基本信息
标准号:
QB/T 1564-1992
中文名称:切苇刀
标准类别:轻工行业标准(QB)
英文名称: Reed cutting knife
标准状态:现行
发布日期:1992-07-06
实施日期:1993-03-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:134.85 KB
标准分类号
中标分类号:轻工、文化与生活用品>>轻工机械>>Y91造纸机械综合
出版信息
出版社:中国轻工业出版社
页数:6页
标准价格:10.0 元
出版日期:1993-03-01
相关单位信息
起草人:杜进昌、闵茄洪、尼新兴
起草单位:上海机械刀片厂、大连机械刀片厂
提出单位:轻工业部技术装备司
发布部门:中华人民共和国轻工业部
标准简介
本标准规定了切苇刀(以下简称“刀片”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于造纸行业中切苇机所配用的刀片。 QB/T 1564-1992 切苇刀 QB/T1564-1992
标准内容
中华人民共和国轻工行业标准
切苇刀
1主题内容与适用范围
QB/T1564—1992
本标准规定了切苇刀(以下简称“刀片”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于造纸行业中切机所配用的刀片。2引用标准
GB/T700普通碳素结构钢技术条件GB/T1299合金工具钢技术条件
3逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T 2828
ZBJ36003工具热处理金相检验标准3产品分类
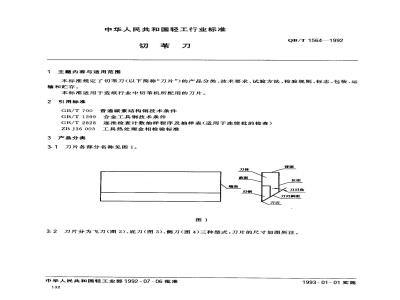
3.1刀片各部分名称见图1。
刀刃角
芳刃斜面
3.2刀片分为飞刀(图2)底刀(图3)、侧刀(图4)三种型式,刀片的尺寸如图所注。中华人民共和国轻工业部1992-07-06批准132
准热实网
器标准行格料素
1993-01-01实施
760±3
QB/T 1564—1992
图2W-1型
4技术要求
142.5±0.8
427.5±0.8
图3W-2型
300±1
图4W-3型
4.1刀片应符合本标准要求,并按照规定程序批准的图样和技术文件制造。准热实网m
标准行格劳费室
A—A旋转
QB/T 1564-1992
4.2刀片可以由一种材料制成,也可以由两种材料复合雨成。4.3全钢刀片和复合刀片的刀刃钢可采用GB/T1299规定的材料9SiCr、CrWMn、8MnSi等,也可用性能不低于此类钢种的其他钢种。4.4
复合刀片的刀体材料为Q215、Q235,其性能应符合GB/T700的规定。刀片淬硬区的金相组织应为回火马氏体,马氏体针叶长度不得大于三级,网状碳化物不大于二级。4.5
4.6刀片淬硬区的硬度为HRC52~62,同片硬度差不大于HRC3。用两种材料复合而成的刀片焊结部位应牢固可靠,可见处不得有缝隙和夹渣。4.7
刀片尺寸公差和粗糙度应符合本标推图2~图4的规定。形位公差
飞刀前面长度方向直线度1.0mm,宽度方向直线度0.6mm。底刀前面长度方向直线度0.6mm。侧刀前面长度方向直线度0.4mm。刀刃直线度:侧刀为0.3mm,底刀为0.4mm。淬硬区经磨削后不得有黑斑存在。刀片不允许有裂纹存在。
4.12外观
刀片表面不允许有毛刺、碰伤、划痕等缺陷存在。5试验方法
试验方法按表1规定进行。
刀刃角度
金相组织
试验方法
用钢卷尺测定刀片宽度中间部位(W-2型、W-3型)长度或图2所示两点(W-1型)的距含
用游标卡尺测定中间一点和距两端50mm处两点三处宽度
用千分尺测定距刀刃10mm处,长度方向中间一点及距两端50mm两点
用角度尺测量长度方向中间部位及距两端50mm两处
按ZBJ36003进行
方法1:
用游标卡尺测出 L1、L2
qL(L+L2)/2
方法2:
采用专用检具
各类标注行业资科免费下载
钢卷尺
游标卡尺
千分尺
角度尺
金相显微
游标卡尺
或专用检
直线度
粗糙度
QB/T 1564---1992
续表1
试验方法
将平尺纵向放在刀片上面用塞尺测出最大间隙,当中凸时在两端先垫入相等厚度值塞尺片,再用塞尺测出最小间隙,将特定塞尺片厚度减去最小间隙即为该项直线度用粗糙度样块对照
选刀刃部或淬硬区宽度中间部位在长度中硬度及同片硬度差部及距两端L/4处测三点,三点硬度最大差值为同片硬度差
裂纹缝隙夹渣外观
6检验规则
6.1检验分类
刀片分出厂检验和型式检验两类。出厂检验项目为4.6~4.12条。
有下列情况之一时进行型式检验。材料、工艺有较大改动可能影响产品性能时;对产品质量有异议时;
国家监督机构提出进行型式检验时;正常生产时6个月至少抽查一次;停产6个月以上恢复生产时。
6.2抽样与组批规则
6.2.1出厂检验
6.2.1.1把生产条件基本相同,同时投料的同一品种规格刀片汇集成批,提交检查。工
刀形平尺
粗糙度样
洛氏硬度
6.2.1.2刀片不合格分为A类、B类和C类。对于A类、B类不合格,AQL是每百单位产品不合格品数;对于C类不合格,AQL是每百单位产品不合格数。与此相应,在实施抽样检查时,对于A类、B类不合格,抽样方案中的A。和R。按件(不合格品数)计,对于C类不合格,A。和R。按项(不合格数)计。6.2.1.3检查水平的规定
对A类、B类1组和C类不合格按一般检查水平I进行,对B类不合格2组按特殊检查水平S-3进行。
6.2.1.4严格度的规定
按正常检查进行。
6.2.1.5抽样方案的规定
抽样方案按GB/T2828规定的-次抽样方案进行。6.2.1.6不合格项目的分类及分组见表2。135
各类标注行业资科免卖下载
6. 2. 1. 7
刀片有裂纹;
QB/T1564—1992
复合刀片可见处有缝隙和夹渣
厚度超差;
前面和反面粗糙度不符合要求;刀刃和前面长度、宽度方向直线度超差;淬硬区内有黑斑
淬硬区部分硬度不符合要求;
同片硬度差超差;
槽距超差
宽度不符合要求;
长度不符合要求;
其他表面粗糙度不符合要求;
标志、包装不符合要求;
外观不符合要求
合格质量水平(AQL)的指定值见表3。表3
缺陷类组
6.2.1.8按GB/T2828判定检验结果。6.2.2型式检验
B类1组
B类2组
6.2.2.1型式检验从出厂检验合格的产品中随机抽取-片,检验4.3~4.5条。6.2.2.2若型式检验判为不合格,则产品应停止验收,同时分析原因,采取措施,直至新的型式检验通过。
7标志、包装、运输和贮存
7.1每片刀片应在适当位置清晰地印上制造厂厂名(或商标)与制造日期等标志。7.2每片刀片经清洗干燥后涂上防锈油脂,并用防锈纸包装,然后装人普通木箱内,在正常运输和保管条件下,自出厂日起半年内不锈蚀。7.3包装箱内应附有下列技术文件:a.
装箱单;
产品合格证;
产品使用说明书。
包装箱外应清晰地标明下列内容:a.
收货单位及地址;
产品名称及规格;
产品毛重及数量;bZxz.net
类标柜行业资术免费下载
制造厂名及地址;
出广日期。
QB/T1564—1992
7.5产品应放置在通风良好的地方贮存,严防潮湿,并不能与腐蚀性物品贮存在一起。附加说明:
本标准由轻工业部技术装备司提出。本标准由全国轻工机械标准化中心归口。本标准由上海机械刀片厂、大连机械刀片厂负责起草。本标准主要起草人杜进昌、闵洪、尼新兴。自本标准实施之日起,原轻工业部部标准QB664一1976《切苇刀》作废。标准搜专网wwm.bzs050.2om华类标准行业资科分费一载137
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






