基本信息
标准号:
GB/T 6091-1985
中文名称:刀口形直尺
标准类别:国家标准(GB)
标准状态:已作废
发布日期:1985-06-06
实施日期:1986-05-01
作废日期:2004-08-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:74.98 KB
相关标签:
直尺
标准分类号
标准ICS号:计量学和测量、物理现象>>长度和角度测量>>17.040.30测量仪器仪表
中标分类号:机械>>工艺装备>>J42量具与量仪
相关单位信息
复审日期:2004-10-14
起草单位:北京量具刃具厂
标准简介
GB/T 6091-1985 刀口形直尺 GB/T6091-1985
标准内容
中华人民共和国国家标准
刀口形直尺
Straight edge
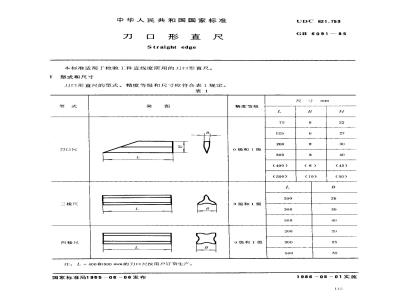
本标准适用了检验1件直线度所用的刀口形直尺。型式和尺寸
刀口形直尺的型式、精度等级和尺寸应符合表1规定。表1
三棱尺
四棱尺
注:L=400和500mm的口尺按用户订货生产。国家标准局1985-06-06发布
精度等级
0级和1级
0级和1级
0级和1级
(400)
UDC 621.753
GB 6091---85
(50)
1986-05-01实施
2技术要求
GB 6091 --85
2.1刀口形直尺测量面的直线度公差不大于表2规定。表2
注:①表中数值是指温度为20℃时的数值。0级
直线度公差
②直线度公差为刀口形直尺测量面与检验平尺测量面相接触,在沿测量面的圆弧自刀口尺侧面垂直于检验平尺测量面的位置向两侧转动22.5°范围内测量。2.2
刀口形直尺的材料和测量面的硬度按表3规定。表3
材料名称
合金工具钢
或轴承钢
测量面硬度
不低于HV713
(HRC 60)
注:充许选用与上述材料性能相同或更好的材料制造。测量面内不同部位的硬度差
应不超过HV 82
(HRC3个单位)
2.3刀口形直尺的测量面及其相邻接表面的表面粗糙度Ra值(按GB1031一83《表面粗糙度数及其数值》)应不大于表4规定。表4
刀口尺
三棱尺
四棱尺
0.040(不低于√12)
与测量面相邻接的表面
0.630(不低于8)
0.160(不低于10)
GB 6091-—85
2.4刀口形直尺测量面的圆弧半径应不大于0.2mm。2.5刃口尺尖端处允许倒钝,如下图所示。60°~90°
刀口形直尺的外部表面不应有明显缺陷。刀口尺应装有绝热护板,三棱尺、四棱尺应带手柄。刀口形直尺应经稳定性处理。
刀口形直尺应去磁。
刀口形直尺非工作面,要求有防锈措施。标志与包装
刀口形直尺上应标志:
制造厂厂名或商标,
精度等级,
尺寸L,
产品序号。
刀口形直尺包装盒上应标志:
制造厂厂名或商标,
产品名称,
精度等级,
尺寸L。
刀口形直尺在包装前应经防锈处理,并妥善包装。刀口形直尺经检定符合本标准要求的,应附有产品合格证。合格证上应标志:制造厂厂名或商标,
精度等级:
尺寸L,
产品序号:
产品标准号:
出厂日期。
GB 6091-85
附录A
刀口形直尺的检验方法
(补充件)
本标准的检验方法只适用于制造厂产品出厂前的检验。真线度的检验:
用长度不小于被检刀口形直尺的检验平尺以光隙法检验。检验时,平尺用两等高点支撑,其支撑距离应使平尺变形最小,一一般是支撑在离平尺两端九分之二长度处,灯光箱置于平尺后方。将被检直尺测量面轻轻地与平尺接触,在沿测量面的圆弧自乃口尺侧面垂直于检验平尺测量面的位置尚两侧转动22.5°范围内,观察测量面与平尺透光间隙的大小,其值是由与标准光隙比较来确定。标准光隙出量块和平晶等组成,对于直线度为0.5um时用0级量块,1μm时用1级量块,等于和大于2μm时用2级量块。长度等于和大于300mm刀口尺的夹持位置应在距两端九分之二长度处。检验平尺的平面度公差见下表。刀口形平尺规格尺寸mm
检验平尺工作面平面度公差
附加说明:bZxz.net
75~200
300~400
本标准由中华人民共和国机械工业部提出,由机械工业部成都工具研究所归口。500
本标准由北京量具刃具厂负责起草,杭州量具厂、成都量具刃具广和江西工具厂参加起草。148
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。





