标准分类号
中标分类号:冶金>>金属理化性能试验方法>>H26金属无损检验方法
相关单位信息
标准简介
JB/T 6065-1992 磁粉探伤用标准试片 JB/T6065-1992
标准内容
中华人民共和国机械行业标准
磁粉探伤用标准试片技术条件
1. 主题内容与适用范围
本标准规定了磁粉探伤用A型、C型、D型三种标准试片的技术要求、检验方法、标志、包装和使用方法。适用于磁粉探伤用A型、C型、D型三种标准试片的产品质量评定。这三种试片主要用于检查连续法探伤中磁粉探伤装置、磁粉、磁悬液的综合性能,以及被检测工件表面有效磁场强度、磁场方向和试验操作是否适当。
2. 引用标准
- GB6985 电磁纯铁冷轧薄板
- ZBJ04006 钢铁材料的磁粉探伤方法
- JB/T 6063 磁粉探伤用磁粉技术条件
3. 技术要求
3.1 材料
3.1.1 A型、C型、D型三种标准试片均采用DT4A电磁纯铁板制造。
3.1.2 原材料的供货状态应符合GB6985的规定,材料轧制到试片厚度后,应在600°C真空或惰性气体保护下进行退火处理,保温1小时,然后炉冷至100°C以下。
3.2 标准试片的形状及尺寸
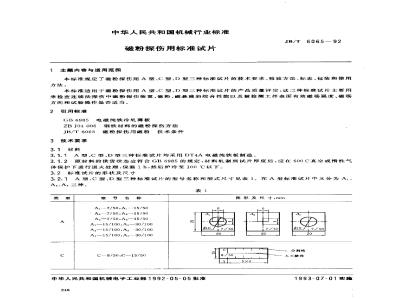
3.2.1 A型、C型、D型三种标准试片的型号名称和型式尺寸见表1。A型标准试片又分为A1、A2、A3三种。
表1 各类型试片的型号及尺寸
| 类型 | A | C | D |
|------|----|---|---|
| 型号名称 | A1—7/50, A1—15/50 | C—8/50, C—15/50 | D—7/50, D—15/50 |
| 尺寸(mm) | 7/50, 15/50, 7/100, 15/100 | 8/50, 15/50 | 7/50, 15/50 |
注:试片的人工缺陷槽位于几何图形中央,槽深和槽宽需符合表3的规定。
3.2.2 试片外形尺寸应符合表2的规定,表面应光亮,无划伤、点蚀、锈斑等缺陷,不得有毛刺、折痕或明显的变形,两个大面的表面粗糙度为0.8μm。
表2 试片的外形尺寸要求
| 类型 | A | C | D |
|------|---|---|---|
| 边长(mm) | 20×20 | 10×5 | 10×10 |
| 厚度(μm) | 50 | 100 | 50 |
| 偏差(mm) | ±1 | ±1 | ±1 |
3.2.3 试片上的人工缺陷槽应由U型槽或近似于U型的槽构成,槽的宽度和深度应符合表3的规定。
表3 人工缺陷槽深度与宽度要求
| 型号名称 | A—7/50 | A—15/50 | A—15/100 | A—30/100 | C—8/50 | C—15/50 | D—7/50 | D—15/50 |
|----------|--------|---------|----------|----------|--------|---------|--------|---------|
| 槽深(μm) | 50-80 | 50-90 | 50-90 | 60-110 | 50-80 | 50-90 | 50-80 | 50-90 |
4. 检验方法
4.1 原材料的检验
4.1.1 原材料的化学分析
在同一炉号(或批号)内的原材料,应至少抽取1份样品进行化学分析,分析结果应符合GB6985的规定。如分析结果不符合要求,允许重新取样分析。
4.1.2 原材料的厚度检验
轧制成试片厚度的原材料应至少选择3个检验点测量,测量结果应符合表2的要求。
4.2 试片的检验
每片试片都必须按表4规定的项目进行检验。
表4 试片检验项目与方法
| 检验项目 | 检验方法 | 检验要求 |
|----------|----------|----------|
| 外观 | 目视检查 | 符合3.2.2条规定 |
| 试片厚度 | 千分尺检查 | 符合表2的规定 |
| 人工缺陷 | 显微镜检查 | 符合表3的要求 |
注:检验时可采用抽样法,每批试片中抽取若干片进行检验。
本标准由机械电子工业部提出并归口,由航空航天工业部第六二一研究所负责起草。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。