备案号:7266·2000
HG/T3666—2000
本标是等同采用国际标催1S046393.1995《内燃机燃油系统用纯胶管及橡胶软管第三部分:
氧化燃油\制定的、
《内燃机燃油系统纯胶管及橡胶软管》系列准包括下列三个标准:HG/T3042—1989《内燃机桃燃油系统输送常规液体燃油纯胶管和橡胶软管》(e4VIS0)4639-1:1987)
HG/T3665--2000《内燃机燃油系统输送含氧燃油用纯胶管及橡胶软管》(idllIS04639-2:1995)HG/T3666—2000《内燃机燃油系统输送氧化燃油用纯胶管及橡胶软管》(idtIS0)4639-3:1995)本标推的附录A、附录B、附录C和附录D足标雄的附录。附录E是提示的附录。本标准中华人民共和国原化学工业部技术监督可提出。本标准用全国橡胶与橡胶制品标准化技术委员会软管分技术委员会归口。本标准负资起草单位:原化学1.业部沈阳橡胶研究设计院。本标准主要起草人:李春明、张敬之。Ss5
HG/T 3666—2000
ISO 前
ISO(国际标准化组织)是各国标准团体(1S()成员团体)的世界性联合机构,制定国际标准的工作通常由IS门务技术委员会进行。凡对已建立技术委员会的项目感兴趣的成员团体均有权参加该委员会。与TS()有联系的政府和非政府的国际组织,也可参加此项工作,在电上技术标准化的所有方面.ISO与国际电工委员会(IEC)紧密合作,技术委员会采纳的国际标准草案要发给成员团体进行技票。作为国际标难发布时,要求至少有75%投票的成员团体投赞戒票。
国际标准ISO4639-3由ISO/IC:45橡胶与橡胶制品技术委员会SC1软管(橡胶和塑料)分技术委员会制定。
ISO4639的总标题是《内燃机燃油系统用纯胶管和橡胶软管规范》,由下列三部分组成:第一部分:常规液体燃油
第二部分:含氧燃油
第三部分:氧化燃油
附录A、B、C和ID是构成ISO4639本部分的标准的附录。396
中华人民共和国化工行业标准
内燃机燃油系统输送氧化燃油用纯胶管及橡胶软管
Rubber tuhing and hoses for fuel cireuits tor internal-Combustion engincs using oxidized fuelsHG/T 3666 2000
idt IsO 4639-3: 1995
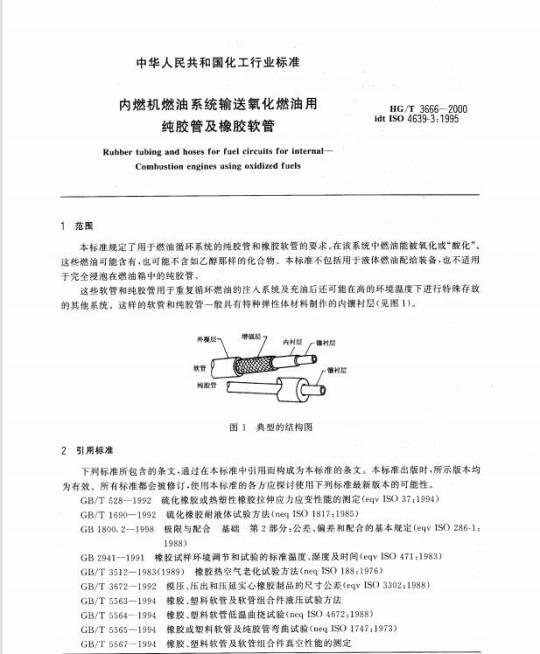
木标准规定「用于燃油循环系统的纯胶管和橡胶软管的要求。在该系统中燃油能被氧化或“酸化”。这些燃油可能含存,也可能不含如乙醇那样的化合物。本标准不包括用于液体燃油配给装备,也不适用于完全浸泡在燃油箱中的纯胶管、这些软管和纯胶管用于重复循环燃油的注人系统及充油后还可能在高的环境温度下进行特殊存放的其他系统,这样的软管和纯胶管般具有特种弹性体材料制作的内镶衬层(见图1)。外糖层一
纯胶管
2引用标准
增骏松7
广每衬层
襄村汽
图1典型的结构图
下列标准所包含的条文,通过在本标准中引币而构成为本标准的条文,本标罪出版时.所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版的可能性。G1B/T528-1992硫化橡胶或热塑性橡胶拉伸应力应变性能的测定(e4VISC)37:1994)GB/T1690—1992硫化橡胶谢液体试验方法(ncS)1817:1985)极限与配合基研第2部分:公萃、偏差和配合的基本规定(eqv1S)286-1:GB 1800.2---1998
橡胶试样环境调节利试验的标准温度、混度及时间(eVTS()471198%)GB 2941--1991
GB/T35121983(1989)橡胶热空气老化试验方法(nc1S188:1976)GB/T3672—1992
模压、压出科压延实心橡胶制品的尺寸公差(egVS)3302:1988)橡胶、塑料软管及软管组合件液压试验方法GB/T 5563--1994
GB/T 5564—1994
G3/T 55651994
GB/T !67—1994
橡胶,塑料软管低温挠试验(ne.1s0)4672:1988)橡胶或潮料软管及纯胶管弯曲试验(neqIsO1747:1973)橡胶、塑料软管及软管组合件真空性能的测定国家石油和化学工业局2000-05-23批准2000.12-01实施
HG/T 3666—2000
GB/T6031—1998硫化橡胶或热塑性像胶硬度的测定(10~100IRHD)(idlIS048:1994)GB/T7759--1996疏化橡胶、热塑性橡胶在常温,高温和低温下压缩永久变形的测定(cqVIS0)815:1991
GB/T9573—1988橡胶,塑料软管和软管组合件尺寸测量方法(itllISO4671:1984)GI3/T12833—1991橡胶和塑料撕裂强度及粘合强度多峰曲线的分析方法(egVIS()6133:1981)GB/T149051994橡胶和塑料软管各层间粘合强度测定(eqvISO8033:1991)HG/T 2869--1997橡胶塑料软管静态条件下耐臭氧性能的评定(iclt IS07326:1991)IS0 8308:1993橡胶和塑料软管及非增强软管液体壁透性测定3纯胶管及软管的型别
纯胶臂及软管分为下列三种不同的型别:1型:纯胶管,最大工作压力为0.12 MPa;2 型:软管,工作虑力为 0~~0. 12 MPa13 型:软管,工作压力为 ~0. 3 MPa。此外,上述1型、2型和3型三种型别可进一步分成两个级别:A级:在最高120C的环境温度下.T.作;B级:在最高 110℃的环境温度下工作。B级纯胶管可带有外覆层。
4纯胶管和软管的内壁
全部纯胶管及软管的内壁应是洁的,目视检查时不应有任何杂质。5尺寸
5.1纯胶管
当按GI3/T9573规定的方法测量时,内径和壁厚应符合表1的规定。公差应根据GB/T3672规定的相应类别进行选取:模压管为M3,挤出管为E2。当使用镶衬层时,其厚度应为(0.6士0.1)mm,该厚值应包括在表1所示的所有公称壁原中。表 1纯胶管内径和壁厚
公称内径
5.2软管
公称睦厚
当按GB/T9573规定的方法进行测量时,软管的尺寸、公差及同心度应符介表2和表3的规定当使用镶村层时,其厚度应为(0.6士0.1)mm,该厚度值应包括在表2所示的所有公称壁厚中。398
公称内径
3.5以下(包括3.5)
3. 5 以上
HG/T3666—2000
表2软管尺寸
表3软督同心度
最大同心度误送
内径到外轻
注:作为信息,与纯胶管相配的接头应具有下列直径:4mm.4.mml,6tm或6.35mm.8mum,10mm-12mm和14mml
6物理试验和规范
6.1对材料的要求
只要可能应使用从产品「裁取的试样进行试验。如不可能,则试样应从与产品相同硫化程度的标准试验胶片上裁取。压缩永久变形的测定应使用标准试样。6.1.1硬度
当按(GI3/!6031(微型试验)规定的程序测定时,硬度应符合表4的规定。表4对材料的要求
章祭号
公称硬度
拉伸强度,最小
拉断伸长率.最小
对 A 级和 B 级的要求
软普内衬层」软管外援层
纯胶管
章条号
6. 1. 6. 1
G. 1. 6, 2
6. 1. 6. 3
加速老化
使度的增加,最大”
拉神强度下降,最大
拉渐伸长率卜降,最大
臭氧性能
正缩永久变形最大(100二:)Cx(2.1.9)h
耐轻类性能
硬度下陷,最大
拉强度下降,最大
拉断长率下降.最大
体取胀,最大
耐含燃油性能
硬度下降.最大
拉伸强度下降最人
拉晰仲长率下降.最太
体积膨胀,联太
耐氨化燃油性能
硬度下降,最人
拉强度下降,最人
拉断仲长案下降,最大
体积影胀,最大
耐沿性能
拉仲强度下降,最大
拉断仲长率上降,最大
体积变化
增,殿大
减少,最大
)最大绝对值不应超过IRHD
6.1.2拉伸驱度和拉断仲长率
HG/T 3666—2000
表4(完)
樓衬层
对 A 级和 B 级的要求
软管内社层
软管外摄层
放大2倍观察无龟裂
纯胶管
当按G[3/T528规定的程序使用2导哑铃状试样进行测定时,拉伸强度和拉断伸长率应符合表4的规定。
6.1.3加迷老化后性能的变化
加速老化试验应根锯GB/T3512的规定,在通风1燥箱中.使用6.1.1和6.1.2规定的试样,在下列条件下进行:
A级的镶衬层、纯胶管,软管外覆层和软管内衬层、以及E级的镶衬层和软管内衬层:(120±2)Cx(72)h.
-B级纯胶管和软管外覆层:(140±2)(×(72-)h,硬股、拉仰强度和应断伸长率的变化应符表4的规定。6. 1.4耐臭氧性能
根错6.1.3的规定进行加速老化后,按1IG/T2869中规定的相应方法进行试验。在下列条件下用2倍放大镜检查,试样不成出现免裂现象(见表1)。奥式分压:(50±3)mPa。
期:(72 2)h
伸长率:
HG/T 3666—2000
软管外覆层、内村层和镶衬层为20%;纯胶管(包括镶树层)为50%。
温度:(40±2)C。
6.1.5压缩永久变形
当按 GB/T 7759 规定使用大试样(A 型)在表 4规定的条件下测定附,述缩永久变形应符合4的规定。
6.1.6耐燃油性能
警告:在高温下燃油是极其危险的。试验应在防爆柜中于回流状态下进行6.1.6.1耐烃类性能(GB/T169)规定的液体C)本要求仅适用十纯胶管和软管的内衬层及镶衬层在(60工1)C下于液体C中没泡(72)h后,按GB/I1690规定的程序进行测定,使度(6.1.1),拉钟强度(6.1.2)、拉断伸长率(6.1.2)以及体积的任何变化均应符合表4的规定。6.1.6.2耐含氧燃油性能
本要求仪适用于纯胶管和软管的镶衬层及内衬层。在(60±1)℃下于体积比为 35%的液体C和15%的甲醇的混合液中浸溃(72_,)h后,接GB/T 1690舰定的程序迹行测定,硬度(6.1.1)、拉伸强度(6.1.2),拉断仲长率(6.1.2)以及体积的任何变化均应符合表4的规定。
6.1.6.3耐氧化燃油性能
小要求仅适用工纯胶管和软管的镶衬层及内衬层,在(0工1)C:下丁附录A中规定的试验液体中没渍(140工2)h后,按(B/TI6%规的程序进行测定:硬度(6.1.1),拉仲强度(6.1.2)、拉断仲长率(6.1.2)以及体积的任何变化均应符合表4的规定。6.1.73号油性能
本要求仅适用纯胶管和软管的外覆层,A级产品试样在(120十2)℃下.B级产品试样在(10七2)下,于 3 号油中浅渍(72.9)h后,按GB/T1690规定程序进行测定,拉仲强度(6.1.2)、拉断伸长率(6.1.2)以及体积的任何变化均应符合表4的规定,
6.2 对成品的要求
6.2.1 泄漏试验
本要求仪适用于纯胶管。
将纯胶管套在一段金属管的经抛光的端头,该金属管的机械川1.公差按GB 1800.2定义为H14,其径应等于5.2中注给出的相应值。将该纯胶管沿金属管向里推进的距离应为纯胶管公称内径的3倍。金属管的另端应封闭.纯管的刃一端则应接在气压源上然后,使该组合件承受0.12MPa的内压,并保持2nin,介质为液体C。在试验期间不应出现泄漏(见表5)。
表5对成品的婴求
章条号
泄漏试验
拉神试验
最小爆破压力
纯胶件
不沁湖
不断裂无消脱
章条学
6. 2. 12 和
6.2.12.6.
粘合强度
最小分离力
HG/T 3666—2000
表5(完)
-外覆层和内封层对潜燥层
镶衬层对内讨层
低溢压挠性
清沾度
不溶杂质,最大
溶于燃油的固体,最大
可抽出蜡制品,最太
液体C的渗适性,最大
抗撕性,般小
耐吸廉性
耐弯曲性
变形系效D/L
长期耐含氧燃油和氧化
燃油性能
耐吸扁性
耐弯曲性
变形系数D/1).最小
耐臭氧性能
最小爆破压力
粘合强度
最小分离力
外嬰层和内社层对增强层
镶衬层对内衬层
低温属性
加速老化
6.2.2 拉仲试验
本要求仪适用于纯胶管。
cm2/m*
纯胶营
2倍放大,无免裂迹象
球应能在整根软管内通过
球应能在整根软管内通过
2倍放大,无龟裂迹象
2猎放天,无免裂迹象
2倍放大,内外无龟裂或剥蚀
按6.2.1所述方法将一段纯胶管套在金属管的一端,然后将该组合件沿金属替垂直悬挂下来,并使纯胶管承受施加于用塞子塞住的另一端上的 10 N 载荷。该纯胶管不应断裂或滑脱(见表5)。6. 2. 3最小爆被压力
按GB/T5563规定的程序测得的最小爆破压小应符合表5的规定。6.2.4粘合强度
本要求仅适用于软管和有内镶讨层的纯胶管,按GB/T14905中规定的相应法测得的各层问的粘合强度应符合表5的规定6.2.5低温用挠性能
本试验应在下列条件下按GB/T5564规定的方法I3避行。空的纯胶管或软管:(25±2)℃下(24小。充注液体C的纯胶管:(一40±2)C下(72.>h。402
HG/T 36662000
从给纯胶管或软管充注液体至冷冻开始之间的时间间隔不应多于30 min。软管的弯曲半径应为其公称内径的12倍,纯胶管的弯曲半径应为其公称内径的25倍。屈挑之后,用2倍放人镜捡查,纯胶管或软管不应有龟裂逊象(表5)。注:工业上广泛使用的“空的\试验仅用于仲裁试验6.2.6清洁度
按附录B测得的杂质含量应符合表5 的规定。6. 2.7用液体C抽出的蜡制品的测定按附录B测得的可抽出的蜡制品的含量应符合表5的规定。6.2.8液体 C 的渗透性
按IS08308(见附录E)规定的方法A,在(401)℃下经(100士2)h,测定的液体C渗透值应符合表5的规定,
6.2.9抗撕性
本要求仅适用于纯胶管,
按附录C测定的抗撕性应符合表5的规定。6. 2. 10耐吸扁性
本试验应在下列条件下,按G3/T5567规定的方法A仅在自的软管上进行测试:真空度:80kPas
周期:15~~60 s1
球直径:公称内径X0.8。
该球应能在整根软管内通过(见表 5)。6.2.11耐弯山性
本要求仪适用于内径不大于 16 mm 的直的纯胶管和软管。试验应根据GB/T5565进行,所用的卷简直径如下:对于直径为 7~-11 mm(含 11 nm)的纯胶管和软管为 140 mm。对于直径为12-~16mm(含16m2的纯替利软管为220mm,变形系数D/D应符合表5规定的值,6.2.12长期耐含氧燃油性能
纯胶管或软管试样应按附录)的规定,在(60一1)℃下进行1000 h含氧燃油的长期循环试验。第个试样接着进行6.2.12.1至 6.2.12.4规定的试验。第二个试样进行 6.2.12.5规定的试验。第三个试样进行6.2.12. 6规定的试验、6.2.12.1耐吸扁性:当按6.2.10规定的方法试验时,球应在整根软管内通过(见表5)。6.2.12.2耐弯曲性按 6.2.11测定的变形系数I/1) 成符合表5规定的数作6.2.12.3耐臭氛性能:在下列条件下按HG/T 2869规定的方法1迹行试验-川 2倍放大镜检查,试样不应出现龟裂迹象(见表5),
莫鼠分压:(50±3)mPa。
周期:(72-)h
伸长率:
软管外覆层,内衬层和镶衬层为20:纯胶管(包括镶衬层)为50%。
温度:(40士2)℃
6.2.12.4:最小爆破压力按t.2. 3测定的最小爆破压力应符合表5的规定,6.2.12.5粘合强度:使用6.2.12中规定的第一个试样按6.2.4测得的外覆层和内衬层两者与增强层413
之创的粘合强度应符合表5的规定,HG/T36662000
6. 2.12. 6 低温用挠性能:按 6. 2. 5 的规定,用 6. 2. 12 中的第三个试诚样进行试验,在 2 倍放大镜下检查.不应出现色裂现象(见表5)6.2.13长期耐氧化燃油性能
下载标准就来标准下载网纯胶管或软管试样应按附录 A所述制备的氧化燃油,按附录D 的规定在(60士1) C 下逃行1000 h的长期循环试验。然后一个试样接着进行6.2.12.1至 6.2.12.4规定的试验。再取两个试样分别进衔6.2.12.5和6.2.12,6的试验。试验结果应分别符合6.2.12.1到6.2.12.6所规定的要求(见表5)。6.2.14加速老化后性能的变化
将一根适当长度的纯陵管或软管试群弯曲成直径大约为250mm:的两端相接的环,并置于(150士3)℃的通风烘箱内若化(72)h。在老化周期结束时.将试样伸直4-~85.伸直后,用2倍放大镜捡查,试样内外均不应有龟裂或剩蚀迹象(见表5)。7标志
除组件太小不能加标记、纯胶管和软管均应印上含有下列内容的标志:a)燃油:
b)制造厂名或商标;
c)体标准的编号;
)型别和级别:
β)御造年月:
f)内径,
A范围
IIG/T3666—2000
附录A
(标准的附录)
氧化燃油试验液体的制备
本附录规定广制备氧化(“酸性)油试验游液的方法,这些溶液用于测定它们对弹性体、塑料和金属材料及各组件的影响。本附录适用于利用叔-丁基过氧化氢(70%水溶液),可溶性铜离子(0.01mgltr\)和含有体积分数为80%的液体已、15%甲醇和5不2-甲基丙2醇(吸」基醇)的猎础燃油制备的过氧化物数为PV90的溶液。当工程制图或规范要求时,可使用其他基础燃油利过氧化物数,应注离的是某些基础燃汕可能产生过氧化物溶液的水相分离。本阴录还描述了燃油过氧化物数的测定。A2试剂
除非另有说明,在分析过程中,儿使用分析纯试剂以及蒸馏水或等纯度水A2.1极-丁甚过氧化氢:70%水溶液,=0.935 g/cm。A2.2铜离于浓缩液:以适当的烃类作落剂.按质量计.含铜量为6%~12※的环烷酸铜溶液。42.32,2,4-=中基戊烷(异卒烷)警告:低闪点,
A2.4中苯。
警告:低闪点。
A2.5甲醇,
警告:低闪点。
A2.62-甲基内-2-醇(叔丁醇):警告:低闪点
A3仪器
A3.1聚乙烯瓶:容积为1000 ml.,广可带螺纹盖。A3.2玻璃容量瓶:笨积为1000ctnA3.3刻度移液管容秋为10 cm2。A3.4刻度玻璃量简:容积为100cm2和1000cm。A4制备步骤
告:制备步骤必须在通风厨内进行,必须配戴防护镜和一次性塑料手套。A4.1试验液体的制备
A4.1.1基础燃油混合物
将等体积的2.2、4三甲基戊烷和甲苯混合而制备GB/T1690液体C.并此存在深色玻璃瓶内。将GI3/T1690规定液体C、甲醇和2-甲基丙-2-醇按80:15:5的体积比泥合制备基础燃油,并贮存」深色玻璃瓶内,
A4.1.2铜离子储备溶液(1g/din)将适当体积的铜离子浓缩浓加人基础燃油中制成液度为1.140mg/dm的100心cm离子落液(Cu-1)。购存干深色玻璃瓶内,405
HG/T 3666 -2000
将 100 cm2的Cu-1加人1040 cm2的基础燃油中制成0.1mg/cm2铜离子溶液(Cu-2),存于深色玻璃瓶内。
将100 crm\的Cu-2加入到990 cm2的基础燃油中制越1.0 mg/cm*铜离子储备辫液(CSS)。贮存于深色玻璃瓶内。
A4.1.3氧化燃油试验液体的制备用表1中规定的混金液制成所需工作强度的氧化汽油试验液体。在聚乙烯瓶中于暗处贮存不超过四星期,混合后和其后使用前应立即以A5 所述滴定试验方法检查过氧化物指数,用1000cm容量瓶盛500cm基确燃油,加人叔」基过氧化氢溶液和钢离子储备溶液(CSS),然后用基础燃油补充至1(O0 cm,充分擦动以溶解基础燃油乙醇相中过氧化氢溶液中的水。表 A1、氧化燃油试验液体的制备期望的过氧化物数
70必叔丁某过氧化氢济液
注:1过氧化物数(PN)=!mmol/dm铜离子储备溶液(CSS)
基础燃油
至1000 cm2
付使用70h后重新检查一次试验液体的PN。如降到80PN以下,则应用新的试验液体换掉旧的试验液体。
A5氧化燃油试验液体过氧化物数的滴定测定A5.1范围
本章规定了测定氨化(“酸化”)汽油试验液体的过氧化物数的滴定法,该试验液体用A4规定的步骤制备:
本方法能在渍试验过程中用来测定氧化汽油试验液体的过氧化物数,然后应注意观察下列现象:8)大多数泌及弹性体的浸溃试验都会因橡胶中配合剂的抽出而导致试验液体变黄。这一点应在确定滴定终点时于以考虑。
b)试验时从材料中抽出的配合剂自身具有使碘化物落液释放游离碘的能力,因此·应使用不含过氧化氧物的基础懿油在重复浸渍试验中逊行空白试验。本方法也可用丁(采取某些措施)测定授渍试验过程中所用试验液体过氧化物数的损耗,以便确定需要补充的试验液体量,
A5.2试剂
除非另有说明,在分析过程中,只使用分析纯试剂以及蒸馏水或等纯度水。A5.2.1碘化钾:100/dm溶液,整存丁深色试剂瓶里,如果进行空自滴定时,该济液给出的过氙化物数为2,则废充,
A5.2.2硫代硫酸钠标准滴定液:c(Nas,0)=0.1mul/dim,A5.2.3乙酸/丙-2-醇混合液:将100ml.冰酷酸和1150mL丙-2-醇混合,此~存于玻璃瓶里。A5.3仪器
A5.3.1链形瓶(依氏烧瓶):磨口,容积为 250 cm,A5.3.2冷凝器:A1lihn或Liebig水冷式,带磨口接头以便与锥形瓶
A5.4步骤
A5.4.1将25n乙酸/丙-2-醇混合液加到250cm的锥形瓶中。A5.4.2将10 cm碘化钾溶液加到该锥形瓶中,406