GB/T 5342-1985
基本信息
标准号: GB/T 5342-1985
中文名称:可转位面铣刀
标准类别:国家标准(GB)
英文名称: Indexable face milling cutters
标准状态:已作废
发布日期:1985-08-31
实施日期:1986-07-01
作废日期:2007-06-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:163404
标准分类号
标准ICS号:机械制造>>切削工具>>25.100.20铣刀
中标分类号:机械>>工艺装备>>J41刀具
出版信息
出版社:中国标准出版社
页数:9页
标准价格:10.0 元
相关单位信息
复审日期:2004-10-14
起草单位:成都工具所
归口单位:全国刀具标准化技术委员会
发布部门:中国机械工业联合会
主管部门:中国机械工业联合会
标准简介
GB/T 5342-1985 可转位面铣刀 GB/T5342-1985 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
中华人民共和国国家标准
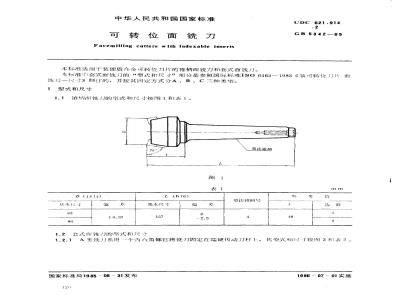
可转位面铣刀
Facemiling cutters with indexable insertsUDC 621.914
GB 5342-—85
本标准适用于装硬质合金可转位刀片的锥柄面铣刀和套式面铣刀。本标准中套式面铣刀的“型式和尺寸”部分是参照国际标准ISO6462-1983《装可转位刀片面铣刀一尺寸》制订的,并按其固定方式分A、B、C三种类型。1型式和尺寸
锥柄铣刀的型式和尺寸按图1和表1。1.1
莫氏锥
D(js14)
基本尺
L(h16)
基本尺寸
1.2套式面铣刀的型式和尺寸
莫氏锥柄子
1.2.1A类铣月系用
个内六角螺钉将铣刀固定在端键传动刀杆上,其型式和尺于按图2利1表2。国家标准局1985-08-31发布
198607-01实施
D(js16)
基本尺寸
d,(H7)
「基本尺寸
注:带括号的尺寸尽量不采用。GB534285
= 90°时D,D
d最小
Kr=45°、60
75°或90
齿数(参考)
1.2.2B类铣刀系用个槽形螺钉将铣刀固定在端键传动刀杆上,其型式和尺寸按图3和表3。121
D(js16)
张本尺十
基本尺寸
:带括号的尺寸尽量不采用。
GB5342-85
k = 90 时 D, D
d,最小
45*、60
75或90
(参)
1.2.3C类铣刀系安装在7/24锥柄定心刀杆上,并用四个内六角螺钉将铣刀研定在铣床主轴1。1.2.3.1直径D=160、200和250mm铣刀的型式和尺寸按图4和表4122
D (js16)
活:带钙号的守尽最不采用。
GB 5342--85
6075°或90
铣刀体可湖成带沉头座
或圆形槽(如点划线所)www.bzxz.net
b(H12)
2首径D=315、400和500mm铣刀的型式和尺寸按图5和表51.2.3.2
GB 5342 -85
杯= 45 °、60 °
75°或90°
锐刀体可制成带沉头座
或阿形槽(如点划线所示)
D(js16)
基本尺寸
基本尺寸
注:带括号的尺寸尽量不采用。+0.03
b(H12)
基本尺寸
1.3端面键槽按GB6132-85《铣刀和铣刀刀杆的互换尺寸》。1.4端键传动刀杆按JB352883《7:24锥柄带端键端铣刀杆尺寸》。20
(参)
1.57/24锥柄定心刀杆按GB3837.3—83《机床工具7:24圆锥联结工具锥柄》1.6铣刀刀片的型式和尺寸按GB2076一80《切削刀具用可转位刀片型号表示规则》和1GB2081-80《铣削刀具用硬质合金可转位门片》优先选用。1.了铣刀的代号和表示规则按本标准附录A:可转面铣刀标记示例(补充件)。2技术要求
2.1铣刀刀片不得有裂纹、崩刃,其余零件不得有裂纹、刻痕和锈迹等影响使用性能的缺陷。2.2铣刀乃片定位面、铣刀柄部(或端面)的位置公差按表6。121
主切削刃的法向(或径间)
圆跳动
端刃的端而瞬跳动
支承端面的端面圆跳动
柄部的径向跳动
GB5342—85
= 63 ~ 160
糊邻芮
20~315
注:“)检查跳动时,维柄铣刀以公共轴线为基准;黛式铣月以内孔和端南定位。②)检奔刃圆跳动应采朋同·门在間切剂办上进行,专业生产的铣刀,其装用刀片的精度不得低1C级(按GB2081-—80)
的表面糙度(按GB1031-83)不得高:2.4
锥柄铣刀柄部外圆:Ra0.63um。货式铣刀的内孔和遇面:Ra1.25um。刀刀体用合金钢制造,其硬度:2.5
锥柄铣J头部不低于HRC45,柄部为HRC35~0。套式铣孔不低于HB220,与刀片直按接触的定位哺便度不低HRC45。铣刀下其余零件的硬度:定位元作不低了HRC50:火紧元作不低!HRC40
2.6铣刀小片火紧应可靠,保证切削过程中刀片不松动和不位移。2.7洗刀各零件应能1换。
2试验方法
400-500
供刀性能试验的片,采片用途代导为P20的硬质合金(按GB207581《别制加二用硬质台3.1
金分、分纠代号》),试验材料用45导钢,硬度为HB170~200。3.2试验时不用冷却液。
3.3试验切剂规范按表7。
切削速度
150~120
海尚进给量mm
相、中为
跳削宽度
(对岛饼削)
3.4经试验后铣刀切削刃上不得有崩刀和限的嘛损现象,削深汉
洗潮长
基件不松动,应深特共原有雄能。12
4标志和包装
4.1标志
GB5342—85
4.11铣刀上应标志:制造」商标、铣刀直径。4.1.2铣刀』片上应标志硬质合金牌号和用途代号(按GB2075-80)。4.1.3铣刀的包装盒上应标志:[厨标号、产品名称、制造厂名称和商标、洗刀直径、制造年月。4.2包装
铣刀在包装前应经防锈处理,成包的铣刀应防止损伤。2
1铣刀直径
D =80、100、125、160、200、
25.315.400、500、630
3铣刀齿数
28、36、44
2铣刀安装种类
GB5342—85
附录A
可转位面铣刀的标记示例
(补充件)
4铣刀切削方向
刀片夹紧方式
月片后澳块夹紧
刀片前换块夹紧
6刀片主偏铺
7刀片形状
8刀片祛向席角
9刀片切削刃长度
0刀片修光刃祛向居角
GB5342--85
附录B
可转位刀片的三点定位尺寸
(参考件)
本附录符合GB5340一85《可转位立铣刀》中附录B的规定。附加说明:
本标准由中华人民共和国机械工业部提出。本标准由机械工业部成都工具研究所负责起草。本标准主要起草人陆芙英。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
可转位面铣刀
Facemiling cutters with indexable insertsUDC 621.914
GB 5342-—85
本标准适用于装硬质合金可转位刀片的锥柄面铣刀和套式面铣刀。本标准中套式面铣刀的“型式和尺寸”部分是参照国际标准ISO6462-1983《装可转位刀片面铣刀一尺寸》制订的,并按其固定方式分A、B、C三种类型。1型式和尺寸
锥柄铣刀的型式和尺寸按图1和表1。1.1
莫氏锥
D(js14)
基本尺
L(h16)
基本尺寸
1.2套式面铣刀的型式和尺寸
莫氏锥柄子
1.2.1A类铣月系用
个内六角螺钉将铣刀固定在端键传动刀杆上,其型式和尺于按图2利1表2。国家标准局1985-08-31发布
198607-01实施
D(js16)
基本尺寸
d,(H7)
「基本尺寸
注:带括号的尺寸尽量不采用。GB534285
= 90°时D,D
d最小
Kr=45°、60
75°或90
齿数(参考)
1.2.2B类铣刀系用个槽形螺钉将铣刀固定在端键传动刀杆上,其型式和尺寸按图3和表3。121
D(js16)
张本尺十
基本尺寸
:带括号的尺寸尽量不采用。
GB5342-85
k = 90 时 D, D
d,最小
45*、60
75或90
(参)
1.2.3C类铣刀系安装在7/24锥柄定心刀杆上,并用四个内六角螺钉将铣刀研定在铣床主轴1。1.2.3.1直径D=160、200和250mm铣刀的型式和尺寸按图4和表4122
D (js16)
活:带钙号的守尽最不采用。
GB 5342--85
6075°或90
铣刀体可湖成带沉头座
或圆形槽(如点划线所)www.bzxz.net
b(H12)
2首径D=315、400和500mm铣刀的型式和尺寸按图5和表51.2.3.2
GB 5342 -85
杯= 45 °、60 °
75°或90°
锐刀体可制成带沉头座
或阿形槽(如点划线所示)
D(js16)
基本尺寸
基本尺寸
注:带括号的尺寸尽量不采用。+0.03
b(H12)
基本尺寸
1.3端面键槽按GB6132-85《铣刀和铣刀刀杆的互换尺寸》。1.4端键传动刀杆按JB352883《7:24锥柄带端键端铣刀杆尺寸》。20
(参)
1.57/24锥柄定心刀杆按GB3837.3—83《机床工具7:24圆锥联结工具锥柄》1.6铣刀刀片的型式和尺寸按GB2076一80《切削刀具用可转位刀片型号表示规则》和1GB2081-80《铣削刀具用硬质合金可转位门片》优先选用。1.了铣刀的代号和表示规则按本标准附录A:可转面铣刀标记示例(补充件)。2技术要求
2.1铣刀刀片不得有裂纹、崩刃,其余零件不得有裂纹、刻痕和锈迹等影响使用性能的缺陷。2.2铣刀乃片定位面、铣刀柄部(或端面)的位置公差按表6。121
主切削刃的法向(或径间)
圆跳动
端刃的端而瞬跳动
支承端面的端面圆跳动
柄部的径向跳动
GB5342—85
= 63 ~ 160
糊邻芮
20~315
注:“)检查跳动时,维柄铣刀以公共轴线为基准;黛式铣月以内孔和端南定位。②)检奔刃圆跳动应采朋同·门在間切剂办上进行,专业生产的铣刀,其装用刀片的精度不得低1C级(按GB2081-—80)
的表面糙度(按GB1031-83)不得高:2.4
锥柄铣刀柄部外圆:Ra0.63um。货式铣刀的内孔和遇面:Ra1.25um。刀刀体用合金钢制造,其硬度:2.5
锥柄铣J头部不低于HRC45,柄部为HRC35~0。套式铣孔不低于HB220,与刀片直按接触的定位哺便度不低HRC45。铣刀下其余零件的硬度:定位元作不低了HRC50:火紧元作不低!HRC40
2.6铣刀小片火紧应可靠,保证切削过程中刀片不松动和不位移。2.7洗刀各零件应能1换。
2试验方法
400-500
供刀性能试验的片,采片用途代导为P20的硬质合金(按GB207581《别制加二用硬质台3.1
金分、分纠代号》),试验材料用45导钢,硬度为HB170~200。3.2试验时不用冷却液。
3.3试验切剂规范按表7。
切削速度
150~120
海尚进给量mm
相、中为
跳削宽度
(对岛饼削)
3.4经试验后铣刀切削刃上不得有崩刀和限的嘛损现象,削深汉
洗潮长
基件不松动,应深特共原有雄能。12
4标志和包装
4.1标志
GB5342—85
4.11铣刀上应标志:制造」商标、铣刀直径。4.1.2铣刀』片上应标志硬质合金牌号和用途代号(按GB2075-80)。4.1.3铣刀的包装盒上应标志:[厨标号、产品名称、制造厂名称和商标、洗刀直径、制造年月。4.2包装
铣刀在包装前应经防锈处理,成包的铣刀应防止损伤。2
1铣刀直径
D =80、100、125、160、200、
25.315.400、500、630
3铣刀齿数
28、36、44
2铣刀安装种类
GB5342—85
附录A
可转位面铣刀的标记示例
(补充件)
4铣刀切削方向
刀片夹紧方式
月片后澳块夹紧
刀片前换块夹紧
6刀片主偏铺
7刀片形状
8刀片祛向席角
9刀片切削刃长度
0刀片修光刃祛向居角
GB5342--85
附录B
可转位刀片的三点定位尺寸
(参考件)
本附录符合GB5340一85《可转位立铣刀》中附录B的规定。附加说明:
本标准由中华人民共和国机械工业部提出。本标准由机械工业部成都工具研究所负责起草。本标准主要起草人陆芙英。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。