标准分类号
中标分类号:机械>>加工工艺>>J32锻压
标准简介
本标准规定了金属板料拉深工艺设计所需的工艺参数和规范。 本标准适用于金属板料在机械压力机或液压机上的冷拉深成形,不适用于充液拉深、软模拉深、差温拉深和热拉深成形。 JB/T 6959-1993 金属板料 拉深工艺设计规范 JB/T6959-1993
标准内容
中华人民共和国机械行业标准 JB/T6959-93
金属板料拉深工艺设计规范wwW.bzxz.Net
发布:1993-07-27
实施:1994-07-01
1 主题内容与适用范围
本标准规定了金属板料拉深工艺设计所需的工艺参数和规范。本标准适用于机械压力机或液压机上的冷拉深成形,不适用于充液拉深、软模拉深、点温拉深和热拉深成形。
2 拉深件结构工艺性
2.1 拉深件的形状
2.1.1 形状对称性
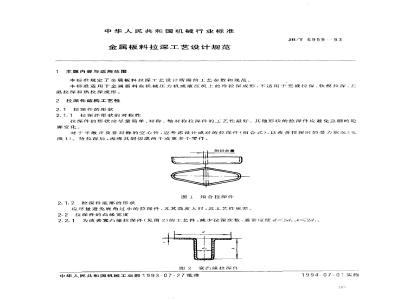
拉深件形状应尽量简单、对称,轴对称件工艺性最好。非对称或半开的空心件应设计成组合拉深件,以改善受力状况,拉深后再分割为多个零件(见图1)。
2.1.2 底部形状
应尽量避免底角过小的拉深件,尤其高度较大时,其工艺性更差。
2.2 拉深件凸缘宽度
2.2.1 宽凸缘拉深件为改善工艺性、减少拉深次数,通常应使 α3d1 ≤ 2d(见图2)。
2.2.2 凸缘宽度应尽可能保持一致(见图3a)。
2.3 拉深件圆角半径
拉深件底与壁、口缘与壁的圆角半径 r1、r2 应适当放大,以利成形和减少拉深次数。取 r ≥ t,最好 r = (3~5)t;r2 = t,最好 r2 = (5~10)t(见图4)。
2.4 拉深件上的孔径和孔距
2.4.1 底部孔径 d ≤ d - 2r - t(见图5)。
2.4.2 凸缘上的孔距 D = d + 3t + 2r2 + d2(见图5)。
2.4.3 壁上的冲孔,孔心与底部或凸缘边的距离应 ≥ 2u,否则需另行钻孔(见图6)。
2.5 尺寸注法
2.5.1 图样上应注明必须保证的外部或内腔尺寸,不能同时标注内外形尺寸。
2.5.2 有台阶的拉深件,高度尺寸应以底部为基准标注(见图7)。
3 无凸缘圆筒形件的拉深
3.1 毛坯直径 D 的计算
无凸缘圆筒形件毛坯直径按公式 D = √(d^2 - 1.72d·r - 0.56r^2) 计算,其中 d 为工件直径(按料厚中心计),r 为圆角半径,h 为工件高度(加修边余量)(见图8)。
3.2 修边余量
无凸缘圆筒形件的修边余量见表1,根据工件高度 h 选择对应值。
3.3 拉深系数选取
工件相对高度 h/d 对应拉深系数,采用压边圈和不采用压边圈的极限拉深系数见表2、表3,其他金属材料极限拉深系数见表4。表2适用于08、10号钢及15Mn等材料。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。