向浓缩机方向看,传动在右侧为Y型,反之为Z型。3.2型号
浓缩机型号说明:
3.3基本参数
右手机
浓缩机设计顺序代号,用阿拉伯数字表示圆网浓缩机代号
洗涤、浓缩设备代号
造纸机械专业代号
浓缩机的基本参数见表1。
公称圆网面积,m2
进浆浓度,%
出浆浓度,%免费标准下载网bzxz
生产能力(岚干浆)
t/d?m2
稻麦草浆
化学木浆
中华人民共和国轻工业部1992-02-21批准手能
2.5~3.5
名类标注行业资科外,费下载
1992-08-01实施
圆网规格,mm
(直径×面宽)
圆网转速,r/min
主电机功率,kw
4技术要求
4.1一般要求
Φ1 250×
QB/T1446-
—1992
续表1
$1 500x
$1500x
$1500x
$2000x
$2500×
Jo. 97 ~9. 75
4.1.1浓缩机应符合本标准规定,并按经规定程序批准的图样及技术文件制造。4.1.2浓缩机制造应符合QB/T842.1~842.8的有关规定。4.2产品性能
4.2.1浓缩机应能适应各种浆料的脱水浓缩,其生产能力,进、出浆浓度应符合表1的规定。4.2.2浓缩机运行性能要求
圆网在规定转速范围内应运转平稳,并能顺利剥浆;封浆带密封可靠,不应有漏浆现象;b.
喷水管,出料螺旋工作正常,网面经清洗后应干净。4.3加工制造质量
4.3.1金属槽体
内壁焊缝应连续、光滑、平整;顶面对角线长度差不大于表2的规定;安装轴承座的两平面应在同一平面上,其相对高度差不大于3mm。表2
槽体顶面对角线长度差
圆网两侧网轮外圆径向跳动
4.3.2圆网
a。两侧网轮外圆和接触封浆带的外圆表面径向跳动均不应大于表2的规定;b.金属圆网外圆表面的直线度在两网轮间为1mm,在全长上不大于2mm;塑料圆网的注塑滤板应与网轮紧密贴合,外圆表面齐平,不应有明显凹人、凸起。外圆表面的直c.
线度在全长上不大于3mm。
4.3.3压辊应校静平衡,剩余不平衡量在辊面上不超过自重的0.001。4.4装配质量
4.4.1圆网上与封浆带接触部分(动圈)和槽体上与封浆带接触部(静圈)的装配精度:a.两圈外圆沿半径方向的相互位差不大于2mm;b.两圈端面轴向间隙为2~~8 mm,每端变动量不大于 4 mm。4.4.2总装配后,松开封浆带与密封盒,用手盘动圆网与压辊转动应轻便灵活,无阻卡现象。4.5空运行质量
4.5.1采用声级计测量噪声时,其声压级极限值不高于85dB(A)。4.5.2主轴承温升不高于20℃。
4.6外观质量
准摄专网
全学标准行业资科力费一载
6—1992
QB/T1446-
4.6.1外露零部件的装配结合面不应有明显错移。4.6.2外露切割边不应有飞边毛刺。4.6.3油漆涂层应符合QB/T842.7的规定。4.7浓缩机齿轮传动处应设置防护罩。5试验方法
5.1产品性能的测试,按造纸厂常用检测规范在用户厂进行。5.2槽体顶口对角线长度差测量
在槽体顶口位置用同一卷尺测量槽体两条对角线长度,其相互差即为槽体顶口对角线长度差。5.3槽体安装轴承座两平面相对高度差测量把槽体放置在平面上,在轴承平面沿主轴轴线方向测出-侧平面的高度尺寸h1、h2,然后同样测出另一侧轴承座平面高度尺寸 h3、ha,取hl~h中最大值与最小值的差为两轴承座平面相对高度差。5.4圆网外圆尺寸相互差用深度卡尺测量;轴向间隙用游标卡尺或厚度规测量。5.5压辊静平衡应在导轨式静平衡装置上进行。5.6外观质量采用目测方法。
5.7空运转试验
浓缩机的连续空运转试验时间不少于1h,运转中转速从低到高进行;声级计距产品1m远,测高为1.5m,4个测点布置在浓缩机中心轴线上,取最大值为实测值;b.
用测温仪在主轴承座表面测轴承温升。c
6检验规则
6.1浓缩机出厂要求
浓缩机应经制造厂检验部门检查合格后,并附有产品合格证方可出厂。6.2检验分类
浓缩机检验分出厂检验和型式检验。6.3出广检验
6.3.1浓缩机应在制造厂内逐台进行出厂检验。6.3.2加工制造和装配质量的检验结果应符合4.3,4.4条规定。6.3.3外观质量检验结果应符合4.6条规定。6.3.4空运转试验按5.7条进行,试验结果应符合4.5条规定,允许每批浓缩机只抽查一台。6.4型式检验
6.4.1当新产品试制定型及老产品转厂生产或上级质量监督机构提出要求时,应进行型式检验。6.4.2型式检验项目及要求
a.型式检验的样本从出厂检验合格的产品中随机抽取一台。b.产品性能试验在用户厂进行,结果应符合4.2条规定。一般进行一种典型浆种性能试验。7标志、包装、运输、赔存
7.1标志
每台浓缩机应在明显位置处固定产品铭牌,内容包括:产品名称、型号;
b.主要技术参数;
c.出厂编号、日期:
准搜专网
华美标准行业资料分费六载
d.制造厂名。
7.2包装
QB/T1446-1992
浓缩机的包装、标志及随机文件应符合QB/T842.8的有关规定。7.3贮存
产品自装箱日起,每存放满半年,应开箱检查,必要时重新采取防锈措施。8质量保证
在用户遵守产品使用说明书规定的条件下,如自制造厂发货日起十二个月内,并在此期内使用未满六个月,产品因制造质量不良而发生损坏或不能正常工作时,制造厂负责免费修理或更换零件(易损件除外)。
附加说明:
本标推由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由山东济宁轻工机械厂及上海造纸机械总厂沪光分厂负责起草。本标准主要起草人骆允年、蔡锦雄。118
标准技接网Aw.bEOso
Cn各类标注行业资科费下载
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
ZNW型重力式圆网浓缩机
1主题内容与适用范围
QB/T 1446---1992
本标准规定了ZNW型重力式圆网浓缩机(以下简称浓缩机)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存等。本标准适用于带金属或塑料圆网及金属或水泥槽的造纸用ZNW型重力式圆网浓缩机。未列人本标准的其他型号的圆网浓缩机可参照执行。引用标准
QB/T842.1~842.8轻工机械衡器通用技术条件3产品分类
3.1型式
浓缩机按传动结构布置不同,分为右手机(Y型)及左手机(Z型)两种。站在出浆端,面向浓缩机方向看,传动在右侧为Y型,反之为Z型。3.2型号
浓缩机型号说明:
3.3基本参数
右手机
浓缩机设计顺序代号,用阿拉伯数字表示圆网浓缩机代号
洗涤、浓缩设备代号
造纸机械专业代号
浓缩机的基本参数见表1。
公称圆网面积,m2
进浆浓度,%
出浆浓度,%免费标准下载网bzxz
生产能力(岚干浆)
t/d?m2
稻麦草浆
化学木浆
中华人民共和国轻工业部1992-02-21批准手能
2.5~3.5
名类标注行业资科外,费下载
1992-08-01实施
圆网规格,mm
(直径×面宽)
圆网转速,r/min
主电机功率,kw
4技术要求
4.1一般要求
Φ1 250×
QB/T1446-
—1992
续表1
$1 500x
$1500x
$1500x
$2000x
$2500×
Jo. 97 ~9. 75
4.1.1浓缩机应符合本标准规定,并按经规定程序批准的图样及技术文件制造。4.1.2浓缩机制造应符合QB/T842.1~842.8的有关规定。4.2产品性能
4.2.1浓缩机应能适应各种浆料的脱水浓缩,其生产能力,进、出浆浓度应符合表1的规定。4.2.2浓缩机运行性能要求
圆网在规定转速范围内应运转平稳,并能顺利剥浆;封浆带密封可靠,不应有漏浆现象;b.
喷水管,出料螺旋工作正常,网面经清洗后应干净。4.3加工制造质量
4.3.1金属槽体
内壁焊缝应连续、光滑、平整;顶面对角线长度差不大于表2的规定;安装轴承座的两平面应在同一平面上,其相对高度差不大于3mm。表2
槽体顶面对角线长度差
圆网两侧网轮外圆径向跳动
4.3.2圆网
a。两侧网轮外圆和接触封浆带的外圆表面径向跳动均不应大于表2的规定;b.金属圆网外圆表面的直线度在两网轮间为1mm,在全长上不大于2mm;塑料圆网的注塑滤板应与网轮紧密贴合,外圆表面齐平,不应有明显凹人、凸起。外圆表面的直c.
线度在全长上不大于3mm。
4.3.3压辊应校静平衡,剩余不平衡量在辊面上不超过自重的0.001。4.4装配质量
4.4.1圆网上与封浆带接触部分(动圈)和槽体上与封浆带接触部(静圈)的装配精度:a.两圈外圆沿半径方向的相互位差不大于2mm;b.两圈端面轴向间隙为2~~8 mm,每端变动量不大于 4 mm。4.4.2总装配后,松开封浆带与密封盒,用手盘动圆网与压辊转动应轻便灵活,无阻卡现象。4.5空运行质量
4.5.1采用声级计测量噪声时,其声压级极限值不高于85dB(A)。4.5.2主轴承温升不高于20℃。
4.6外观质量
准摄专网
全学标准行业资科力费一载
6—1992
QB/T1446-
4.6.1外露零部件的装配结合面不应有明显错移。4.6.2外露切割边不应有飞边毛刺。4.6.3油漆涂层应符合QB/T842.7的规定。4.7浓缩机齿轮传动处应设置防护罩。5试验方法
5.1产品性能的测试,按造纸厂常用检测规范在用户厂进行。5.2槽体顶口对角线长度差测量
在槽体顶口位置用同一卷尺测量槽体两条对角线长度,其相互差即为槽体顶口对角线长度差。5.3槽体安装轴承座两平面相对高度差测量把槽体放置在平面上,在轴承平面沿主轴轴线方向测出-侧平面的高度尺寸h1、h2,然后同样测出另一侧轴承座平面高度尺寸 h3、ha,取hl~h中最大值与最小值的差为两轴承座平面相对高度差。5.4圆网外圆尺寸相互差用深度卡尺测量;轴向间隙用游标卡尺或厚度规测量。5.5压辊静平衡应在导轨式静平衡装置上进行。5.6外观质量采用目测方法。
5.7空运转试验
浓缩机的连续空运转试验时间不少于1h,运转中转速从低到高进行;声级计距产品1m远,测高为1.5m,4个测点布置在浓缩机中心轴线上,取最大值为实测值;b.
用测温仪在主轴承座表面测轴承温升。c
6检验规则
6.1浓缩机出厂要求
浓缩机应经制造厂检验部门检查合格后,并附有产品合格证方可出厂。6.2检验分类
浓缩机检验分出厂检验和型式检验。6.3出广检验
6.3.1浓缩机应在制造厂内逐台进行出厂检验。6.3.2加工制造和装配质量的检验结果应符合4.3,4.4条规定。6.3.3外观质量检验结果应符合4.6条规定。6.3.4空运转试验按5.7条进行,试验结果应符合4.5条规定,允许每批浓缩机只抽查一台。6.4型式检验
6.4.1当新产品试制定型及老产品转厂生产或上级质量监督机构提出要求时,应进行型式检验。6.4.2型式检验项目及要求
a.型式检验的样本从出厂检验合格的产品中随机抽取一台。b.产品性能试验在用户厂进行,结果应符合4.2条规定。一般进行一种典型浆种性能试验。7标志、包装、运输、赔存
7.1标志
每台浓缩机应在明显位置处固定产品铭牌,内容包括:产品名称、型号;
b.主要技术参数;
c.出厂编号、日期:
准搜专网
华美标准行业资料分费六载
d.制造厂名。
7.2包装
QB/T1446-1992
浓缩机的包装、标志及随机文件应符合QB/T842.8的有关规定。7.3贮存
产品自装箱日起,每存放满半年,应开箱检查,必要时重新采取防锈措施。8质量保证
在用户遵守产品使用说明书规定的条件下,如自制造厂发货日起十二个月内,并在此期内使用未满六个月,产品因制造质量不良而发生损坏或不能正常工作时,制造厂负责免费修理或更换零件(易损件除外)。
附加说明:
本标推由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由山东济宁轻工机械厂及上海造纸机械总厂沪光分厂负责起草。本标准主要起草人骆允年、蔡锦雄。118
标准技接网Aw.bEOso
Cn各类标注行业资科费下载
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。