JB/T 6688-1993
基本信息
标准号: JB/T 6688-1993
中文名称:12角头法兰面螺栓和12角法兰面螺母 技术条件
标准类别:机械行业标准(JB)
英文名称: Technical specifications for 12-point flange bolts and 12-point flange nuts
标准状态:现行
发布日期:1993-06-01
实施日期:1994-01-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:1585294
标准分类号
中标分类号:机械>>通用零部件>>J13紧固件
关联标准
出版信息
出版社:机械工业出版社
页数:5 页
标准价格:8.0 元
出版日期:1994-01-01
相关单位信息
起草单位:南京汽轮电机厂、南京燃气轮机研究所、哈尔滨汽轮机厂、中国船舶工业总公司第703研究所
提出单位:南京燃气轮机研究所
发布部门:国家机械工业局
标准简介
本标准适用于燃气轮机动力装置用12角头法兰面螺栓、12角法兰面螺母(以下简称螺栓、螺母)的制造和验收。 JB/T 6688-1993 12角头法兰面螺栓和12角法兰面螺母 技术条件 JB/T6688-1993 标准下载解压密码:www.bzxz.net
标准图片预览





标准内容
适用范围
中华人民共和国机械行业标准
12角头法兰面螺栓和
12角法兰面螺母技术条件
JB/T6688—1993
本标准适用于燃气轮机动力装置用12角头法兰面螺栓、12角法兰面螺母(以下简称螺栓、螺母)的制造和验收。
引用标准
GB3077
螺纹收尾、肩距、退刀槽、倒角普通螺纹基本尺寸(直径1~600毫米)普通螺纹公差与配合(直径1~355毫米)金属拉力试验法
合金结构钢技术条件
GB3098.1~3098.4紧固件机械性能GB3099
GB3016
GB5276
GBn177
3技术条件
3.1主要指标
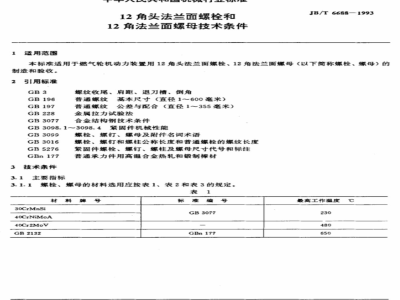
螺栓、螺钉、螺母及附件名词术语螺栓、螺钉和螺柱公称长度和普通螺栓的螺纹长度紧固件螺栓、螺钉、螺柱及螺母尺寸代号和标注普通承力件用高温合金热轧和锻制棒材螺栓、螺母的材料选用应按表1、表2和表3的规定。3.1.1
30CrMnSi
40CrNiMoA
40Cr2MoV
GB2132
机械工业部1993—0601批准
标准编号
GB3077
GBn177
最高工作温度
1994--0101实施
材料牌号
40Cr2MoV
材料牌号
40Cr2MoV
材料牌
40Cr2MoV
0.38~0.45
抗拉强度
JB/T6688-1993
0.17~0.37
0.15~0.25
0.50~0.80
主要机械性能\
瘤服强度
注;1)表中主要机械性能为室温时的数值。伸长率
螺栓、螺母的热处理和表面处理按表4的规定。3.1.2
材料牌号
30CrMnSi
40CrNiMoA
40Cr2MoV
GH2132
注,表面处理仅限于娠母。
螺栓、螺母的螺纹
螺纹公差
外螺纹公差为6g;
内螺纹公差为6H。
热处理
HRC30~36
HRC31~37
HRC29~35
表面处理
镀镉饨化
0.30~0.40
(不小于)
折面收率
冲击吸收功
1.50~1.90
镀层厚度
P≥1.5mm
螺纹侧面的表面粗糙度参数Ra的最大允许值为3.2μm。3~5μmWww.bzxZ.net
3~5μm
8~12μm
在材料届殿极限不小于932MPa时,螺栓所能承受的扳拧力矩不得小于表5的规定。3.1.4
螺纹规格
拧力矩
娠纹规格
板拧力矩
螺纹规格
扳力矩
螺纹规格
扳力矩
M30×3
JB/T6688--1993
M33×3
M36×3
螺栓、
螺母的形位公差按表71~表7一3的规定,3.1.6
3.1.6.1同轴度
表7--1
M39×3
公差t
M42×3
M45×3
选取公差
t的依据
d(D)mm
注:1)
注:1)
JB/T66881993
基准面不应是光杆和螺纹各一部分。如有必要基准面d应移到距螺栓(避开螺纹收尾》头部有足够的距离(最大至3P)。
垂直度
公差t
选取公差
t的依据
d(D)mm
一部分。如有必要基准面d应移到距螺栓(避开螺纹收尾)头部有足够的距离基准面不应是光杆和媒纹各。
(最大至3P),
表7—3
公差t
t-0.0021+0.05
t=0.00251+0.05
3.1.7螺栓、螺母的表面不允许有裂纹、毛刺,螺纹不允许有断扣。选取公差
t的依据
d(D)mm
4检验规则
JB/T6688-1993
4.1试件的拉力试验按GB228进行。其抗拉强度%、屈服强度a、伸长率80.s应达到3.1.1条的规定。4.2螺栓的拉力试验按GB3098.1进行,其试验值应不小于性能等级9.8级的规定。4.3螺栓的硬度检查在热处理后按GB3098.1进行,其试验值应符合表4的规定。4.4螺栓的其它试验可根据需要按GB3098.1进行,其试验值应不小于性能等级9.8级的规定。4.5螺母的保证载荷试验按GB3098.2进行,其性能等级按9.0级的规定。4.6螺母的硬度检查在热处理后按GB3098.2进行,其试验值应符合表4的规定。4.7螺栓的扳力矩试验。当扭矩达到表5的数值时,螺栓的12角部分不应产生影响使用的永久变形或与扳手之间的相对滑动。扭矩测量装置的精度应不低于土5%。4.8螺母的扳拧力矩试验。当扭矩达到表5的数值时,螺母的12角部分不应产生影响使用的永久变形或与扳手之问的相对滑动。扭矩测量装置的精度应不低于土5%。5验收检查、标志与包装
5.1螺栓或螺母应成批提交检查,每批应由同一型式、同一尺寸和同一炉号材料制造,并按同一规范进行热处理。
5.2螺栓和螺母的外观应100%检查。5.3螺栓和螺母根据需要可进行磁粉探伤或荧光探伤。5.4螺栓应在头部顶面用凸字或凹字标志,螺母应在支承面用凹字标志。标志符号:30CrMnSi、40CrNiMoA用符号D”;40Cr2MoV用符号Z\;GH2132用符号“G”5.5其它验收规则和包装按GB90《紧固件验收检查、标志与包装》的规定附加说明:
本标准由南京燃气轮机研究所提出本标准由南京燃气轮机研究所归口。本标准由南京汽轮电机厂、南京燃气轮机研究所、哈尔滨汽轮机厂、中国船工业总公司第703研究所起草。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
12角头法兰面螺栓和
12角法兰面螺母技术条件
JB/T6688—1993
本标准适用于燃气轮机动力装置用12角头法兰面螺栓、12角法兰面螺母(以下简称螺栓、螺母)的制造和验收。
引用标准
GB3077
螺纹收尾、肩距、退刀槽、倒角普通螺纹基本尺寸(直径1~600毫米)普通螺纹公差与配合(直径1~355毫米)金属拉力试验法
合金结构钢技术条件
GB3098.1~3098.4紧固件机械性能GB3099
GB3016
GB5276
GBn177
3技术条件
3.1主要指标
螺栓、螺钉、螺母及附件名词术语螺栓、螺钉和螺柱公称长度和普通螺栓的螺纹长度紧固件螺栓、螺钉、螺柱及螺母尺寸代号和标注普通承力件用高温合金热轧和锻制棒材螺栓、螺母的材料选用应按表1、表2和表3的规定。3.1.1
30CrMnSi
40CrNiMoA
40Cr2MoV
GB2132
机械工业部1993—0601批准
标准编号
GB3077
GBn177
最高工作温度
1994--0101实施
材料牌号
40Cr2MoV
材料牌号
40Cr2MoV
材料牌
40Cr2MoV
0.38~0.45
抗拉强度
JB/T6688-1993
0.17~0.37
0.15~0.25
0.50~0.80
主要机械性能\
瘤服强度
注;1)表中主要机械性能为室温时的数值。伸长率
螺栓、螺母的热处理和表面处理按表4的规定。3.1.2
材料牌号
30CrMnSi
40CrNiMoA
40Cr2MoV
GH2132
注,表面处理仅限于娠母。
螺栓、螺母的螺纹
螺纹公差
外螺纹公差为6g;
内螺纹公差为6H。
热处理
HRC30~36
HRC31~37
HRC29~35
表面处理
镀镉饨化
0.30~0.40
(不小于)
折面收率
冲击吸收功
1.50~1.90
镀层厚度
P≥1.5mm
螺纹侧面的表面粗糙度参数Ra的最大允许值为3.2μm。3~5μmWww.bzxZ.net
3~5μm
8~12μm
在材料届殿极限不小于932MPa时,螺栓所能承受的扳拧力矩不得小于表5的规定。3.1.4
螺纹规格
拧力矩
娠纹规格
板拧力矩
螺纹规格
扳力矩
螺纹规格
扳力矩
M30×3
JB/T6688--1993
M33×3
M36×3
螺栓、
螺母的形位公差按表71~表7一3的规定,3.1.6
3.1.6.1同轴度
表7--1
M39×3
公差t
M42×3
M45×3
选取公差
t的依据
d(D)mm
注:1)
注:1)
JB/T66881993
基准面不应是光杆和螺纹各一部分。如有必要基准面d应移到距螺栓(避开螺纹收尾》头部有足够的距离(最大至3P)。
垂直度
公差t
选取公差
t的依据
d(D)mm
一部分。如有必要基准面d应移到距螺栓(避开螺纹收尾)头部有足够的距离基准面不应是光杆和媒纹各。
(最大至3P),
表7—3
公差t
t-0.0021+0.05
t=0.00251+0.05
3.1.7螺栓、螺母的表面不允许有裂纹、毛刺,螺纹不允许有断扣。选取公差
t的依据
d(D)mm
4检验规则
JB/T6688-1993
4.1试件的拉力试验按GB228进行。其抗拉强度%、屈服强度a、伸长率80.s应达到3.1.1条的规定。4.2螺栓的拉力试验按GB3098.1进行,其试验值应不小于性能等级9.8级的规定。4.3螺栓的硬度检查在热处理后按GB3098.1进行,其试验值应符合表4的规定。4.4螺栓的其它试验可根据需要按GB3098.1进行,其试验值应不小于性能等级9.8级的规定。4.5螺母的保证载荷试验按GB3098.2进行,其性能等级按9.0级的规定。4.6螺母的硬度检查在热处理后按GB3098.2进行,其试验值应符合表4的规定。4.7螺栓的扳力矩试验。当扭矩达到表5的数值时,螺栓的12角部分不应产生影响使用的永久变形或与扳手之间的相对滑动。扭矩测量装置的精度应不低于土5%。4.8螺母的扳拧力矩试验。当扭矩达到表5的数值时,螺母的12角部分不应产生影响使用的永久变形或与扳手之问的相对滑动。扭矩测量装置的精度应不低于土5%。5验收检查、标志与包装
5.1螺栓或螺母应成批提交检查,每批应由同一型式、同一尺寸和同一炉号材料制造,并按同一规范进行热处理。
5.2螺栓和螺母的外观应100%检查。5.3螺栓和螺母根据需要可进行磁粉探伤或荧光探伤。5.4螺栓应在头部顶面用凸字或凹字标志,螺母应在支承面用凹字标志。标志符号:30CrMnSi、40CrNiMoA用符号D”;40Cr2MoV用符号Z\;GH2132用符号“G”5.5其它验收规则和包装按GB90《紧固件验收检查、标志与包装》的规定附加说明:
本标准由南京燃气轮机研究所提出本标准由南京燃气轮机研究所归口。本标准由南京汽轮电机厂、南京燃气轮机研究所、哈尔滨汽轮机厂、中国船工业总公司第703研究所起草。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。