QB/T 1846—1993
基本信息
标准号: QB/T 1846—1993
中文名称:糖化锅
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:190832
相关标签: 糖化
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1846—1993.
4.3.8︰锅盖、锅身及锅底内表面焊缝应磨平抛光,其表面粗糙度与相邻母材基本相同。锅盖和锅身上部外露表面抛光,其表面粗糙度R最大允许值为 1.6 um,对抛光面应作耐腐蚀的酸洗钝化处理。
4.3.9不锈耐酸钢容器的内表面如有局部伤痕,刻槽等影响耐腐蚀性能的缺陷应予修磨,修磨深度应不超过钢板厚度的负偏差。
4.4运转噪声
产品空载运转时,噪声声压级不得超过85 dB(A)。
4.5表面涂漆
产品碳钢外表面涂漆应符合JB2536的规定﹐漆层应牢固,色泽应均匀,光滑平整,不得有皱纹、起泡和明显的流痕等缺陷。
4.6产品可靠性指标
4.6.1产品平均无故障工作时间不得少于4 000 h.
4.6.2产品首次大修期不少于40 000 h,其中减速器不少于10 000 h,
4.6.3产品使用寿命不少于20年,其中减速器不少于5年。
4.6.4在用户遵守产品运输、贮存、安装和使用规则条件下,产品自发货之日起18个月内(其中使用期不超过6个月),确因制造质量不良而损坏或不能正常工作时,制造厂应负责修理或更换零件。
5试验方法
5.1用吊线锤方法检查锅身中心线对锅盖和锅底中心线的同轴度
以锅盖上口中心点为基准,向下吊一线锤,使其通过锅底出口接盘中心,测量锅身中心线的同轴度,应符合4.3.1条的规定。
5.2用软管水平仪检查锅身中心线对锅底平面的垂直度
以锅身上的检查线为基准,把软管水平仪的两只玻璃管固定在锅身上两个相互对称的位置上,使两只玻璃管的水位与检查线平齐(在半周内找四点重复找正检测),在钢底出口接盘平面上放置“框架水平仪”,检测钢身中心线对锅底平面的垂直度应符合4.3.2条规定。
5.3根据压力容器和常压容器元件分别按GB 150和JB/T 2880的规定检查钢身、锅盖和锅底的加工成形焊接质量。
5.4焊缝的局部射线探伤按GB/T 3323的有关规定,其探伤检查结果应符合4.3.5条的规定。
5.5产品制造完工后,对锅内进行渗漏试验。其试验方法是在锅内盛满常温清水,保持2h不得渗(此项试验允许用煤油渗漏试验代替);对锅身或锅底环管、夹套及V形加热装置进行水压试验,试验压力按4.3.7条的规定,保持30 min,不得渗漏。
5.6产品整机性能试验可在用户厂安装后进行,在额定转速下进行空载试验,试验时间不少于2 h,应符合4.3.3条的要求。
5.7噪声测试
产品噪声测试方法,用精度士1.0 dB声级计,其测点位置应分别在传动箱和搅拌叶片外1 m处进行浏试,其噪声声压级算术平均值应符合4.4条的规定。
6检验规则
6.1出厂检验
6.1.1每台产品应经制造厂的质量检验部门按本标准检验合格后,才能出厂。
对压力容器还必须经压力容器监察部门检验合格签证后,方可出厂。
6.1.2每台产品出厂检验项目按4.2.2,4.3,4.4和4.5条要求进行检验。
4.3.8︰锅盖、锅身及锅底内表面焊缝应磨平抛光,其表面粗糙度与相邻母材基本相同。锅盖和锅身上部外露表面抛光,其表面粗糙度R最大允许值为 1.6 um,对抛光面应作耐腐蚀的酸洗钝化处理。
4.3.9不锈耐酸钢容器的内表面如有局部伤痕,刻槽等影响耐腐蚀性能的缺陷应予修磨,修磨深度应不超过钢板厚度的负偏差。
4.4运转噪声
产品空载运转时,噪声声压级不得超过85 dB(A)。
4.5表面涂漆
产品碳钢外表面涂漆应符合JB2536的规定﹐漆层应牢固,色泽应均匀,光滑平整,不得有皱纹、起泡和明显的流痕等缺陷。
4.6产品可靠性指标
4.6.1产品平均无故障工作时间不得少于4 000 h.
4.6.2产品首次大修期不少于40 000 h,其中减速器不少于10 000 h,
4.6.3产品使用寿命不少于20年,其中减速器不少于5年。
4.6.4在用户遵守产品运输、贮存、安装和使用规则条件下,产品自发货之日起18个月内(其中使用期不超过6个月),确因制造质量不良而损坏或不能正常工作时,制造厂应负责修理或更换零件。
5试验方法
5.1用吊线锤方法检查锅身中心线对锅盖和锅底中心线的同轴度
以锅盖上口中心点为基准,向下吊一线锤,使其通过锅底出口接盘中心,测量锅身中心线的同轴度,应符合4.3.1条的规定。
5.2用软管水平仪检查锅身中心线对锅底平面的垂直度
以锅身上的检查线为基准,把软管水平仪的两只玻璃管固定在锅身上两个相互对称的位置上,使两只玻璃管的水位与检查线平齐(在半周内找四点重复找正检测),在钢底出口接盘平面上放置“框架水平仪”,检测钢身中心线对锅底平面的垂直度应符合4.3.2条规定。
5.3根据压力容器和常压容器元件分别按GB 150和JB/T 2880的规定检查钢身、锅盖和锅底的加工成形焊接质量。
5.4焊缝的局部射线探伤按GB/T 3323的有关规定,其探伤检查结果应符合4.3.5条的规定。
5.5产品制造完工后,对锅内进行渗漏试验。其试验方法是在锅内盛满常温清水,保持2h不得渗(此项试验允许用煤油渗漏试验代替);对锅身或锅底环管、夹套及V形加热装置进行水压试验,试验压力按4.3.7条的规定,保持30 min,不得渗漏。
5.6产品整机性能试验可在用户厂安装后进行,在额定转速下进行空载试验,试验时间不少于2 h,应符合4.3.3条的要求。
5.7噪声测试
产品噪声测试方法,用精度士1.0 dB声级计,其测点位置应分别在传动箱和搅拌叶片外1 m处进行浏试,其噪声声压级算术平均值应符合4.4条的规定。
6检验规则
6.1出厂检验
6.1.1每台产品应经制造厂的质量检验部门按本标准检验合格后,才能出厂。
对压力容器还必须经压力容器监察部门检验合格签证后,方可出厂。
6.1.2每台产品出厂检验项目按4.2.2,4.3,4.4和4.5条要求进行检验。
标准图片预览
标准内容
中华人民共和国轻工行业标准
主题内容与适用范围
QB/T1846—1993
本标准规定了啤酒糖化锅的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于啤酒糖化设备中进行蛋白分解和淀粉糖化用的糖化锅(以下简称“产品\)。2
引用标准
钢制压力容器
GB/T 985
GB/T 986
GB/T 2829
GB/T 3323
GB/T 4237
气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸埋弧焊焊缝坡口的基本形式与尺寸周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)钢熔化焊对接接头射线照相和质量分级不锈钢热轧钢板
GB/T 12337
GB/T 13306
钢制球形储罐
JB2536
压力容器油漆、包装、运输
JB/T2880
QB/T 917
3产品分类
3.1品种
钢制焊接常压容器技术条件
制酒机械产品型号编制方法
产品品种按啤酒成套糖化设备每次糖化的热麦汁成品的公称产量划分为14,(25),35.5,50,63,90m2等系列。
注:带括号的品种系列不推荐采用。3.2结构型式下载标准就来标准下载网
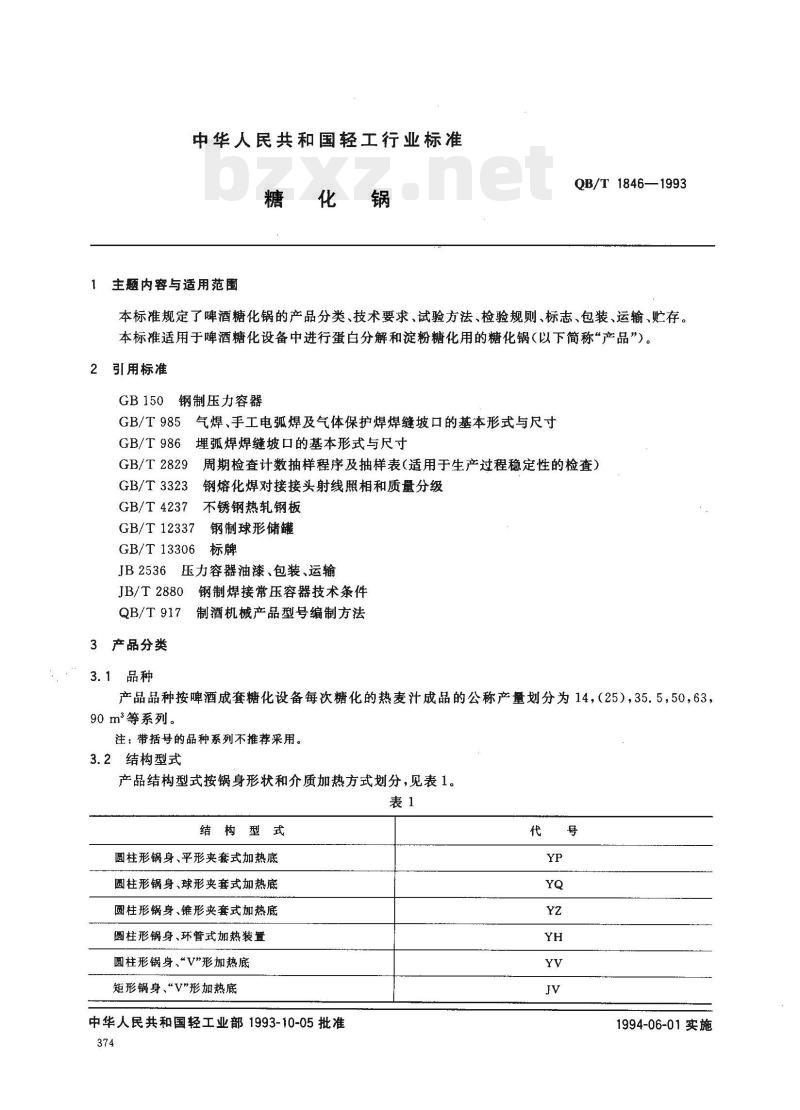
产品结构型式按锅身形状和介质加热方式划分,见表1。表1
结构型式
圆柱形锅身、平形夹套式加热底圆柱形锅身、球形夹套式加热底圆柱形锅身、锥形夹套式加热底圆柱形锅身、环管式加热装置
圆柱形锅身、“V\形加热底
矩形锅身、“V”形加热底
中华人民共和国轻工业部1993-10-05批准374
含品伙伴网httn:L/wuwfoodmatene代
1994-06-01实施
3.3型号
QB/T 1846—1993
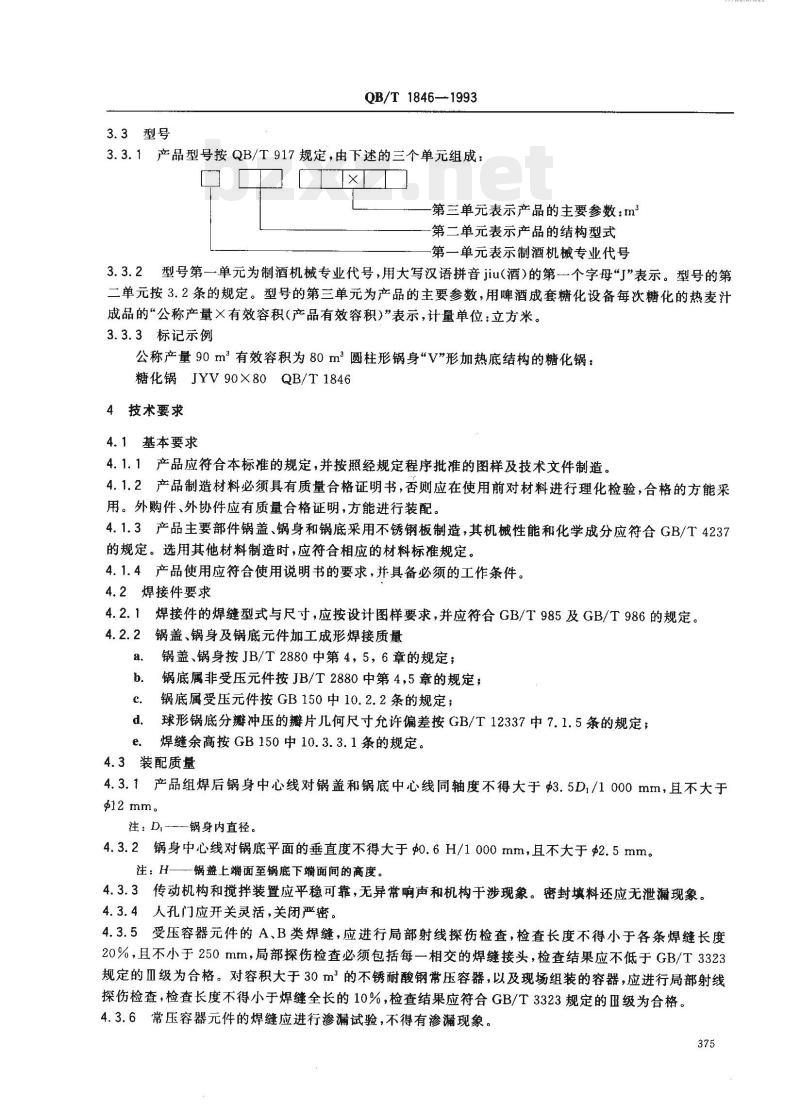
3.3.1产品型号按QB/T917规定,由下述的三个单元组成:x
第三单元表示产品的主要参数:m2第二单元表示产品的结构型式
第一单元表示制酒机械专业代号KrKAca
3.3.2型号第一单元为制酒机械专业代号,用大写汉语拼音jiu酒)的第一个字母“J”表示。型号的第二单元按3.2条的规定。型号的第三单元为产品的主要参数,用啤酒成套糖化设备每次糖化的热麦汁成品的“公称产量×有效容积(产品有效容积)”表示,计量单位:立方米。3.3.3标记示例
公称产量90m2有效容积为80m2圆柱形锅身“V”形加热底结构的糖化锅:糖化锅JYV90×80QB/T1846
4技术要求
4.1基本要求
4.1.1产品应符合本标准的规定,并按照经规定程序批准的图样及技术文件制造。4.1.2产品制造材料必须具有质量合格证明书,否则应在使用前对材料进行理化检验,合格的方能采用。外购件、外协件应有质量合格证明,方能进行装配。4.1.3产品主要部件锅盖、锅身和锅底采用不锈钢板制造,其机械性能和化学成分应符合GB/T4237的规定。选用其他材料制造时,应符合相应的材料标准规定。4.1.4产品使用应符合使用说明书的要求,并具备必须的工作条件。4.2焊接件要求
4.2.1焊接件的焊缝型式与尺寸,应按设计图样要求,并应符合GB/T985及GB/T986的规定。4.2.2锅盖、锅身及锅底元件加工成形焊接质量锅盖、锅身按JB/T2880中第4,5,6章的规定;a.
锅底属非受压元件按JB/T2880中第4,5章的规定;b.
锅底属受压元件按GB150中10.2.2条的规定;c.
球形锅底分瓣冲压的瓣片几何尺寸允许偏差按GB/T12337中7.1.5条的规定;d.
焊缝余高按GB150中10.3.3.1条的规定。e.
4.3装配质量
4.3.1产品组焊后锅身中心线对锅盖和锅底中心线同轴度不得大于3.5D/1000mm,且不大于$12mm.
注:D,锅身内直径。
4.3.2锅身中心线对锅底平面的垂直度不得大于.6H/1000mm,且不大于2.5mm。注:H——锅盖上端面至锅底下面间的高度。4.3.3传动机构和搅拌装置应平稳可靠,无异常响声和机构干涉现象。密封填料还应无泄漏现象。4.3.4人孔门应开关灵活,关闭严密。4.3.5受压容器元件的A、B类焊缝,应进行局部射线探伤检查,检查长度不得小于各条焊缝长度20%,且不小于250mm,局部探伤检查必须包括每一相交的焊缝接头,检查结果应不低于GB/T3323规定的Ⅲ级为合格。对容积大于30m2的不锈耐酸钢常压容器,以及现场组装的容器,应进行局部射线探伤检查,检查长度不得小于焊缝全长的10%,检查结果应符合GB/T3323规定的Ⅲ级为合格。4.3.6常压容器元件的焊缝应进行渗漏试验,不得有渗漏现象。375
QB/T 1846—1993
4.3.7受压容器元件加工成形后,对加热装置应进行水压试验,试验压力为1.25p(p一设计压力),且不小于p+0.1MPa,焊缝不得有渗漏现象。4.3.8锅盖、锅身及锅底内表面焊缝应磨平抛光,其表面粗糙度与相邻母材基本相同。锅盖和锅身上部外露表面抛光,其表面粗糙度R最大允许值为1.6um,对抛光面应作耐腐蚀的酸洗钝化处理。4.3.9不锈耐酸钢容器的内表面如有局部伤痕、刻槽等影响耐腐蚀性能的缺陷应予修磨,修磨深度应不超过钢板厚度的负偏差。
4.4运转噪声
产品空载运转时,噪声声压级不得超过85dB(A)。4.5表面涂漆
产品碳钢外表面涂漆应符合JB2536的规定,漆层应牢固,色泽应均匀,光滑平整,不得有皱纹、起泡和明显的流痕等缺陷。
4.6产品可靠性指标
4.6.1产品平均无故障工作时间不得少于4000h。4.6.2产品首次大修期不少于40000h,其中减速器不少于10000h。4.6.3产品使用寿命不少于20年,其中减速器不少于5年。4.6.4在用户遵守产品运输、贮存、安装和使用规则条件下,产品自发货之日起18个月内(其中使用期不超过6个月),确因制造质量不良而损坏或不能正常工作时,制造厂应负责修理或更换零件。5试验方法
5.1用吊线锤方法检查锅身中心线对锅盖和锅底中心线的同轴度以锅盖上口中心点为基准,向下吊一线锤,使其通过锅底出口接盘中心,测量锅身中心线的同轴度,应符合4.3.1条的规定。
5.2用软管水平仪检查锅身中心线对锅底平面的垂直度以锅身上的检查线为基,把软管水平仪的两只玻璃管固定在锅身上两个相互对称的位置上,使两只玻璃管的水位与检查线平齐(在半周内找四点重复找正检测),在锅底出口接盘平面上放置“框架水平仪”,检测锅身中心线对锅底平面的垂直度应符合4.3.2条规定。5.3根据压力容器和常压容器元件分别按GB150和JB/T2880的规定检查锅身、锅盖和锅底的加工成形焊接质量。
5.4焊缝的局部射线探伤按GB/T3323的有关规定,其探伤检查结果应符合4.3.5条的规定。5.5产品制造完工后,对锅内进行渗漏试验。其试验方法是在锅内盛满常温清水,保持2h不得渗漏(此项试验允许用煤油渗漏试验代替);对锅身或锅底环管、夹套及V形加热装置进行水压试验,试验压力按4.3.7条的规定,保持30min,不得渗漏。5.6产品整机性能试验可在用户厂安装后进行,在额定转速下进行空载试验,试验时间不少于2h,应符合4.3.3条的要求。
5.7噪声测试
产品噪声测试方法,用精度土1.0dB声级计,其测点位置应分别在传动箱和揽拌叶片外1m处进行测试,其躁声声压级算术平均值应符合4.4条的规定。6检验规则
6.1出厂检验
6.1.1每台产品应经制造厂的质量检验部门按本标准检验合格后,才能出厂。对压力容器还必须经压力容器监察部门检验合格签证后,方可出广。6.1.2每台产品出厂检验项目按4.2.2,4.3,4.4和4.5条要求进行检验。376
6.2型式检验
QB/T1846—1993
有下列情况之一时,应进行型式检验。a.
新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可影响产品性能时;产品停产三年后,恢复生产时;d.
出厂检验结果与上次型式检验有较大差异时;国家质量监督机构提出进行型式检验的要求时。6.2.2
抽样规则
产品抽样按GB/T2829的规定进行。判别水平 DL= I,采用一次抽样方案。不合格质量水平RQL=40。
判定数组:合格判定数 A。=0,不合格判定数R。=1。检查周期:两年进行一次。
6.2.3型式检验的项目,按本标准技术要求的全部项目进行检验。6.2.4型式检验可在用户厂进行。7标志、包装、运输、贮存
7.1标志
每台产品应在明显位置固定标牌,标牌型式、尺寸和技术要求应符合GB/T13306的规定。标牌应标示下列内容:
型号和名称;
制造厂名称;
产品主要技术参数;
出厂编号,
出广日期;
产品质量;
容器类别。
7.2包装、运输
产品包装、运输应符合JB2536的规定,产品包装箱(或裸装)外壁应用不退色涂料清晰地标明下列标志:
产品型号名称;
收、发货单位名称;
发货站及到站名称;
产品质量及外形尺寸;
重心位置、起吊位置和小心轻放字样或图形标志;制造厂名称;
出厂编号和出厂日期。
产品整体运输或分段包装运输,应符合陆路或水路运输与装载的要求。7.3贮存
产品应存放在通风、干燥、防雨的室内场地上,如室外存放,必须有防晒、防雨和防雪措施。存放满一年应开箱检查,并重新进行防锈处理。7.4每台产品出厂时应随带下列技术文件:a.
产品使用说明书;
含品伙伴网httn:L
foomoto
产品合格证;
装箱单。
附加说明:
本标准由轻工业部技术装备司提出。QB/T1846-1993
本标准由全国制酒饮料机械标准化中心归口。本标准由长春轻工业机械厂负责起草。本标准主要起草人李正光、张云贵、李佩珠、郭凤兰、蔡旭东。http://foodmate.ne
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
主题内容与适用范围
QB/T1846—1993
本标准规定了啤酒糖化锅的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于啤酒糖化设备中进行蛋白分解和淀粉糖化用的糖化锅(以下简称“产品\)。2
引用标准
钢制压力容器
GB/T 985
GB/T 986
GB/T 2829
GB/T 3323
GB/T 4237
气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸埋弧焊焊缝坡口的基本形式与尺寸周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)钢熔化焊对接接头射线照相和质量分级不锈钢热轧钢板
GB/T 12337
GB/T 13306
钢制球形储罐
JB2536
压力容器油漆、包装、运输
JB/T2880
QB/T 917
3产品分类
3.1品种
钢制焊接常压容器技术条件
制酒机械产品型号编制方法
产品品种按啤酒成套糖化设备每次糖化的热麦汁成品的公称产量划分为14,(25),35.5,50,63,90m2等系列。
注:带括号的品种系列不推荐采用。3.2结构型式下载标准就来标准下载网
产品结构型式按锅身形状和介质加热方式划分,见表1。表1
结构型式
圆柱形锅身、平形夹套式加热底圆柱形锅身、球形夹套式加热底圆柱形锅身、锥形夹套式加热底圆柱形锅身、环管式加热装置
圆柱形锅身、“V\形加热底
矩形锅身、“V”形加热底
中华人民共和国轻工业部1993-10-05批准374
含品伙伴网httn:L/wuwfoodmatene代
1994-06-01实施
3.3型号
QB/T 1846—1993
3.3.1产品型号按QB/T917规定,由下述的三个单元组成:x
第三单元表示产品的主要参数:m2第二单元表示产品的结构型式
第一单元表示制酒机械专业代号KrKAca
3.3.2型号第一单元为制酒机械专业代号,用大写汉语拼音jiu酒)的第一个字母“J”表示。型号的第二单元按3.2条的规定。型号的第三单元为产品的主要参数,用啤酒成套糖化设备每次糖化的热麦汁成品的“公称产量×有效容积(产品有效容积)”表示,计量单位:立方米。3.3.3标记示例
公称产量90m2有效容积为80m2圆柱形锅身“V”形加热底结构的糖化锅:糖化锅JYV90×80QB/T1846
4技术要求
4.1基本要求
4.1.1产品应符合本标准的规定,并按照经规定程序批准的图样及技术文件制造。4.1.2产品制造材料必须具有质量合格证明书,否则应在使用前对材料进行理化检验,合格的方能采用。外购件、外协件应有质量合格证明,方能进行装配。4.1.3产品主要部件锅盖、锅身和锅底采用不锈钢板制造,其机械性能和化学成分应符合GB/T4237的规定。选用其他材料制造时,应符合相应的材料标准规定。4.1.4产品使用应符合使用说明书的要求,并具备必须的工作条件。4.2焊接件要求
4.2.1焊接件的焊缝型式与尺寸,应按设计图样要求,并应符合GB/T985及GB/T986的规定。4.2.2锅盖、锅身及锅底元件加工成形焊接质量锅盖、锅身按JB/T2880中第4,5,6章的规定;a.
锅底属非受压元件按JB/T2880中第4,5章的规定;b.
锅底属受压元件按GB150中10.2.2条的规定;c.
球形锅底分瓣冲压的瓣片几何尺寸允许偏差按GB/T12337中7.1.5条的规定;d.
焊缝余高按GB150中10.3.3.1条的规定。e.
4.3装配质量
4.3.1产品组焊后锅身中心线对锅盖和锅底中心线同轴度不得大于3.5D/1000mm,且不大于$12mm.
注:D,锅身内直径。
4.3.2锅身中心线对锅底平面的垂直度不得大于.6H/1000mm,且不大于2.5mm。注:H——锅盖上端面至锅底下面间的高度。4.3.3传动机构和搅拌装置应平稳可靠,无异常响声和机构干涉现象。密封填料还应无泄漏现象。4.3.4人孔门应开关灵活,关闭严密。4.3.5受压容器元件的A、B类焊缝,应进行局部射线探伤检查,检查长度不得小于各条焊缝长度20%,且不小于250mm,局部探伤检查必须包括每一相交的焊缝接头,检查结果应不低于GB/T3323规定的Ⅲ级为合格。对容积大于30m2的不锈耐酸钢常压容器,以及现场组装的容器,应进行局部射线探伤检查,检查长度不得小于焊缝全长的10%,检查结果应符合GB/T3323规定的Ⅲ级为合格。4.3.6常压容器元件的焊缝应进行渗漏试验,不得有渗漏现象。375
QB/T 1846—1993
4.3.7受压容器元件加工成形后,对加热装置应进行水压试验,试验压力为1.25p(p一设计压力),且不小于p+0.1MPa,焊缝不得有渗漏现象。4.3.8锅盖、锅身及锅底内表面焊缝应磨平抛光,其表面粗糙度与相邻母材基本相同。锅盖和锅身上部外露表面抛光,其表面粗糙度R最大允许值为1.6um,对抛光面应作耐腐蚀的酸洗钝化处理。4.3.9不锈耐酸钢容器的内表面如有局部伤痕、刻槽等影响耐腐蚀性能的缺陷应予修磨,修磨深度应不超过钢板厚度的负偏差。
4.4运转噪声
产品空载运转时,噪声声压级不得超过85dB(A)。4.5表面涂漆
产品碳钢外表面涂漆应符合JB2536的规定,漆层应牢固,色泽应均匀,光滑平整,不得有皱纹、起泡和明显的流痕等缺陷。
4.6产品可靠性指标
4.6.1产品平均无故障工作时间不得少于4000h。4.6.2产品首次大修期不少于40000h,其中减速器不少于10000h。4.6.3产品使用寿命不少于20年,其中减速器不少于5年。4.6.4在用户遵守产品运输、贮存、安装和使用规则条件下,产品自发货之日起18个月内(其中使用期不超过6个月),确因制造质量不良而损坏或不能正常工作时,制造厂应负责修理或更换零件。5试验方法
5.1用吊线锤方法检查锅身中心线对锅盖和锅底中心线的同轴度以锅盖上口中心点为基准,向下吊一线锤,使其通过锅底出口接盘中心,测量锅身中心线的同轴度,应符合4.3.1条的规定。
5.2用软管水平仪检查锅身中心线对锅底平面的垂直度以锅身上的检查线为基,把软管水平仪的两只玻璃管固定在锅身上两个相互对称的位置上,使两只玻璃管的水位与检查线平齐(在半周内找四点重复找正检测),在锅底出口接盘平面上放置“框架水平仪”,检测锅身中心线对锅底平面的垂直度应符合4.3.2条规定。5.3根据压力容器和常压容器元件分别按GB150和JB/T2880的规定检查锅身、锅盖和锅底的加工成形焊接质量。
5.4焊缝的局部射线探伤按GB/T3323的有关规定,其探伤检查结果应符合4.3.5条的规定。5.5产品制造完工后,对锅内进行渗漏试验。其试验方法是在锅内盛满常温清水,保持2h不得渗漏(此项试验允许用煤油渗漏试验代替);对锅身或锅底环管、夹套及V形加热装置进行水压试验,试验压力按4.3.7条的规定,保持30min,不得渗漏。5.6产品整机性能试验可在用户厂安装后进行,在额定转速下进行空载试验,试验时间不少于2h,应符合4.3.3条的要求。
5.7噪声测试
产品噪声测试方法,用精度土1.0dB声级计,其测点位置应分别在传动箱和揽拌叶片外1m处进行测试,其躁声声压级算术平均值应符合4.4条的规定。6检验规则
6.1出厂检验
6.1.1每台产品应经制造厂的质量检验部门按本标准检验合格后,才能出厂。对压力容器还必须经压力容器监察部门检验合格签证后,方可出广。6.1.2每台产品出厂检验项目按4.2.2,4.3,4.4和4.5条要求进行检验。376
6.2型式检验
QB/T1846—1993
有下列情况之一时,应进行型式检验。a.
新产品或老产品转厂生产的试制定型鉴定;正式生产后,如结构、材料、工艺有较大改变,可影响产品性能时;产品停产三年后,恢复生产时;d.
出厂检验结果与上次型式检验有较大差异时;国家质量监督机构提出进行型式检验的要求时。6.2.2
抽样规则
产品抽样按GB/T2829的规定进行。判别水平 DL= I,采用一次抽样方案。不合格质量水平RQL=40。
判定数组:合格判定数 A。=0,不合格判定数R。=1。检查周期:两年进行一次。
6.2.3型式检验的项目,按本标准技术要求的全部项目进行检验。6.2.4型式检验可在用户厂进行。7标志、包装、运输、贮存
7.1标志
每台产品应在明显位置固定标牌,标牌型式、尺寸和技术要求应符合GB/T13306的规定。标牌应标示下列内容:
型号和名称;
制造厂名称;
产品主要技术参数;
出厂编号,
出广日期;
产品质量;
容器类别。
7.2包装、运输
产品包装、运输应符合JB2536的规定,产品包装箱(或裸装)外壁应用不退色涂料清晰地标明下列标志:
产品型号名称;
收、发货单位名称;
发货站及到站名称;
产品质量及外形尺寸;
重心位置、起吊位置和小心轻放字样或图形标志;制造厂名称;
出厂编号和出厂日期。
产品整体运输或分段包装运输,应符合陆路或水路运输与装载的要求。7.3贮存
产品应存放在通风、干燥、防雨的室内场地上,如室外存放,必须有防晒、防雨和防雪措施。存放满一年应开箱检查,并重新进行防锈处理。7.4每台产品出厂时应随带下列技术文件:a.
产品使用说明书;
含品伙伴网httn:L
foomoto
产品合格证;
装箱单。
附加说明:
本标准由轻工业部技术装备司提出。QB/T1846-1993
本标准由全国制酒饮料机械标准化中心归口。本标准由长春轻工业机械厂负责起草。本标准主要起草人李正光、张云贵、李佩珠、郭凤兰、蔡旭东。http://foodmate.ne
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。