标准分类号
标准ICS号:流体系统和通用件>>管道部件和管道>>23.040.70软管和软管组件
中标分类号:冶金>>钢铁产品>>H48钢管、铸铁管
相关单位信息
复审日期:2004-10-14
起草单位:上海金属软管厂
发布部门:国家标准局
主管部门:中国钢铁工业协会
标准简介
本标准适用于1Cr18Ni9Ti不锈钢带和不锈钢丝制成的钎焊不锈钢软管。可用作电缆的防护套管及非腐蚀性的液压油、燃油、滑油和蒸汽系统的输送管道。 GB/T 3642-1983 S型钎焊不锈钢金属软管 GB/T3642-1983
标准内容
中华人民共和国国家标准
S型钎焊不锈钢金属软管
Type S brazed stainless steelflexible metallic hase
UDC669.14-462
:621.791.8
GB 3642—83
本标准适用于1Cr18Ni9Ti不锈钢带和不锈钢丝制成的轩焊不锈钢软管(以下简称软管)。可用作电缆的防护套背及非腐蚀性的液正油、燃油、滑油和蒸汽系统的输送管道。软普使用温度范围为0~40n℃。
1分类,代号
本标准的针焊不锈钢软管是耐压的密封软管。代号为S 型不锈钢软管。2尺寸、外形、重量、长度
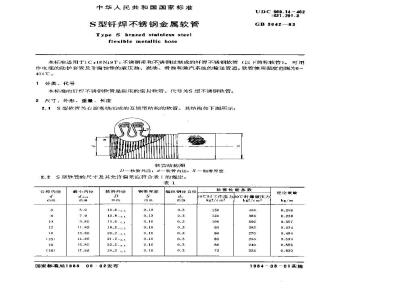
2.1S型软誉为行旋卷绕而成的互锁型结构的软管。其结构如下图所示:软管结构图
L—软管外径,d—软管内径S一钢带度2.2S型软管的尺寸及其充许偏差符合表1的规定。表1
公称内径
最小内径
软管外径
21.2 -0.3
国家标准局1983
05·02发布
钢带厚原度
编织钢丝直径
软管性能态数
20℃时T.作压力20℃时爆破压力kgf/cmz
kgf/em2
理论重最
1984-03-01实施
公弥内径
最小内径
软督外径
GB 3642—88
续表1
钢带厚度
编织钢丝直径
软管性能参数
20%:时 L作压,J120 ℃时爆破压力kgficm2
kgf/cm2
汁:① 软管理论重盘不包括接头的重量。弹论重蛋和钢带原度仅供参考。②表带活号的规格不推荐使用。210
180、
理论重甲
2.3每根软管的长度应不短于500mm,但允许交付长度为300mm~500mm的软管,其数不得超过交货总数量的15%。
2.4软管的交货分下列两种
2.4.1不带管接头的软背。
2.4.2带管接义的软管总成。
2.5标记示例:公称内径为16mm的钎烁不锈钢金属软管标记为:S10·GB3642一833技术要求
3.1软管由1Cr18Ni9Ti钢带制造,其技术条件应符合GB2598一81《冷轧不锈、耐热钢带》的软态钢临,编织网套用的1Cr18Ni9Ti钢丝,其技术条件应符合有关标准规定。管接头焊料采用HI.312镉焊料或其它银基焊料。
3.2每根软管普体锁缝的密封性均需通过3~6kf/cm2气密性试验。3.3钢丝编织网套的要求:
3. 8. 1 对钢丝编织网套的编织角度为45\5\,编织密度在85%以上3.3.2钢丝编织网套应贴合于管体上,钢丝的松紧程度应均匀。3.3.3钢丝编织网食允许有少量背股和个别的断丝现象,但每根软管断丝的根数不得多于2根,H断丝不得在同一股钢丝内。
3.3.4钢丝网套不允许有锈蚀、压痕及其它损伤。3.4软管接头的高频针焊应符合下列要求:3.4.1焊料应将网套的钢丝端头和套环外侧边缘全部覆盖住。3.4.2焊料不得沾留在套环和钢丝上,角应圆滑,焊后经抛光处理。3.5软管总成在出厂前应根据合向上的耐内压要求,均需进行液压试验。非总成出厂的软管,接头处及距其2mm以内的配件钉焊质量和软管的密封性由需方负责。3.6特殊用途的软管,根据供需双方协商另订技术协议,规定补充试验的内容、方法和要求。4试验方法
GB 3642—83
4.1数舒的内径和编织后外径均用游标卡尺测鼠,编织外径测量时应避开钢丝背股处。款管在平直状态下进行长度测量,10拍m起算。4.2软管衣面质量用肉眼观察。
4.生产厂应定期在合格的软管中抽取试验件作例行试验,其中爆破正力的数值应不小于表1的规定。
4.管体气密件试验方法见附录A。4.5替耐内压力试验见附录B。
5检验规则
软管的检查和验收应中供方技术监督部门进行。软待存出厂前逐根进行捡香和验收。6包装、标志和质量证明书
6.1软管衣面应保持清法,允许附有液压试验残留的煤油。软管应卷成圈状装在箱内。其内圈应大于软管公称内径的20倍。箱子必须于燥,箱内应用防湿纸或塑料薄膜衬垫。箱外应用钢带或硬塑带箍紧。根据需方要求,可以不装箱,成批软管包装的大小,由供需双方协商决定。6.2箱内应附有装箱单。箱外应刷有明显的标记:厂名、品名、重量、箱号及发运地点等项目。6.3每趾软管均应有质量证明书,其上注明:品名、规格、长度、根数、耐I作压力、出厂日期、龄验员代号及技术检验印章。
GB 3642—83
附录A
软管管体的气密性试验方法
(补充件)
软管的管体气密性试验,是在管体针焊之后逐根进行。是把软管一端堵住,另一端通入3~个发压的压缩空气,把整根软管管体全部漫入水中,保持压力在水中停留1~2min,应无泄漏现象,即为气密性合格。如发现有泄漏,应在泄漏处作好标记并切除。GB3642—83
附录B
软管总成的耐压试验方法
(补充件)
软管总成的耐压试验,是作为成品出厂检验。把软管一端用堵头堵住,另一端注人煤油至2~3个表压,把堵住的一端松开,放出剩余空气后继续通人煤油至5~10个表压,停留2min检查有无廖漏现象,如尤,再继续注人煤油至协议的压力值,保乐停留2~3min,应无泄漏现象,即合格。其装置示意图如下,
—软管总成:2:乐力&,3—并关,4一油泵GB 3642-83
(参考件)
软管组装接头、套环、螺母配合部分尺寸见表C。表C
普公称内径
(22】
软管外径
教管最小内径
管咀尾端直径
套环内径
外套螺母
M16× 1.5
M24 ×1.5
M27 ×1.5
M33×2
M36×2
M39×2
M45×2
M48×2
M56×2
M58×2
M68×2
M70×2免费标准bzxz.net
M72×2
D.1水平行程名义长度计算公式:式中:1.—软管总成长度,
H,-最大垂直高度.
H—最小垂直高度;
GB 3642—83
附录D
软管设计使用长度的计算方法
(参考件)
L =4R+2-1.57S
H, = 1.43R + I+ 0.785S
H,=1.43R+/+
1金瞩接头(包括套环)长度:
S—上作行程距离:
R——曲率半径取人于10倍软管的内径值,—股取11~20倍范围内。GB 3642—83
附录E
软管使用说明
(参考件)
E.1本软管系豆锁型结构,其锁缝由银锂焊料钎焊密封,供输送各种非腐蚀性的液体和蒸汽。E.2软管使用温度范围,作电线防护套管时使用温度为-20℃,作输送液体和蒸汽时使用温度范围a。
E.3软管使用时最小弯曲半径不小于软管公称内径的1倍。即Rmin<.10d。请勿弯曲小于其最小弯曲半径值,以免损坏软管或降低使用寿命。E4软管应放置于干燥和清洁的环境,以防生锈。E.5切勿损坏钢丝,以免降低爆破强度。E.6介质:液压油、燃油、滑油和蒸汽。E.7
软管在安装和使用过程中均不得受扭。E.8如果发生编织网套后缩时,不得用力拉管体,应拉编织网套,以免拉坏管体。附加说明:
本标准中华人民其和治金工业部提出。本标准由上海金属软管厂负责起草。本标雄主要起草人金士欣。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。