基本信息
标准号:
QB/T 2171-1995
中文名称:金属拉链
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:1.55 MB
相关标签:
金属
拉链
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 2171-1995.
4.2.2整条拉链应零部件齐全,链 牙排列整齐,不得有缺牙、坏牙。
4.2.3拉链的下止应无明显重斜,拉开拉合时不得有拉头卡住上止、下止的现象。
4.2.4开尾拉链包括双拉头开尾拉链,应插拔、启动灵活,自锁可靠。
4.2.5拉攀应翻动灵活,商标清晰,拉头镀层应光亮牢固、均匀一致,无气泡、掉皮等疵病。
4.2.6拉链长度尺寸应符合 3.4条规定,码装拉链每百码长度为(91.44土0.5)m.
4.2.7 拉链带应色泽鲜艳,同一批号中色差应达到GB/T 250规定的三级。同条拉链的链帶,色差应达到GB/T 250中规定的四级。
4.2.8码装拉链每 91. 44m内接头不得超过四个。
4.2.9拉链表面要求色泽鲜艳,手感柔软、光滑、平、挺,吻合良好。
5试验方法
5.1拉链平拉强力测试方法
5.1.1测试设备 及夹具
5.1.1.1测试设备:上下夹具 ,传动构件,测力、显示系统。
5.1.1.2测试范围:2000N。
5.1.1.3 测试速度:(300土10)mm/ min.
5.1.1.4测试设 备精度:士0.5%FS(满量程)。
5.1.1.5夹具主要尺寸:宽25mm,夹紧面齿形夹角60° ,节距1.5mm,顶宽0. 2mm.两片啮合夹紧口到内齿3nm处加工成低于齿面0.5mm的平面。夹紧螺栓为M8外六角螺栓。
5.1.2测试方 法及步骤
取长度大于100mm的拉链-段,装夹在上述夹具中。裴夹时应将链牙脚和夹具的夹口部位对齐靠紧(见图2)。启动国试仪,测试至脱牙或纱带破损为止,此时记录的数值即为平拉强力值。
标准内容
中华人民共和国轻工行业标准
1主题内容与适用范围
QB/T2171-1995
本标准规定了金属拉链的产品分类、技术要求、试验方法,检验规则和标志、包装、运输、贮存。本标准适用于普通金属拉链(以下简称“拉链”)。2引用标准
GB/T250评定变色用灰色样卡
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3产品分类
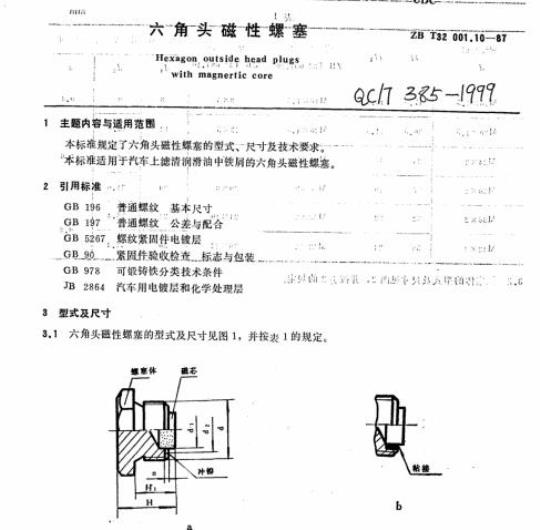
3.1产品型式(见图1)
3.1.1产品按链牙可分为钢质和铝质。3.1.2产品按拉链带可分为化纤带和棉纱带。3.1.3产品按用途可分为码装和条装。3.1.3.1条装拉链可分为闭尾式和开尾式及单拉头和双拉头。3.2规格型号(见表1)
注:表1中规格为链牙宽度。
3.3拉链尺寸配合(见附录A)
3.4尺寸参数(见表2)
中国轻工总会1995-10-24批准
1996-06-07实施
拉链带
2。单头闭尾拉链
c.单头开尾拉链
QB/T2171--1995
拉头体
b.双头闭尾拉链
加强薄膜
d.双头开尾拉链
前带头长度L
QB/T2171--1995
后带头长度L
注:开尾式拉链无后带头,特殊长度、规格的拉链可以根据用户要求商定。技术要求
拉链的物理性能
见表3-1优等品,表3-1一等品,表3-双合格品。表3-1
平拉强力
折拉强力
拉合轻滑度
单牙移强力
上止强力
下止强力
开尾平拉强力
氧化铝质
包括双拉头开尾平拉强力)
插座移位强力
(包括双拉买拉链下拉买移位强力)拉头拉掌结合力
负荷拉饮
拉链长
基本尺寸
301~600
601~900
301~600
601~900
≤300
301~600
601~900
301~600
601~900
200(双次)
极限偏差
平拉强力
折拉强力
拉合轻滑度
单牙移位强力
上止强力
下止强力
并尾平拉强力
氧化铝质
(包括双拉头开尾平拉强力)
插座移位强力
(包括双拉头拉链下拉头移位强力)拉头拉攀结合力
负荷拉次
平拉强力
折拉强力
拉合轻滑度
单牙移位强力
上止强力
下止强力
开尾平拉强力Www.bzxZ.net
氧化铝质
(包括双拉头开尾平拉强力)
摘座移位强力
(包括双拉头拉链下拉头移位强力)拉头拉攀结合力
负拉次
QB/T2171—1995
表3-1
4.2拉链的表面质量
4.2.1拉链的平直度应符合表4规定。化纤
200(双次)
200(双次)
拉链长度
平直度(C形考高度)
QB/T2171-1995
181~400
4.2.2整条拉链应零部件齐全,链牙排列整齐,不得有缺牙,坏牙。401600
4.2.3拉链的下止应无明显歪斜,拉开拉合时不得有拉头卡住上止、下止的现象。4.2.4开尾拉链包括双拉头开尾拉链,应插拔、启动灵活,自锁可靠。mm
601~900
4.2.5拉攀应翻动灵活,商标清晰,拉头镀层应光亮牢固、均勾一致,无气泡、掉皮等疵病。4.2.6拉链长度尺寸应符合3.4条规定,码装拉链每百码长度为(91.44士0.5)m。4.2.7拉链带应色泽鲜艳,同一批号中色差应达到GB/T250规定的三级。同条拉链的链带,色差应达到GB/T250中规定的四级。
4.2.8码装拉链每91.44m内接头不得超过四个。4.2.9拉链表面要求色泽鲜艳,手感柔软、光滑、乎、挺,吻合良好。5试验方法
5.1拉链平拉强力测试方法
5.1.1测试设备及夹具
5.1.1.1测试设备:上下夹具,传动构件,测力、显示系统。5.1.1.2测试范围:2000N。
5.1.1.3测试速度:(300±10)mm/min。5.1.1.4测试设备精度:士0.5%FS(满量程)。5.1.1.5夹具主要尺寸:宽25mm,夹紧面齿形夹角60°,节距1.5mm,顶宽0.2mm,两片啮合夹紧口到内齿3mm处加工成低于齿面0.5mm的平面。夹紧螺栓为M8外六角螺栓,5.1.2测试方法及步骤
取长度大于100mm的拉链一段,装夹在上述夹具中。装夹时应将链牙脚和夹具的夹口部位对齐靠紧(见图2)。启动测试仪,测试至脱牙或纱带破损为止,此时记录的数值即为平拉强力值。25
上夹具
下突具
XXXXXXXXXXXXXXXXXXXXX
5.2拉链折拉强力测试方法
5.2.1测试设备及夹具
5.2.1.1测试设备:同5.1.1.1条。5.2.1.2测试速度:同5.1.1.3条。QB/T2171—1995
5.2.1.3夹具主要尺寸:宽10mm,夹紧面齿形夹角60,节距1.5mm,顶宽0.2mm。两片啮合夹紧口到内齿3mm处加工成低于齿面1.5an的平面。夹繁螺栓为M8外六角螺栓。5.2.2测试方法及步骤
取长度大于100mm的拉链一段并将其对折,(纵向)对齐(不得撤牙),装夹在上述夹具中。装夹时应将链牙脚和夹具的夹口部位对齐靠紧,折叠端面留0.5~1.0mm(见图3)。启动测试仪,测试至脱牙或纱带破损为止,此时记录的数值即为折拉强力值。10
上央具
XXXXXXXXXXXXXXX
下夹具
0.5~1.0mm
5.3拉链轻滑度测试方法
5.3.1测试设备及夹具
5.3.1.1测试设备:测试平台,移位夹具,爆杆传动和计数系统。5.3.1.2测试范围,不大于20N。5.3.1.3澜试速度:1200~1300mm/min。5.3.1.4测试设备精度:±0.5%FS。5.3.2测试方法及步骤
取长度为200mm左右的成品拉链-一条,先在自由状态下手工往复拉动三次,并以拉开式置十工作台水平面上,将后带头装夹在固定夹具中。装夹时将其下止与夹具口对齐,带筋在夹具间隙之中,同时将拉链沿测定方向用手推平,使之处于自然状态,然后将拉攀套在移位夹具上(见图4)。启动测试仪(测试仪表数值要复位)测至于定长度,此过程中记录的最大数值即为轻滑度值。移位夹具
5.4拉链单牙移位测试方法
5.4.1测试设备及夹具
拉头体
固定夹具
5.4.1.1测试设备:同5.1.1.1条。5.4.1.2测试速度:同5.1.1.3条。QB/T2171--1995
5.4.1.3上夹具:采用5.1.1.5条中的夹具。下夹具:采用直径为12mm的夹口插入夹具(见图5)。央要
下夹具
5.4.2溉试方法及步骤
5.4.2.1取长度大于50mm的拉链一段,剪齐。从剪切处起,去掉二个链牙,留第3牙(两单片同样做法)。
注:去链牙时不得损坏带愈,不能碰动相邻的链牙。5.4.2.2启动测试仪,测试至脱牙为止,并记录数值。5.4.2.3强力计算,按下式计算两单片单牙强力的算术平均值。其结果即为单牙移位强力值。F
式中:F-单牙移位强力值,N,
F1、F,一一单片单牙移位强力值,N。5.5拉链上止强力测试方法
5.5.1测试设备及夹具
5.5.1.1测试设备:同5.1.1.1条。5.5.1.2测试速度:同5.1.1.3条。5.5.1.3上夹具:采用5.1.1.5条中的夹具。下夹具:采用穿入形夹具。
5.5.2测试方法及步骤
取带拉链头和上止长度大于50mm的拉链一段,将链牙一端装夹在夹具中。拉头向下,将拉攀固定在下夹具中(见图6)。启动测试仪,测试至拉链头全部脱离上止为止,此时记录的数值即为上止强力值。516
5.6拉链下止强力测试方法
5.6.1测试设备及夹具
上来期
下夹具
5.6.1.1测试设备:同5.1.1.1条。5.6.1.2测试速度:同5.1.1.3条。QB/T2171-1995
5.6.1.3夹具,采用5.2.1.3条中的夹具。5.6.2测试方法及步骤
取带下止长度大于50mm的拉链一段,装夹在夹具中。装夹时夹具的端面必须与下止和内侧面(即靠紧链牙一面)成一直线,夹具夹口靠紧下止(见图7)。启动测试仪,测试至下止脱出或纱带破损为止,此时记录的数值即为下止强力值。上夹具
5.7拉链开尾平拉强力测试方法
5.7.1测试设备及夹具
5.7.1.1测试设备:同5.1.1.1条。F
下奕具
5.7.1.2测试速度:同5.1.1.3条。5.7.1.3测试夹具:同5.1.1.5条。5.7.2测试方法及步骤
QB/T2171--1995
取长度大于50mm的拉链一段,将其开尾处装夹在上述夹具中。装夹时夹具端面必须与插管的内侧面(即靠紧链牙一面)成一直线,夹具夹口靠紧插管和插座(见图8)。启动测试仪,测试至脱管或纱带破损为止,此时记录的数值即为开尾平拉强力值。5.8拉链插座移位强力测试方法
上央具
XXXXXX
5.8.1测试设备及夹具
5.8.1.1测试设备:同5.1.1.1条。5.8.1.2测试速度:同5.1.1.3条。图8
下类具
5.8.1.3夹具:上夹具采用5.1.1.5条中的夹具,下夹具采用折弯式夹具。5.8.2测试方法及步骤
取长度大于50mm带插座的拉链一段(拉链单片),在链牙一端去掉若干个牙,使之有20mm左右的带还,并将这段带坏装夹在上夹具中,将插管放人下夹具格中(见图9)。起动测试仪,至插座脱落为止,此时记录的数值即为插座移位强力值。上夹具
下夹具
QB/T2171-1995
5.9拉链负荷耐磨拉次(200双次)的测试方法5.9.1测试设备及夹具
5.9.1.1测试设备:由组夹具、曲柄连杆传动系统和显示系统组成。5.9.1.2该仪器往复次数:30双次/min,行程75~120mm。5.9.1.3测试范围:拉链规格在3.5~12mm以内。5.9.1.4夹具:采用弹性式夹具,横向宽25mm,纵向宽10mm,夹紧面齿形夹角60°,节距1.5mm,顶宽0.2mm。
5.9.2测试方法及步骤
5.9.2.1取长250mm以上的拉键成品一条,正反两面用石蜡各擦二次。5.9.2.2检查拉次仪:使其轴柄停留在上极限,将拉链装夹在五个阅定点上,拉攀固定点在曲柄上(见图10),步骤如下。
先将拉链尾部(下止方向)粗略固定在A固定点上(拉攀向内)。h.
将拉攀粗略地固定在曲柄固定点上。将带头(上止方向)固定在D、E点上。松开A固定点,将拉链尾部向上拉起至周定销F中间,然后将A点夹紧(此时自测保持D、Ed.
点在同一水平线上)。
e将横向夹块B、C松开,让拉链带按自然状态放入B、C夹块中夹紧,此时五个固定点固定完毕。将拉次仪调至上极限松开传动曲柄上的固定螺钉,目测拉链是否保持直线,如不符合要求,需要重新调整。此时装夹全部完成。不同规格的拉链,分别在其横向和纵向加荷(见表5)。装夹方法和加荷位置如图10所示。g
启动拉次仪,测试至200双次。
加荷方向
横向F.N
纵向F2N
5.10拉攀拉头结合强力测试方法5.10.1测试设备及夹具
5.10.1.1测试设备:同5.1.1.1条。5.10.1.2测试速度:同5.1.1.3条。QB/T2171-1995
5.10.1.3夹具:上夹具采用穿入式夹具,下夹具采用框式夹具。6.0
5.10.2测试方法及步骤
取成品拉链头一件,装夹在上述夹具中(见图11)。启动测试仪,测试至拉攀与拉头分离为止,此时记录的数值即为拉攀拉头结合强力值。夹具
下夹具
5.11拉链平直度测量方法
5.11.1量具500mm和150mm直尺各一把。5.11.2测量方法及步骤
5.11.2.1取拉链成品一条,平放在台板上(台板须平整),使拉链处于自然状,然后用手指沿链牙边缘两侧来回移动次。
5.11.2.2用直尺逐渐向链牙脚两端靠拢,然后用另一直尺量取链牙脚与直尺之间的最大距离(见图12)。此距离即为最大弯度值一平直度(C型弯高度)。520
QB/T2171—1995
公分1
5.12拉链长度的测量方法
5.12.1量具:米尺一把。
5.12.2测量方法及步骤
取拉链成品一条,平放在台板上(台板须平整),使其处于自然状态。用米尺从拉链头顶点(拉链拉合后)量起,量至下止边缘。开尾拉链量至插座外边缘,这段距离即为拉链长度L,见图15.13拉链带色差测试方法
按GB/T250进行评定。
5.14其他表面质量
对4.2.2、4.2.3、4.2.8、4.2.9测试均以感官检查为准。对4.2.4、4.2.5均以手感目测进行。6检验规则
6.1产品领经制造广检验合格后才能出厂6.2产品检验分为出厂检验和型式检验,均采用每百单位产品不合格品数检验。6.3出厂检验按GB/T2828规定进行,采用正常检套次抽样方案。6.3.1条装拉链的出厂检验项目、不合格分类、合格质量水平和检查水平按表6规定。表6
不合格分类
轻清度
检套项目
缺牙、坏牙、缺零件
开尾插拔、启动灵活,自锁可靠平直度
长度尺寸
其绝外观缺陷
技术要求
试验方法
检查水平
合格质量水平(AQL)
6.3.2码装拉链的出厂检验项自、不合格分类、合格质量水平和检查水平按表7规定。521
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。






