JB/T 6966-1993
基本信息
标准号: JB/T 6966-1993
中文名称:钎缝外观质量 评定方法
标准类别:机械行业标准(JB)
英文名称: Appearance quality assessment method of brazing seams
标准状态:现行
发布日期:1993-07-27
实施日期:1994-07-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:104829
标准分类号
中标分类号:机械>>加工工艺>>J33焊接与切割
关联标准
出版信息
页数:6 页
标准价格:12.0 元
相关单位信息
归口单位:哈尔滨焊接研究所
发布部门:哈尔滨焊接研究所
标准简介
本标准规定了纤缝外观质量的评定方法。 本标准适用于硬纤焊纤缝外观质量的检验和评定。 JB/T 6966-1993 钎缝外观质量 评定方法 JB/T6966-1993 标准下载解压密码:www.bzxz.net
标准图片预览



标准内容
中华人民共和国机械行业标准
钎缝外观质量评定方法
主题内容与适用范围
本标准规定了针缝外观质量的评定方法。本标准适用于硬钎焊钎缝外观质量的检验和评定。2引用标准
GB5616常规无损探伤应用导则
GBJ94球形储罐施工及验收规范
ZBH04005渗透探伤方法
3术语
JB/T 6966-93
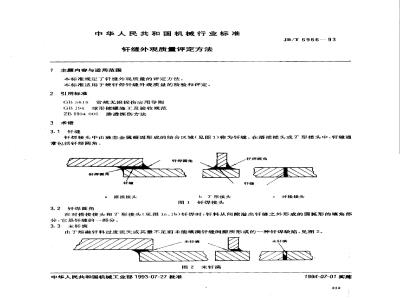
3.1钎缝
钎焊接头中由液态金属凝固形成的结合区域(见图1)称为钎缝。在搭接接头或T形接头中,钎缝通常包括钎焊圆角。
针焊圆角
钎焊圆角
搭接接头
bT形接头
图1钎焊接头
3.2钎焊圆角
针焊圆角
对接接头
在对搭接接头T形接头(见图1a、1b)针焊时,钎料从间隙溢出钎缝之外形成的圆孤形的填角部分,它是钎缝的一部分。
3.3未钎满
由于熔融钎料过度流失或其量不足而未能填满钎缝间隙所形成的一种钎焊缺陷、见图2。未钰满
图2未钎满
中华人民共和国机械工业部1993-07-27批准未钎满
1994-07-01实施
4一般要求
4.1检验部位
JB/T6966-
所有裸露的轩缝表面均需进行外观质量检验。4.2表面清理
检验钎缝外观质量前,应彻底清除待查钎缝处的油污、氧化物、阻流剂和钎剂残渣等外来夹杂物。4.3检验人员
检验人员应经培训·应能对针钎缝外观缺陷程度作出正确的判断。5针缝外观质量评定
5.1针缝外观质量主要采用目视(包括用10倍以下放大镜)检验方法评定。必要时,可采用着色检验方法和密封性检验方法。
5.2将钎缝外观质量分为1、I,I级。5.2.11级钎缝wwW.bzxz.Net
适用于承受大的静载荷、动载荷或交变载荷,或对钎缝气密性、外观装饰性要求高的钎焊件。钎缝表面连续致密、焊角光滑均匀,呈明显的凹下圆弧过渡。表面不允许存在裂纹、针孔、气孔、疏松、节瘤和腐蚀斑点等。针料对基体金属无可见的凹陷性溶蚀。5.2.21级钎缝
适用于承受中等静载荷、动载荷或交变载荷,或对钎缝气密性、外观装饰性有一定要求的轩焊件。针缝无未钎满,焊角连续,但均匀性较差。钎缝表面有少量、轻微的分散性气孔、疏松和腐蚀斑点+但不允许有裂纹和针孔。钎料对基体金属有可见的凹陷性溶蚀,但其深度不超过基体金属厚度的5%~10%,对此应根据钎焊构件在该处的厚度及其工况条件确定。5.2.3级钎缝
适用于承受静载荷较小,或对钎缝气密性、外观装饰性要求不高的钎焊件。钎缝成形较差·轩缝不连续、不光滑均勾、局部有未钎满和气孔、较密集的疏松,但不允许有裂纹,穿透性气孔、针孔。允许钎料对基体金属有明显的凹陷性溶蚀,但其深度不大于该处基体金属厚度的10%~20%,应根据构件的工况条件确定。
5.3钎焊件缺陷处理
钎缝表面存在裂纹,贯穿性气孔,针孔,以及不符合产品图样规定的气孔,缩松,溶蚀,未钎满和表面粗糙度,应按产品图样要求进行补针或作报废处理。补钎次数应根据基体金属类别和构件工况条件确定。6钎缝外观质量检验方法
6.1目视检查法
6.1.1用肉眼观察检查。适用于明显的可见的宏观缺陷。6.1.2放大镜检查。采用不超过10倍的放大镜进行检查,适用于肉眼较难分辨的表面缺陷,如微小的裂纹、气孔和溶蚀等。
6.1.3反光镜检查。适用于深孔、盲孔等不能直接目视的场合(见图3)。必要时可采用3~~10倍放大镜进行目视观察。
6.1.4内窥镜检查。主要用于弯曲或遮挡部位表面钎缝的检查(见图4)。必要时可采用3~10倍放大镜进行观察。
目视检查可查明针缝的外形、表面裂纹、气孔、缩松,未针满、溶蚀、节瘤、针孔、针缝表面粗糙度和腐蚀斑点等宏观缺陷
反光镜
JB/T 6966-
空查此处针角
光导纤维
查此处轩角
7227727Z
图3深孔构件的反光镜检查示意图6.2渗透检查法
图4弯曲构件的内窥镜检查示意图适用于1、1级钎缝外观检查,用以判定钎缝表面有无微小的肉眼较难分辩的裂纹、气孔和针孔等缺陷。可按GB5616和ZBH04005中有关规定进行检验。小工件一般采用荧光检验,大工件通常用着色探伤来检查。
6.3密封性检查
容器钎缝表面若不宜用目视或渗透法检验,可按GBJ94中有关规定进行密封性检查,找出缺陷部位。
6.3.1封闭组合件的所有开口,然后给钎焊容器内腔充气(充气压力按产品图样规定),随即将其放入水中,等1~2min后.观察外部钎缝处有无气泡产生。6.3.2封闭组合件的所有开口,给钎焊容器内腔充气(充气压力按产品图样规定),并在钎缝外表面涂肥皂水溶液,观察有无气泡出现。6.3.3在针钎缝外表面涂白垩粉,随后向钎焊容器内注煤油,等5~10min后,观察白垩粉的变色情况。若在涂白垩粉的一面上出现油痕,则该处被判定为缺陷区。密封性检查若发现钎缝处有渗漏,必须进行补钎补钎次数和报废处理应按产品图样规定进行。6.4检查结果记录
记录检查结果,在记录纸上必须注明缺陷的类型、位置、大小、数量和评定级别附加说明:
本标推由机械工业部尔滨焊接研究所提出并归口。本标推由航空航天部703所、西安航空发动机公司负责起草。本标准主要起草人邱惠中、任耀文。315
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
钎缝外观质量评定方法
主题内容与适用范围
本标准规定了针缝外观质量的评定方法。本标准适用于硬钎焊钎缝外观质量的检验和评定。2引用标准
GB5616常规无损探伤应用导则
GBJ94球形储罐施工及验收规范
ZBH04005渗透探伤方法
3术语
JB/T 6966-93
3.1钎缝
钎焊接头中由液态金属凝固形成的结合区域(见图1)称为钎缝。在搭接接头或T形接头中,钎缝通常包括钎焊圆角。
针焊圆角
钎焊圆角
搭接接头
bT形接头
图1钎焊接头
3.2钎焊圆角
针焊圆角
对接接头
在对搭接接头T形接头(见图1a、1b)针焊时,钎料从间隙溢出钎缝之外形成的圆孤形的填角部分,它是钎缝的一部分。
3.3未钎满
由于熔融钎料过度流失或其量不足而未能填满钎缝间隙所形成的一种钎焊缺陷、见图2。未钰满
图2未钎满
中华人民共和国机械工业部1993-07-27批准未钎满
1994-07-01实施
4一般要求
4.1检验部位
JB/T6966-
所有裸露的轩缝表面均需进行外观质量检验。4.2表面清理
检验钎缝外观质量前,应彻底清除待查钎缝处的油污、氧化物、阻流剂和钎剂残渣等外来夹杂物。4.3检验人员
检验人员应经培训·应能对针钎缝外观缺陷程度作出正确的判断。5针缝外观质量评定
5.1针缝外观质量主要采用目视(包括用10倍以下放大镜)检验方法评定。必要时,可采用着色检验方法和密封性检验方法。
5.2将钎缝外观质量分为1、I,I级。5.2.11级钎缝wwW.bzxz.Net
适用于承受大的静载荷、动载荷或交变载荷,或对钎缝气密性、外观装饰性要求高的钎焊件。钎缝表面连续致密、焊角光滑均匀,呈明显的凹下圆弧过渡。表面不允许存在裂纹、针孔、气孔、疏松、节瘤和腐蚀斑点等。针料对基体金属无可见的凹陷性溶蚀。5.2.21级钎缝
适用于承受中等静载荷、动载荷或交变载荷,或对钎缝气密性、外观装饰性有一定要求的轩焊件。针缝无未钎满,焊角连续,但均匀性较差。钎缝表面有少量、轻微的分散性气孔、疏松和腐蚀斑点+但不允许有裂纹和针孔。钎料对基体金属有可见的凹陷性溶蚀,但其深度不超过基体金属厚度的5%~10%,对此应根据钎焊构件在该处的厚度及其工况条件确定。5.2.3级钎缝
适用于承受静载荷较小,或对钎缝气密性、外观装饰性要求不高的钎焊件。钎缝成形较差·轩缝不连续、不光滑均勾、局部有未钎满和气孔、较密集的疏松,但不允许有裂纹,穿透性气孔、针孔。允许钎料对基体金属有明显的凹陷性溶蚀,但其深度不大于该处基体金属厚度的10%~20%,应根据构件的工况条件确定。
5.3钎焊件缺陷处理
钎缝表面存在裂纹,贯穿性气孔,针孔,以及不符合产品图样规定的气孔,缩松,溶蚀,未钎满和表面粗糙度,应按产品图样要求进行补针或作报废处理。补钎次数应根据基体金属类别和构件工况条件确定。6钎缝外观质量检验方法
6.1目视检查法
6.1.1用肉眼观察检查。适用于明显的可见的宏观缺陷。6.1.2放大镜检查。采用不超过10倍的放大镜进行检查,适用于肉眼较难分辨的表面缺陷,如微小的裂纹、气孔和溶蚀等。
6.1.3反光镜检查。适用于深孔、盲孔等不能直接目视的场合(见图3)。必要时可采用3~~10倍放大镜进行目视观察。
6.1.4内窥镜检查。主要用于弯曲或遮挡部位表面钎缝的检查(见图4)。必要时可采用3~10倍放大镜进行观察。
目视检查可查明针缝的外形、表面裂纹、气孔、缩松,未针满、溶蚀、节瘤、针孔、针缝表面粗糙度和腐蚀斑点等宏观缺陷
反光镜
JB/T 6966-
空查此处针角
光导纤维
查此处轩角
7227727Z
图3深孔构件的反光镜检查示意图6.2渗透检查法
图4弯曲构件的内窥镜检查示意图适用于1、1级钎缝外观检查,用以判定钎缝表面有无微小的肉眼较难分辩的裂纹、气孔和针孔等缺陷。可按GB5616和ZBH04005中有关规定进行检验。小工件一般采用荧光检验,大工件通常用着色探伤来检查。
6.3密封性检查
容器钎缝表面若不宜用目视或渗透法检验,可按GBJ94中有关规定进行密封性检查,找出缺陷部位。
6.3.1封闭组合件的所有开口,然后给钎焊容器内腔充气(充气压力按产品图样规定),随即将其放入水中,等1~2min后.观察外部钎缝处有无气泡产生。6.3.2封闭组合件的所有开口,给钎焊容器内腔充气(充气压力按产品图样规定),并在钎缝外表面涂肥皂水溶液,观察有无气泡出现。6.3.3在针钎缝外表面涂白垩粉,随后向钎焊容器内注煤油,等5~10min后,观察白垩粉的变色情况。若在涂白垩粉的一面上出现油痕,则该处被判定为缺陷区。密封性检查若发现钎缝处有渗漏,必须进行补钎补钎次数和报废处理应按产品图样规定进行。6.4检查结果记录
记录检查结果,在记录纸上必须注明缺陷的类型、位置、大小、数量和评定级别附加说明:
本标推由机械工业部尔滨焊接研究所提出并归口。本标推由航空航天部703所、西安航空发动机公司负责起草。本标准主要起草人邱惠中、任耀文。315
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。