QB/T 5546-2020
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 5546-2020.Glass slide Cover glass.
QB/T 5546规定了载玻片、盖玻片的术语和定义、要求、试验方法、检验规则和标志、包装、运输、贮存、保质期。
QB/T 5546适用于显微镜、实验室用载玻片、盖玻片。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。 凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2680建筑玻璃可见光透射比、 太阳光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定
GB/T 2828.1计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 8170 !数字修约规则
GB/T 9056金属直尺
GB/T 15764平板玻璃术语
GB/T 22523塞尺
3术语和定义
下列术语和定义适用于本文件。
3.1载玻片glass slide用显微镜观察实验对象时用来放样品的玻璃片。
3.2盖玻片cover glass盖在载玻片或其他容器上的玻璃片。
3.3点状缺陷spot faults气泡、夹杂物、斑点等缺陷。
3.4断面缺陷edga defects载玻片、盖玻片断面凸出或凹进的部分。包括爆边、边部凹凸、缺角、斜边等缺陷。
3.5 厚薄差thickness wedge同-片载玻片、盖玻片厚度的最大值与最小值之差。
4要求
4.4外观质量
4.4.1载玻片、 盖玻片应为无色透明,边缘侧部观察,可略呈淡黄色或淡绿色。
4.4.2载玻片、 盖玻片应无黏附现象。
4.4.3载玻片、 盖玻片的表面应洁净,不应有雾状物、水迹和指印等缺陷。
4.4.4 载玻片、盖玻片边缘应光洁,所有边缘和棱角均应细磨,清除因边缘缺口或粗糙而造成破损。
4.4.5 载玻片、盖玻片不应有目视可见的点状缺陷、断面缺陷、裂纹、划伤等缺陷。特别要求在35 mmx20 mm的中心区域内无任何点状缺陷,其他区域缺陷应符合表4的规定。
QB/T 5546规定了载玻片、盖玻片的术语和定义、要求、试验方法、检验规则和标志、包装、运输、贮存、保质期。
QB/T 5546适用于显微镜、实验室用载玻片、盖玻片。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。 凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2680建筑玻璃可见光透射比、 太阳光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定
GB/T 2828.1计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 8170 !数字修约规则
GB/T 9056金属直尺
GB/T 15764平板玻璃术语
GB/T 22523塞尺
3术语和定义
下列术语和定义适用于本文件。
3.1载玻片glass slide用显微镜观察实验对象时用来放样品的玻璃片。
3.2盖玻片cover glass盖在载玻片或其他容器上的玻璃片。
3.3点状缺陷spot faults气泡、夹杂物、斑点等缺陷。
3.4断面缺陷edga defects载玻片、盖玻片断面凸出或凹进的部分。包括爆边、边部凹凸、缺角、斜边等缺陷。
3.5 厚薄差thickness wedge同-片载玻片、盖玻片厚度的最大值与最小值之差。
4要求
4.4外观质量
4.4.1载玻片、 盖玻片应为无色透明,边缘侧部观察,可略呈淡黄色或淡绿色。
4.4.2载玻片、 盖玻片应无黏附现象。
4.4.3载玻片、 盖玻片的表面应洁净,不应有雾状物、水迹和指印等缺陷。
4.4.4 载玻片、盖玻片边缘应光洁,所有边缘和棱角均应细磨,清除因边缘缺口或粗糙而造成破损。
4.4.5 载玻片、盖玻片不应有目视可见的点状缺陷、断面缺陷、裂纹、划伤等缺陷。特别要求在35 mmx20 mm的中心区域内无任何点状缺陷,其他区域缺陷应符合表4的规定。
标准图片预览
标准内容
ICS81.040.01
分类号:N64
中华人民共和国轻工行业标准
QB/T5546-2020
载玻片
盖玻片
Glassslide
Coverglass
2020-12-09发布
中华人民共和国工业和信息化部发布
2021-04-01实施
本标准按照GB/T1.1一2009给出的规则起草。木标准由中国轻工业联合会提出。本标准由全国玻璃仪器标准化技术委员会(SAC/TC178)归口。QB/T5546-2020
本标准起草单位:国家轻工业玻璃产品质量监督检测中心、山东光耀超薄玻璃有限公司。本标准主要起草人:袁春梅、丁志军、梁叶本标准为首次发布。
-rrKaeerkca-
1范围
载玻片盖玻片
QB/T5546-2020
本标准规定了载玻片、盖玻片的术语和定义、要求、试验方法、检验规则和标志、包装、运输、存、保质期。
本标准适用于显微镜、实验室用载玻片、盖玻片。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用丁本文件。GB/T2680建筑玻璃可见光透射比、太阳光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T8170
数字修约规则
GB/T9056金属直尺
GB/T15764平板玻璃术语
GB/T22523塞尺
3术语和定义
下列术语和定义适用于本文件。3.1
载玻片glass slide
用显微镜观察实验对象时用来放样品的玻璃片。3.2
盖玻片coverglass
盖在载玻片或其他容器上的玻璃片。3.3
点状缺陷spotfaults
气泡、夹杂物、斑点等缺陷。
断面缺陷edgadefecrs
载玻片、盖玻片断面凸出或凹进的部分。包括爆边、边部凹凸、缺角、斜边等缺陷。3.5
厚薄差thicknessweclge
同一片载玻片、盖玻片厚度的最大值与最小值之差。4要求
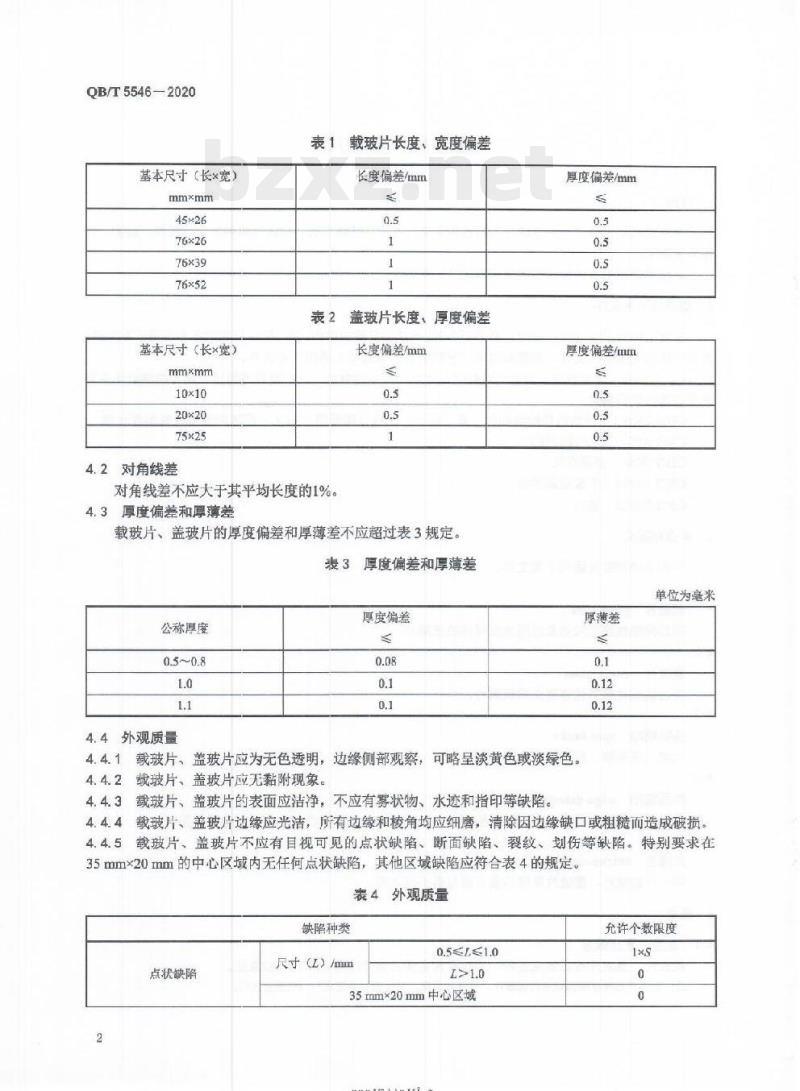
4.1长度、宽度偏差
载玻片、盖玻片应切裁成矩形,其长度和宽度的偏差应符合表1、表2规定。注:如客户特殊订制的规格的载玻片、盖玻片长度、宽度偏差参照表1、表2规定执行。KaeerkAca-此内容来自标准下载网
OB/T5546—2020
基本尺寸(长×宽)
mm×mm
45×26
76×26
76×52
基本尺寸(长×宽)
10×10
20×20
4.2对角线差
表1载玻片长度、宽度偏差
长度偏差/mm
盖玻片长度、厚度偏差
长度偏差/mm
对角线差不应大于其平均长度的1%。厚度偏差和厚薄差
载玻片、盖玻片的厚度偏差和厚薄差不应超过表3规定。表3厚度偏差和厚薄差
公称厚度
外观质量
厚度偏差
厚度偏差/mm
厚度偏差/mm
厚薄莲
4.4.1载玻片、盖玻片应为无色透明,边缘侧部观察,可略呈淡黄色或淡绿色。载玻片、盖玻片应无黏附现象。4.4.2
载玻片、盖玻片的表面应洁净,不应有雾状物、水迹和指印等缺陷。4.4.3月
单位为毫来
载玻片、盖玻片边缘应光洁,所有边缘和棱角均应细磨,清除因边缘缺口或粗糙而造成破损。4.44
载玻片、盖玻片不应有目视可见的点状缺陷、断面缺陷、裂纹、划伤等缺陷。特别要求在4.4.5
35mmx20mm的中心区域内无任何点状缺陷,其他区域缺陷应符合表4的规定。表4外观质量
缺陷种类
尺寸()mm
点状缺陷
0.5≤≤1.0
35mm*20mm中心区域
-rrKaeerkca-
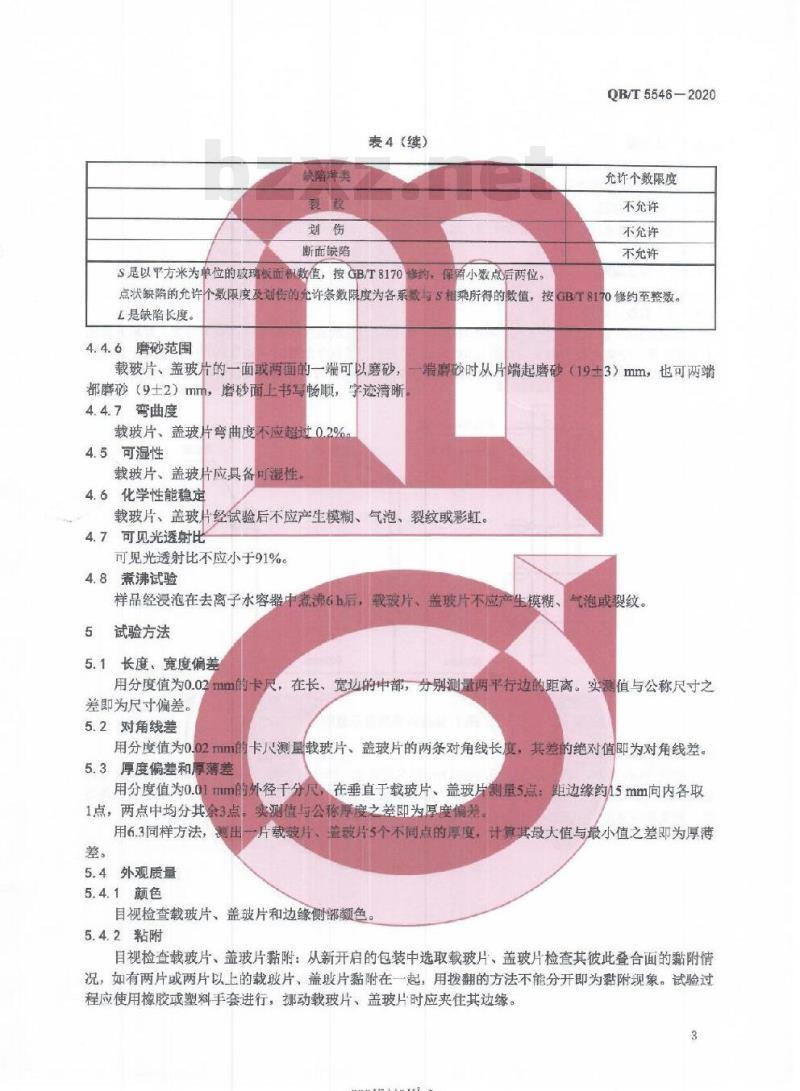
充许个数限度
缺陷确类
断面缺陷
表4(续)
S是以平方米为单位的玻璃板面机数值,按GB/T8170修药,保留小数点后两位,OB/T5546—2020
允许个数限度
不允许
不允许
不允许
点状缺陷的允许个数限度及划伤的允许条数限度为各系缴与S相乘所得的数值,按GB/T8170修约至整缴。L是缺陷长度。
4.4.6磨砂范围
载玻片、盖玻片的一面或两面的一端可以磨砂,都磨砂(9土2)mm,磨砂面上书写畅顺,字迹清晰4.4.7弯曲度
载玻片、盖玻片弯曲度不应超过0.2%4.5可湿性
载玻片、盖玻片应具备可湿性
4.6化学性能稳定
端磨砂时从片端起磨砂(19±3)mm,也可两端载玻片、盖玻片经试验后不应产生模糊、气泡、裂纹或彩虹。4.7可见光透射比
可见光透射比不应小于91%。
4.8煮沸试验
样品经浸泡在去离子水容器中煮沸6h后,载玻片、盖玻片不应产生模糊、气泡或裂纹。
试验方法
5.1长度、宽度偏差
用分度值为0.02mm的卡尺,在长、宽边的中部,分别测量两平行边的距离。实测值与公称尺寸之差即为尺寸偏差。
5.2对角线差
用分度值为0.02mm的卡心测量载玻片、盖玻片的两条对角线长度,其差的绝对值即为对角线差。5.3厚度偏差和厚薄差
用分度值为0.0lmm的外径千分尺在垂直于载玻片、盖玻片测量5点:距边缘约15mm向内各取1点,两点中均分其余3点。实测值与公称厚度之差即为厚度偏差。用6.3同样方法,
5.4外观质量
5.4.1颜色
一片载被片、盖玻片5个不同点的厚度,计其最大值与最小值之差即为厚薄目视检查载玻片、盖皱片和边缘侧部颜色5.4.2粘附
目视检查载玻片、盖玻片黏附:从新开启的包装中选取载玻片、盖玻片检查其彼此叠合面的黏附情况,如有两片或两片以上的载玻片,盖玻片黏附在一起,用拨翻的方法不能分开即为黏附现象。试验过程应使用橡胶或塑料手套进行,挪动载玻片、盖玻片时应夹住其边缘。3
-rrKaeerKAca-
QB/T5546-2020
5.4.3清洁度
载玻片、盖玻片的清洁度:实验宝满足照明漫反射人工光源,照度为(1500土150)Lx,以10片为一组,对着暗黑色背景,目视检验5.4.4缺口或粗糙
盖珑片边缘光洁,边缘和棱角,边缘缺口或粗精情况。目视检查载玻片
5.4.5缺陷
5.4.5.1点状缺陷
用分格值为0.01mm的读数显微镜测量点状缺陷的最大尺寸。5.4.5.2裂纹、划伤
如图1所示。在不受外界光线影响的环境中,将试样垂直放置在距屏幕600mm的位置。屏幕为黑色无光泽屏幕,安装有数支40W,间距为300mm的荧光灯,观察者距离试样600mm视线垂直于试样表
面观察。采用分度值为1mm的金属直尺和分格值为o.01m的读数显微镜测量划伤的长度和宽度。黑色无光泽屏费
5.4.5.3断面缺陷
荧光灯
图1检验外观质量示意图
观察者
用符合GB/T9056规定的分度值为0.02mm的卡尺测量。凹凸时,测量边部凹进或凸出最大处与板边的距离,爆边时,测量达部沿板面凹进最大处与板边的距离,缺角时,测量原角等分线的长度,斜边时,测量端口突出。如图2所示
rrKaeerKAca-
5.4.6磨砂范围
e)国码
e读角
玻璃板厚度
6)瑶边
端头突出
a)舒边
图2测量断面缺陷示意图
用卡尺或测量仪测量磨砂范围。5.4.7弯曲度
QB/T5546-2020
将载玻片、盖玻片垂直于水平面放置,不施加任何使其变形的外力。沿载玻片、盖玻片表面紧靠一根水平拉直的钢丝,用符合GB/T22523规定的塞尺,测量钢丝与裁玻片、盖玻片间的最大间隙。玻璃呈弓形弯曲时,测量对应弦长的拱高:载玻片、盖玻片呈波形弯曲时,测量对应两波峰间的波谷深度。按公式(1)计算弯曲度:
式中:
C一弯曲度,单位为百分数(%):h
h拱高或波谷深度,单位为毫米(mm);弦长或波峰到波峰的距离,单位为毫米(mm)。5.5可湿性
......(1)
将载玻片、盖玻片单片浸入去离子水中,浸湿部分不超过全长的1/2,取出后,载玻片、盖玻片两面的水膜应均匀扩散,没有间隙。5.6化学稳定性
从样品总量中任取25片载玻片、盖玻片,将载玻片、盖玻片漫入去离子水中清洗1min,取出后让水滴干2min。此清洁步骤应进行3次,每次浸入要用新换的去离子水,用1000mL的烧杯装入500mL的去离子水煮沸10min,每100mL水加0.5%的酚酞溶液0.2mL,此时溶液中应看不到粉红色,将装有载玻片、盖玻片的不锈钢染色架浸入酚酥溶液中,不搅动溶液,冷却到室温,冷却时用玻璃片盖住烧杯,以防止试验期间吸收大气中的二氧化碳,溶液中看不到粉红色或对着白色背景从载玻片、盖玻片边缘观察时也看不到粉红色,即为未产生模糊、气泡、裂纹或彩虹。5
rrKaeerkAca-
QB/T5546—2020
5.7可见光透射比
随机抽取3片载玻片、盖玻片试样,按GB/T2680规定的方法测定可见光透射比,取3片试样的算术平均值。
5.8煮沸试验
从样品总量中任取50片载玻片、盖玻片,检查其裂纹、气泡后,将载玻片、盖玻片浸入去离子水容器中,密闭容器留有一个排放蒸汽的小孔连续蒸煮6h,必要时加进沸水以补偿蒸发损耗。放在水中的载玻片,盖玻片不应与密阅容器接触(可将载玻片、盖玻片用放在袋中,固定悬挂在臂悬上伸入容器内煮沸,如图3所示)。
载玻片、盖玻片
去离子水
图3煮沸示意图
6检验规则及抽样
6.1检验分类
6.1.1型式检验
6.1.1.1型式检验项目为第4章的全部要求项目,型式检验的样品应从检验合格产品批中随机抽样,6.1.1.2在下列情况下应进行型式检验:a)新产品投产或产品定型鉴定时:b)出厂检验结果与上次型式检验结果有较大差异时:e)产品质量监督部门和主管部门提出要求时。6.1.1.3型式检验样品的基本单位是1片。6.1.2出厂检验
6.1.2.1出厂检验的项目有:长度、宽度偏差、对角线差、厚度偏差、厚薄差、外观质量和弯曲度、可湿度、化学稳定性能。
6.1.2.2检验样品基本单位是1片,包装上如有特殊要求,按照特殊要求检验。6.2抽样
6.2.1出厂检验的样品数根据GB/T2828.1中的一般检查水平,正常检查一次抽样方案确定,通过从正常检查开始,根据检验结果随时执行GB/T2828.1规定的转移规则。6.2.2当进行型式检验时,可按本标准表5规定的玻璃批量和样本量抽样。6
-rKaeerKa-
91~150
151~280
281~500
501~-1200
6.3判定规则
样本量
表5抽样方案表
接收数
QB/T5546-2020
单位为片
拒收数
6.3.1对产品长度、宽度偏差、对角线差、厚度偏差、厚薄差、外观质量和弯曲度、可湿度、化学稳定性能进行检验时,一片裁玻片、盖玻片其检验结果的各项指标均达到该标准的要求,则该片载玻片、盖玻片为合格,否则为不合格。一批载玻片,盖玻片中,出厂检验,若不合格片数小于或等于GB/T2828.1规定,或型式检验如表5,不合格片数小于或等于表中接收数,则该批载玻片、盖玻片上述指标合格:否则该批载玻片、益玻片上述指标不合格。
6.3.2对可见光透射比进行检验时,若检验结果符合第5章的规定,则判定该批产品该项指标合格。6.3.3出厂检验时,若上述6.3.1判定合格,则该批产品判定合格,否则判定不合格;型式检验时,若上述6.3.1、6.3.2判定合格,则该批产品判定合格,否则判定不合格。7标志、包装、运输和购存、保质期7.1标志
载玻片、盖玻片包装上应有标志或标签,标明产品名称、生产厂家、注册商标、厂址、尺寸、厚度、数量、生产日期、保质有效期和标准编号。7.2包装
载玻片应50片,72片装一盒,盖玻片应100片装一盒,载玻片50盒装一箱,或根据协议要求进行包装,在一个盒内只能装一种尺寸的载玻片、盖玻片。7.3运输
运输时应防止包装好的载玻片,盖玻片剧烈晃动、碰撞、滑动和倾倒。在运输和装卸过程中应有防南施。
7.4贮存
戴玻片、盖玻片应贮存在通风、防潮、有防雨设施的地方,以免玻璃发霉。7
-rrKaeerka
-rrKaeerKAca-
中华人民共和国
轻工行业标准
载玻片盖玻片
QB/T5546-2020
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区月坛北小街6号院邮政编码:100037
电话:(010)68049923
版权所有侵权必究
书号:155019-5605
印数:1-200册
定价:30.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:N64
中华人民共和国轻工行业标准
QB/T5546-2020
载玻片
盖玻片
Glassslide
Coverglass
2020-12-09发布
中华人民共和国工业和信息化部发布
2021-04-01实施
本标准按照GB/T1.1一2009给出的规则起草。木标准由中国轻工业联合会提出。本标准由全国玻璃仪器标准化技术委员会(SAC/TC178)归口。QB/T5546-2020
本标准起草单位:国家轻工业玻璃产品质量监督检测中心、山东光耀超薄玻璃有限公司。本标准主要起草人:袁春梅、丁志军、梁叶本标准为首次发布。
-rrKaeerkca-
1范围
载玻片盖玻片
QB/T5546-2020
本标准规定了载玻片、盖玻片的术语和定义、要求、试验方法、检验规则和标志、包装、运输、存、保质期。
本标准适用于显微镜、实验室用载玻片、盖玻片。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用丁本文件。GB/T2680建筑玻璃可见光透射比、太阳光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定
GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T8170
数字修约规则
GB/T9056金属直尺
GB/T15764平板玻璃术语
GB/T22523塞尺
3术语和定义
下列术语和定义适用于本文件。3.1
载玻片glass slide
用显微镜观察实验对象时用来放样品的玻璃片。3.2
盖玻片coverglass
盖在载玻片或其他容器上的玻璃片。3.3
点状缺陷spotfaults
气泡、夹杂物、斑点等缺陷。
断面缺陷edgadefecrs
载玻片、盖玻片断面凸出或凹进的部分。包括爆边、边部凹凸、缺角、斜边等缺陷。3.5
厚薄差thicknessweclge
同一片载玻片、盖玻片厚度的最大值与最小值之差。4要求
4.1长度、宽度偏差
载玻片、盖玻片应切裁成矩形,其长度和宽度的偏差应符合表1、表2规定。注:如客户特殊订制的规格的载玻片、盖玻片长度、宽度偏差参照表1、表2规定执行。KaeerkAca-此内容来自标准下载网
OB/T5546—2020
基本尺寸(长×宽)
mm×mm
45×26
76×26
76×52
基本尺寸(长×宽)
10×10
20×20
4.2对角线差
表1载玻片长度、宽度偏差
长度偏差/mm
盖玻片长度、厚度偏差
长度偏差/mm
对角线差不应大于其平均长度的1%。厚度偏差和厚薄差
载玻片、盖玻片的厚度偏差和厚薄差不应超过表3规定。表3厚度偏差和厚薄差
公称厚度
外观质量
厚度偏差
厚度偏差/mm
厚度偏差/mm
厚薄莲
4.4.1载玻片、盖玻片应为无色透明,边缘侧部观察,可略呈淡黄色或淡绿色。载玻片、盖玻片应无黏附现象。4.4.2
载玻片、盖玻片的表面应洁净,不应有雾状物、水迹和指印等缺陷。4.4.3月
单位为毫来
载玻片、盖玻片边缘应光洁,所有边缘和棱角均应细磨,清除因边缘缺口或粗糙而造成破损。4.44
载玻片、盖玻片不应有目视可见的点状缺陷、断面缺陷、裂纹、划伤等缺陷。特别要求在4.4.5
35mmx20mm的中心区域内无任何点状缺陷,其他区域缺陷应符合表4的规定。表4外观质量
缺陷种类
尺寸()mm
点状缺陷
0.5≤≤1.0
35mm*20mm中心区域
-rrKaeerkca-
充许个数限度
缺陷确类
断面缺陷
表4(续)
S是以平方米为单位的玻璃板面机数值,按GB/T8170修药,保留小数点后两位,OB/T5546—2020
允许个数限度
不允许
不允许
不允许
点状缺陷的允许个数限度及划伤的允许条数限度为各系缴与S相乘所得的数值,按GB/T8170修约至整缴。L是缺陷长度。
4.4.6磨砂范围
载玻片、盖玻片的一面或两面的一端可以磨砂,都磨砂(9土2)mm,磨砂面上书写畅顺,字迹清晰4.4.7弯曲度
载玻片、盖玻片弯曲度不应超过0.2%4.5可湿性
载玻片、盖玻片应具备可湿性
4.6化学性能稳定
端磨砂时从片端起磨砂(19±3)mm,也可两端载玻片、盖玻片经试验后不应产生模糊、气泡、裂纹或彩虹。4.7可见光透射比
可见光透射比不应小于91%。
4.8煮沸试验
样品经浸泡在去离子水容器中煮沸6h后,载玻片、盖玻片不应产生模糊、气泡或裂纹。
试验方法
5.1长度、宽度偏差
用分度值为0.02mm的卡尺,在长、宽边的中部,分别测量两平行边的距离。实测值与公称尺寸之差即为尺寸偏差。
5.2对角线差
用分度值为0.02mm的卡心测量载玻片、盖玻片的两条对角线长度,其差的绝对值即为对角线差。5.3厚度偏差和厚薄差
用分度值为0.0lmm的外径千分尺在垂直于载玻片、盖玻片测量5点:距边缘约15mm向内各取1点,两点中均分其余3点。实测值与公称厚度之差即为厚度偏差。用6.3同样方法,
5.4外观质量
5.4.1颜色
一片载被片、盖玻片5个不同点的厚度,计其最大值与最小值之差即为厚薄目视检查载玻片、盖皱片和边缘侧部颜色5.4.2粘附
目视检查载玻片、盖玻片黏附:从新开启的包装中选取载玻片、盖玻片检查其彼此叠合面的黏附情况,如有两片或两片以上的载玻片,盖玻片黏附在一起,用拨翻的方法不能分开即为黏附现象。试验过程应使用橡胶或塑料手套进行,挪动载玻片、盖玻片时应夹住其边缘。3
-rrKaeerKAca-
QB/T5546-2020
5.4.3清洁度
载玻片、盖玻片的清洁度:实验宝满足照明漫反射人工光源,照度为(1500土150)Lx,以10片为一组,对着暗黑色背景,目视检验5.4.4缺口或粗糙
盖珑片边缘光洁,边缘和棱角,边缘缺口或粗精情况。目视检查载玻片
5.4.5缺陷
5.4.5.1点状缺陷
用分格值为0.01mm的读数显微镜测量点状缺陷的最大尺寸。5.4.5.2裂纹、划伤
如图1所示。在不受外界光线影响的环境中,将试样垂直放置在距屏幕600mm的位置。屏幕为黑色无光泽屏幕,安装有数支40W,间距为300mm的荧光灯,观察者距离试样600mm视线垂直于试样表
面观察。采用分度值为1mm的金属直尺和分格值为o.01m的读数显微镜测量划伤的长度和宽度。黑色无光泽屏费
5.4.5.3断面缺陷
荧光灯
图1检验外观质量示意图
观察者
用符合GB/T9056规定的分度值为0.02mm的卡尺测量。凹凸时,测量边部凹进或凸出最大处与板边的距离,爆边时,测量达部沿板面凹进最大处与板边的距离,缺角时,测量原角等分线的长度,斜边时,测量端口突出。如图2所示
rrKaeerKAca-
5.4.6磨砂范围
e)国码
e读角
玻璃板厚度
6)瑶边
端头突出
a)舒边
图2测量断面缺陷示意图
用卡尺或测量仪测量磨砂范围。5.4.7弯曲度
QB/T5546-2020
将载玻片、盖玻片垂直于水平面放置,不施加任何使其变形的外力。沿载玻片、盖玻片表面紧靠一根水平拉直的钢丝,用符合GB/T22523规定的塞尺,测量钢丝与裁玻片、盖玻片间的最大间隙。玻璃呈弓形弯曲时,测量对应弦长的拱高:载玻片、盖玻片呈波形弯曲时,测量对应两波峰间的波谷深度。按公式(1)计算弯曲度:
式中:
C一弯曲度,单位为百分数(%):h
h拱高或波谷深度,单位为毫米(mm);弦长或波峰到波峰的距离,单位为毫米(mm)。5.5可湿性
......(1)
将载玻片、盖玻片单片浸入去离子水中,浸湿部分不超过全长的1/2,取出后,载玻片、盖玻片两面的水膜应均匀扩散,没有间隙。5.6化学稳定性
从样品总量中任取25片载玻片、盖玻片,将载玻片、盖玻片漫入去离子水中清洗1min,取出后让水滴干2min。此清洁步骤应进行3次,每次浸入要用新换的去离子水,用1000mL的烧杯装入500mL的去离子水煮沸10min,每100mL水加0.5%的酚酞溶液0.2mL,此时溶液中应看不到粉红色,将装有载玻片、盖玻片的不锈钢染色架浸入酚酥溶液中,不搅动溶液,冷却到室温,冷却时用玻璃片盖住烧杯,以防止试验期间吸收大气中的二氧化碳,溶液中看不到粉红色或对着白色背景从载玻片、盖玻片边缘观察时也看不到粉红色,即为未产生模糊、气泡、裂纹或彩虹。5
rrKaeerkAca-
QB/T5546—2020
5.7可见光透射比
随机抽取3片载玻片、盖玻片试样,按GB/T2680规定的方法测定可见光透射比,取3片试样的算术平均值。
5.8煮沸试验
从样品总量中任取50片载玻片、盖玻片,检查其裂纹、气泡后,将载玻片、盖玻片浸入去离子水容器中,密闭容器留有一个排放蒸汽的小孔连续蒸煮6h,必要时加进沸水以补偿蒸发损耗。放在水中的载玻片,盖玻片不应与密阅容器接触(可将载玻片、盖玻片用放在袋中,固定悬挂在臂悬上伸入容器内煮沸,如图3所示)。
载玻片、盖玻片
去离子水
图3煮沸示意图
6检验规则及抽样
6.1检验分类
6.1.1型式检验
6.1.1.1型式检验项目为第4章的全部要求项目,型式检验的样品应从检验合格产品批中随机抽样,6.1.1.2在下列情况下应进行型式检验:a)新产品投产或产品定型鉴定时:b)出厂检验结果与上次型式检验结果有较大差异时:e)产品质量监督部门和主管部门提出要求时。6.1.1.3型式检验样品的基本单位是1片。6.1.2出厂检验
6.1.2.1出厂检验的项目有:长度、宽度偏差、对角线差、厚度偏差、厚薄差、外观质量和弯曲度、可湿度、化学稳定性能。
6.1.2.2检验样品基本单位是1片,包装上如有特殊要求,按照特殊要求检验。6.2抽样
6.2.1出厂检验的样品数根据GB/T2828.1中的一般检查水平,正常检查一次抽样方案确定,通过从正常检查开始,根据检验结果随时执行GB/T2828.1规定的转移规则。6.2.2当进行型式检验时,可按本标准表5规定的玻璃批量和样本量抽样。6
-rKaeerKa-
91~150
151~280
281~500
501~-1200
6.3判定规则
样本量
表5抽样方案表
接收数
QB/T5546-2020
单位为片
拒收数
6.3.1对产品长度、宽度偏差、对角线差、厚度偏差、厚薄差、外观质量和弯曲度、可湿度、化学稳定性能进行检验时,一片裁玻片、盖玻片其检验结果的各项指标均达到该标准的要求,则该片载玻片、盖玻片为合格,否则为不合格。一批载玻片,盖玻片中,出厂检验,若不合格片数小于或等于GB/T2828.1规定,或型式检验如表5,不合格片数小于或等于表中接收数,则该批载玻片、盖玻片上述指标合格:否则该批载玻片、益玻片上述指标不合格。
6.3.2对可见光透射比进行检验时,若检验结果符合第5章的规定,则判定该批产品该项指标合格。6.3.3出厂检验时,若上述6.3.1判定合格,则该批产品判定合格,否则判定不合格;型式检验时,若上述6.3.1、6.3.2判定合格,则该批产品判定合格,否则判定不合格。7标志、包装、运输和购存、保质期7.1标志
载玻片、盖玻片包装上应有标志或标签,标明产品名称、生产厂家、注册商标、厂址、尺寸、厚度、数量、生产日期、保质有效期和标准编号。7.2包装
载玻片应50片,72片装一盒,盖玻片应100片装一盒,载玻片50盒装一箱,或根据协议要求进行包装,在一个盒内只能装一种尺寸的载玻片、盖玻片。7.3运输
运输时应防止包装好的载玻片,盖玻片剧烈晃动、碰撞、滑动和倾倒。在运输和装卸过程中应有防南施。
7.4贮存
戴玻片、盖玻片应贮存在通风、防潮、有防雨设施的地方,以免玻璃发霉。7
-rrKaeerka
-rrKaeerKAca-
中华人民共和国
轻工行业标准
载玻片盖玻片
QB/T5546-2020
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://chlip.com.cnEmail:[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区月坛北小街6号院邮政编码:100037
电话:(010)68049923
版权所有侵权必究
书号:155019-5605
印数:1-200册
定价:30.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。