标准分类号
中标分类号:电工>>发电用动力设备>>K55水轮机及其辅助设备
关联标准
出版信息
出版社:机械工业出版社
页数:9页
标准价格:16.0 元
出版日期:1993-10-01
相关单位信息
起草人:陆楚勋、杨宝柱
起草单位:机械工业部夭津电气传动设计研究所
提出单位:机械工业部天津电气传动设计研究所
发布部门:中华人民共和国机械工业部
标准简介
本标准规定了中小型水轮机转轮静平衡的平衡方法,平衡品质等级以及相应的检验方法。 JB/T 6752-1993 中小型水轮机转轮静平衡试验规程 JB/T6752-1993
标准内容
中华人民共和国机械行业标准
中小型水轮机转轮静平衡试验规程
JB/T6752—1993
本标准规定了中小型水轮机转轮静平衡的平衡方法、平衡品质等级以及相应的检验方法。适用于功率等于或小于10MW的轴流式、混流式、水斗式和斜击式水轮机转轮的平衡质量检查与验收。对于贯流式、斜流式、双击式水轮机转轮及水泵水轮机转轮,以及飞轮、旋转油盆等水轮机旋转零部件,可参照使用。
2 引用标准
GB2900.45 电工名词术语
GB6444 水轮机、水轮机和蓄能泵
GB8564
GB9239 平衡词汇
水轮发电机安装技术规范
刚性转子平衡品质许用不平衡的确定
3 转轮平衡条件、许用不平衡量及平衡品质等级
3.1 转轮平衡条件
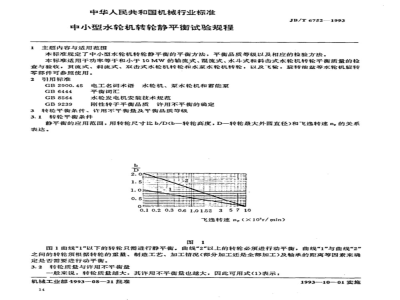
静平衡的应用范围,可以通过转轮尺寸比b/D (b为转轮高度,D为转轮最大外圆直径)和飞逸转速n的关系表达。
b/D 2.05 1.5 1.0 0.5 0.1
飞逸转速n(×10°r/min)
图1显示了转轮静平衡的相关要求。曲线1以下的转轮只需进行静平衡,而曲线2以上的转轮必须进行动平衡,曲线1与曲线2之间的转轮需根据转轮的重量、制造工艺、加工情况及轴承的距离等因素来确定是否需要进行动平衡。
3.2 转轮质量与许用不平衡量
一般来说,转轮质量越大,其许用不平衡量也越大。可以通过以下公式计算:
U = 许用不平衡量,g·mm
M = 转轮质量,kg
3.3 飞逸转速与许用不平衡度
转轮的许用不平衡度(即许用质量偏心距)一般与转轮的飞逸转速(角速度)成反比。
3.4 平衡品质等级
本规程推荐中小型水轮机转轮的平衡品质等级取G4,振动速度w=4mm/s。平衡品质等级由公式计算得出:
G = 1000/w
3.5 许用不平衡量
中小型水轮机转轮的许用不平衡量U可以按以下公式计算:
U = 4×10^(-3)·M
4 转轮静平衡
转轮静平衡分为卧式静平衡和立式静平衡两种。
4.1 卧式静平衡
4.1.1 适用范围
适用于D<140cm的混流式和D<200cm的轴流式水轮机转轮,以及冲击式、斜击式和双击式水轮机转轮。
4.1.2 卧式静平衡装置
卧式静平衡装置的要求包括刃形支承的刀刃宽度、刃形支承工作表面的粗糙度、平衡专用芯轴的粗糙度和硬度等。
4.1.3 平衡方法
卧式静平衡分为初平衡和精平衡两个步骤。初平衡包括转轮与平衡专用芯轴组装后,进行不平衡质量的测定及配重;精平衡则要求在精确控制下进一步调整不平衡度。
4.1.3.1 初平衡
初平衡步骤中,将转轮与平衡专用芯轴组装后,吊放于符合要求的平衡装置上,通过转动转轮,测定不平衡角度,并进行配重。
4.1.3.2 精平衡
精平衡时,进一步调整配重的位置和质量,以确保转轮达到理想的平衡状态。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。