标准分类号
标准ICS号:机械制造>>焊接、钎焊和低温焊>>25.160.20焊接消耗品
中标分类号:机械>>加工工艺>>J33焊接与切割
相关单位信息
首发日期:1989-05-08
复审日期:2004-10-14
起草单位:哈尔滨工业大学
发布部门:国家技术监督局
主管部门:国家标准化管理委员会
标准简介
本标准规定了检验钎料在母材上的铺展性及填缝性的试验方法。本标准适用于各类软、硬钎料的铺展性及填缝性的评定。 GB/T 11364-1989 钎料铺展性及填缝性试验方法 GB/T11364-1989
标准内容
中华人民共和国国家标准
舒料铺展性及填缝性试验方法
Test method of spreadability and clearancefilling bility for filler metal主患内容与适用范围
本标准规定了检验钎料在母材上的铺展性及填缝性的试验方法。本标准适用于各类软、硬钎料的铺展性及填缝性的评定。2术语
填缝性是指在钎焊时,液态钎料填充母材毛细间隙的能力。3试件制备
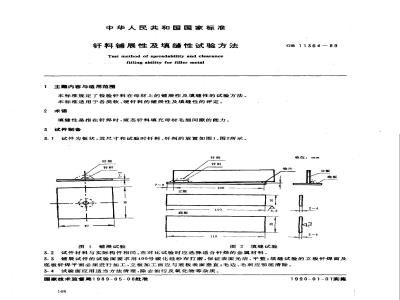
3.1试件为板状,其尺寸和试验时钎料、钎剂的放置如图1、图2所示。钎剂
图 1 铺展试验
图2填缝试验
3.2试件材料与实际构件相同。在对比试验时应选择适合钎焊的金属材料。GB1136489
单位:mm
3.3铺展试件的试验面要求用400号碳化硅砂布打磨,保证表面光洁、平整;填缝试验的立板钎焊面及底板钎焊平面必须进行加工,立板加工面应与底板表面垂直;毛边、毛刺应彻底清除。3.4试验面应用适当方法清理,除去油污及氧化物等杂质。国家技术监督高1989-05-08批准168
1990-01-01实施
4钎料、轩剂
GB11364-~89
4. 1试验用的钎料要在试验前进行适当清理。铺展试验用的钎料应为块状,若用细丝状钎料,卿应弯成图状,用量0.1~0.2名,允许偏差为士1%,对比试验时,用量必须一致;填缝试验用的钎料形状不作规定,用量应足够填满钎缝间隙。4.2如须使用钎剂时,应选择在钎焊温度区间具有较高活性的钎剂,其用量应能覆差住钎料,糖展试验原则上定为0.6~1.0cm*;填缝试验的用量必缬使其熔化后足够填满钎缝间隙。5加热装置bzxz.net
5.1加热装置为箱式电炉,示例见图3。电护
热电调
图3加热装置
试验平乎台
窥视孔
热电吗
5.2加热装置的炉膜必须有足够的均温区,铺展试验的均温区体积应≥1×b×hmm:100mm×100mm×50mm:填缝试验的均温区应≥l×b×hmm:150mm×80mm×60mm。5.3加热装置必须具有测量炉温及试件温度的测量装置,精度为1%。测量试件温度的热电偶应紧靠试件的下表面。
5.4为便于试验,加热电炉应可移动,电炉移动时应迅速平稳;特殊情况下,也可在固定式电炉内进行。5.5为防止针剂对炉壁、炉丝的损坏,电炉可备有不锈钢制成的保护衬壁。5.6试验平台及其支承杆须选用耐高温的金属材料。6试验方法
6.1试验平台应在炉中预热到试验温度。6.2铺展试验前,钎料置于试件的上表面中心位置,如需用钎剂,应将其覆盖于针料上,然后将试件平放在移出炉外经预热的试验平台上。填缝试验前,立板与底板成垂直“”型放置,在一端垫入具有耐热的直径为1mm的细丝或板厚为1 mm的垫片,并用热的细丝捆扎或点固焊定位,然后在间零端一侧效置钎料,如配以纤剂,应将其覆盖于钎料上,之后将试件平放在移出炉外经预热的试验平台上。经预热的试验平台在炉外停留的时间不得超过15 s。6.3试验温度取钎料液相线温度十30~80℃(铝合金试验时则为+30℃)。6.4试件达到试验温度后,对于板厚为1mm的铺展试验试件需保温30 s;板厚1mm以上时保温50s;填缝试件需保温50s。
GB 1136 4 - 89
6.5试件的入炉与出炉均应控制在2s内完成,入炉、出炉时应避免试件的抖动。6.6试件出炉后应静止空冷,待钎料完全凝固后卸下试件。6.7进行对比试验时,同种条件试验的试件数量不少于3个。7结果表达
7.1钎料展试验后用面积仪测定铺展面积,以cm2为单位;7.2钎料填缝试验后测定填缝长度,以 cm为单位8记录内容
试验名称、试验编号;
母材牌号、厚度;钎料成分形状、用量;钎剂成分、用量,加热装、试验温度、保温时间、入炉与出炉时间:铺展面积或填缝长度,
钎料铺展表面或填缝外表面状态。9对于钎料需在真空或保护气氛环境中进行铺展性与填缝性试验时,可参照上述条款执行。附加说明:
本标准由中华人民共和国机械电子工业部提出。本标准由哈尔滨焊接研究所归口。本标准由哈尔滨工业大学负责起草。本标主要起草人范富华、钱乙余。+170
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。