基本信息
标准号:
JJG(铁道) 119.3-1994
中文名称:13号车钩段修样板 钩体下防脱台量规检定规程
标准类别:国家计量标准(JJ)
标准状态:现行
出版语种:简体中文
下载格式:.rar .pdf
下载大小:195.00 bytes
相关标签:
车钩
样板
量规
检定
规程
标准分类号
关联标准
出版信息
相关单位信息
标准简介
JJG(铁道) 119.3-1994 13号车钩段修样板 钩体下防脱台量规检定规程
JJG(铁道)119.3-1994
标准内容
共45页第34页
3外现
JJG(铁道)119—94
检定要求和检定方法
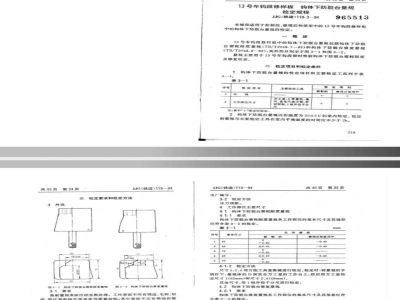
图3-韵体下防最台需艳限度整现图3—2为体下将质台移复量线
3.1要求
新制量规表面应经发黑处理工作表面不应有避、毛刺、划痕、聚纹等影响外观和使用质量缺陷:其它表面不应有锈链和裂收。
修理后和使用中的量规允许有不影响使用质量的外观缺陷。JJG(铁道)119—94
共45页
第33页
13号车钧段修样板
发钩体下防脱台量规
检定规程
JJG(铁道)119.3—94
965513
本规程适用于新制的、修理后和使用中的13号车钩段修样板中的钩体下防台量规的检定,
13号车钩段修伴板中的钩体下防脱台量规包括钩体下防脱台磨耗限度量规(TB/T2048.7-89)和钩体下防脱台修复量规(TB/T2048.8—89).其外形分别示于图3—1和图3-2.量规主要用于13号车钩段修时检验钩体下防脱台瘤耗限度及修复状态,
检定项目和检定条件
钩体下防脱台量规的检定项目和主要检定工具列于表表3-1
验定项目
工作部位尺寸
主要检定工具
万工显、6等量换、
尺、直角尺或办,格
对样板、1级外经干分
检定类别
新制的
够理格使用中
注:表中“+“表示应龄定,
2钩体下防脱台量规应在温度为20±5℃的室内检定。检定前量规与主要检定工具在室内平衡温度的时间应不少于2h,219
JJG(铁道)119—94
出厂编号。
3.2检定方法
目力观察。
4工作部位主要尺寸
4.1钩体下防脱台磨耗限度量规
4.1.1要求
共45页第35页
钩体下防脱台密耗限度量规各工作部位的基本尺寸及其偏差应符合表3—2的规定。
表3-1
基本尺寸
41-2检定方法
新制的
参媒后和使用中
尺寸1、2、4用万能工具整微镜进行检定,检定时,将量规的手据柠下,量规体的D面放在万工显的工作台上,然后用万工显检定尺寸1(62mm)和尺寸2、4(49mm),其余尺寸,用1级外径千分尺进行检定,4-2钩体下防脱台修复量规
4.2-1要求
钩体下防脱台修复量规各工作部位的基本尺寸及其偏差应符合表33的规定,
去下载
吕打印
视图
A 标记
凹 JG(铁道)119.3-199413号车钩段修样板钩体下防脱台量规检定规程格式:PDF1页数:31上传日期:2015-07-0114:59:231浏览次数:3下载积分:1000
JJG(铁道)119—94
自加入阅读清单
共45页第33页
13号车钩段修样板钩体下防脱台量规检定规程
JJG(铁道)119.3—94
965513
本规程适用于新制的、修理后和使用中的13号车钩段修样板中的钩体下防脱台量规的检定,规述
13号车钩段修样板中的钩体下防脱台量规包括购体下防脱台磨耗限度量规(TB/T2048.7-89)和钩体下防脱台修复量规(TB/T2048.8—89),其外形分别示于图3—1和图3—2.量规主要用于13号车钩段修时检验物体下防股台需耗限度及修复状态,
检定项目和检定紊件
钩体下防脱台量规的检定项目和主要检定工具列于表表3-1
检定项目
工作部位员寸
主要检定工具
万工墨、6等量机
尺、直角尺或方临,
对押板,1级外经干生
新制的标理格使用中
注,表中“+“表示应检定
钩体下防脱台量规应在温度为20±5C的室内检定。检定前量规与主要检定工具在室内平衡温度的时间应不少于2h,219
共45页
第34页
3外观
JJG(铁道)119—94
检定要求和检定方法
JJG(铁道)119—94
出厂编号。
3.2检定方法
目力观察。
4工作部位主要尺寸
4.1购体下防脱台磨耗限度量规
4.1.1要求
共45页
第35页
钩体下防脱台磨耗限度量规各工作部位的基本尺寸及其偏差应符合表3—2的规定,
表3-1
基本尺寸
新制的
课后和使用中
共45页第36页
表3—3
基本尺寸
新制的
JJG(铁道)119-94
免许偏
修理后和使用中
与检对伴报的间放≤0.10
4.2-2检定方法
与疫对样板的间限<0.40
尺寸1.7用万能工具显微镜进行检定。检定时,将量规的手帮控下,量规体的D面放在万工显的工作台上,然后用万工显检定尺寸1(62mm)和尺寸7(70mm)。检定尺寸2时.将量规体的D面放在1级检验平板上,并使量规体的B边紧靠直角尺(或方箱)的直角边,用6等量块检定尺寸2(10.5mm),
尺寸3~6用钩体下防脱台修复量规校对伴板检定,检定时,将校对样板的1,1处与量规的E、F面贴靠,用塞尺检查量规。-b,b一e面与校对样板的间鼠,新制量规的间踪不大于0.10mm,修理后和使用中的量规间欧不大于0.40mm,四检定结果的处理和检定周期
5经检定符合本检定规程要求的钩体下防脱台量规填发控定证书。不符合要求的量规填发检定结果通知书。6钩体下质脱台量规的检定周期服据使用情况确定,最长不超过半年。
全文阅读已结束,下载本文需要使用 三1000积分wwW.bzxz.Net
下载此文档
阅读了该文档的用户还阅读了这些文档中华人民共和服快服部
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。


 119.3-1994 13号车钩段修样板 钩体下防脱台量规检定规程")
 119.3-1994 13号车钩段修样板 钩体下防脱台量规检定规程")
 119.3-1994 13号车钩段修样板 钩体下防脱台量规检定规程")