QB 1256-1991
基本信息
标准号: QB 1256-1991
中文名称:聚氯乙烯无纺布基地板革
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:5706171
相关标签: 聚氯乙烯
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB 1256-1991.
5.11.2仪器斯图加特 磨耗试验仪
将砂布固定在磨耗仪试样台上,皮革固定在扇形摆锤上,然后用砂布对皮革进行5次往返打毛备用。每次试验必须更换新砂布。转盘无须运动。
将带有钢钉的垫板放在试样上,施加4000N土100N的压力,保持60s取出。
将取出的试样固定在试样台上,再将砂布固定在扇形摆上,对试样进行3次往返打磨。
每次试验必须更换新砂布。然后再用皮革对试样进行200次往返打磨。转盘做旋转运动。
每个试样重复,上述步骤20次,检查是否磨穿。每次循环完成之后,需用软质毛刷清扫试样表面和皮革表面上的磨料。
5.12退色性
5.12.1仪器
人工加速耐候性试验箱。光源为色温区在5500 ~ 6000K的氙弧灯,在光源和试样之间装有滤光玻璃。试样上照射强度的差异不得超过平均值的土10%。
5.12.2试验步骤
将两块试样装入样板夹,插到试验箱转鼓上,另一块留样进行比较。按照试验箱的操作规程开动机器。转鼓以1 ~ 5r/min的转速绕光源旋转,黑板温度为45土5C,相对湿度为40% ~ 60%,试样接受700MW.s/ m2的照射后,按GB 250评定试样退色性。用三个试样中最差的等级作为试验结果。
5.13基材剥离 负荷
将试样平放,用二氣乙烷滴浸无纺布约40mm长至浸透为止,然后用手剥开浸人溶剂部分的衬毡。在标准环境中放置150min使溶剂挥发掉,把试样装在拉伸试验机的夹具上,以100土10mm/ min的速度拉伸。记录试样最大测量值,用6块试样的平均值表示基材剥离负荷,精确到0.1N。
5.11.2仪器斯图加特 磨耗试验仪
将砂布固定在磨耗仪试样台上,皮革固定在扇形摆锤上,然后用砂布对皮革进行5次往返打毛备用。每次试验必须更换新砂布。转盘无须运动。
将带有钢钉的垫板放在试样上,施加4000N土100N的压力,保持60s取出。
将取出的试样固定在试样台上,再将砂布固定在扇形摆上,对试样进行3次往返打磨。
每次试验必须更换新砂布。然后再用皮革对试样进行200次往返打磨。转盘做旋转运动。
每个试样重复,上述步骤20次,检查是否磨穿。每次循环完成之后,需用软质毛刷清扫试样表面和皮革表面上的磨料。
5.12退色性
5.12.1仪器
人工加速耐候性试验箱。光源为色温区在5500 ~ 6000K的氙弧灯,在光源和试样之间装有滤光玻璃。试样上照射强度的差异不得超过平均值的土10%。
5.12.2试验步骤
将两块试样装入样板夹,插到试验箱转鼓上,另一块留样进行比较。按照试验箱的操作规程开动机器。转鼓以1 ~ 5r/min的转速绕光源旋转,黑板温度为45土5C,相对湿度为40% ~ 60%,试样接受700MW.s/ m2的照射后,按GB 250评定试样退色性。用三个试样中最差的等级作为试验结果。
5.13基材剥离 负荷
将试样平放,用二氣乙烷滴浸无纺布约40mm长至浸透为止,然后用手剥开浸人溶剂部分的衬毡。在标准环境中放置150min使溶剂挥发掉,把试样装在拉伸试验机的夹具上,以100土10mm/ min的速度拉伸。记录试样最大测量值,用6块试样的平均值表示基材剥离负荷,精确到0.1N。
标准图片预览
标准内容
主题内容与适用范围
中华人民共和国行业标准
聚氯乙烯无纺布基地板革
QB1256—91
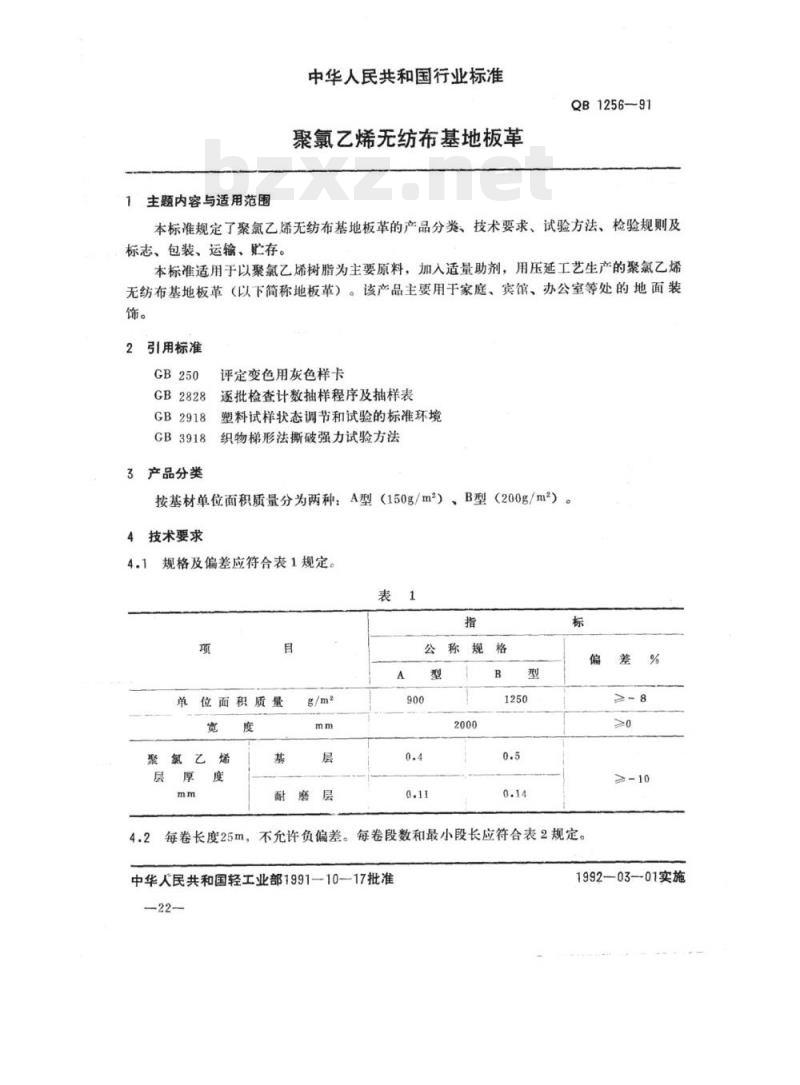
本标准规定了聚氯乙烯无纺布基地板革的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以聚氯乙烯树脂为主要原料,加入适量助剂,用压延工艺生产的聚氯乙烯无纺布基地板革(以下简称地板革)。该产品主要用于家庭、宾馆、办公室等处的地面装饰。
引用标准
GB2828
GB2918
GB3918
3产品分类
评定变色用灰色样卡
逐批检查计数抽样程序及抽样表塑料试样状态调节和试验的标准环境织物梯形法撕破强力试验方法
按基材单位面积质量分为两种:A型(150g/m2)、B型(200g/m)。4技术要求
规格及偏差应符合表1规定。
单位面积质量
耐磨层
公称规
每卷段数和最小段长应符合表2规定。4.2每卷长度25m,不允许负偏差。中华人民共和国轻工业部1991-10-17批准—22—
1992—03—01实施
QB1233-91
用精度为0.02mm的量具测量,取最小值。B3检验规则
钢桶外观的检验应逐只进行,有一项不合格,即进行整修,直至合格。经检验合格后交付组装。
附录C
封闭器
(补充件)
封闭器指钢塑桶注入口和透气口,防止液体渗漏的装置,一般由外盖、内盖、密封圈等零件组成。
C1技术要求
c1.1外观
各零件要求完整不允许有缺损、气泡、杂质等影响使用的缺陷。C1.2装配
各零件必须达到定型产品设计尺寸及公差范围,配套齐全,装配后密封良好,不得有缝隙,嵌件在内容器内熔接良好。C2试验方法
用目测及用相应的通用量具测量。C3包装
各零件必须有包装,避免灰尘,以免造成溶接不良,渗漏等缺陷。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国塑料制品标准化中心归口。本标准由上海塑料制品十一厂负责起草。本标准主要起草人:
温耀贤周文杰张建华陈苗。
—21—
每卷段数
最小段长
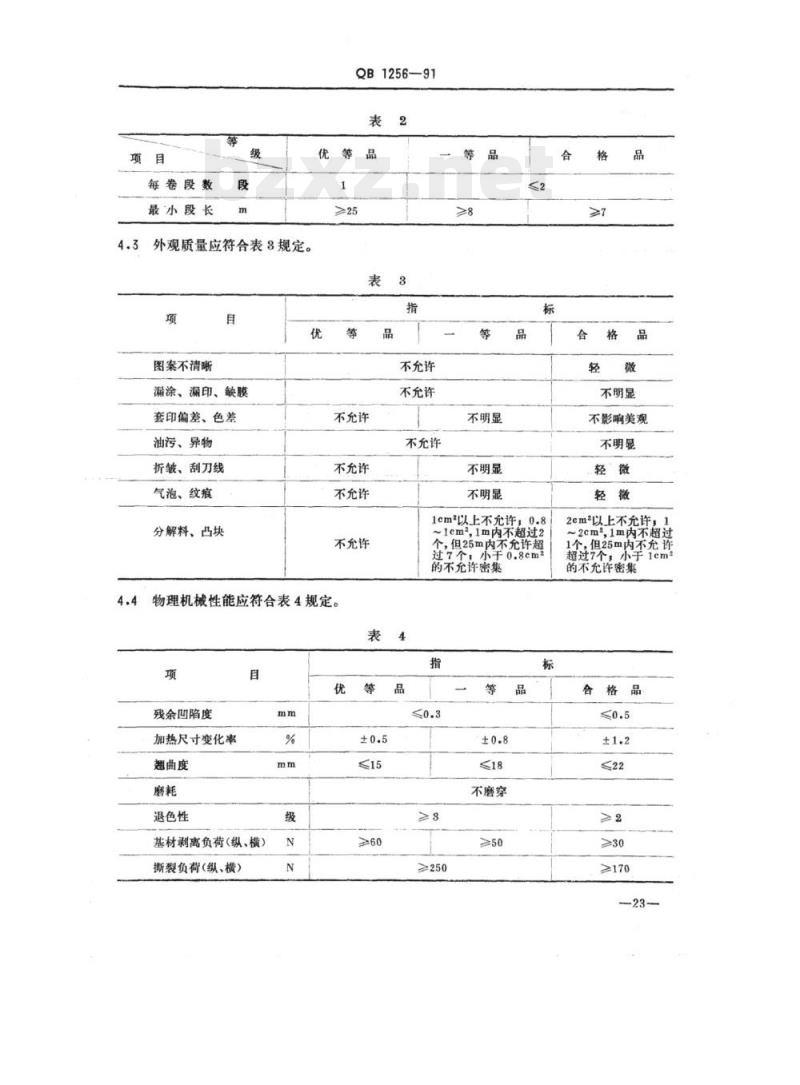
外观质量应符合表3规定。
图案不清晰
QB1256—91
漏涂、漏印、缺膜
套印偏差、色差
油污、异物
折皱、刮刀线
气泡、纹痕
分解料、凸块
不允许
不充许
不允许
不允许
不允许
不充许
不明显
不明显
不明显
1cm以上不允许;0.8
~1em,1m内不超过2
不允许
物理机械性能应符合表4规定。
残余凹陷度
加热尺寸变化率
翘曲度
退色性
基材剥离负荷(纵、横)
撕裂负荷(纵、横)
个,但25m内不允许超
过7个:小于0.8cmz
的不允许密集
≥250
不磨穿
不明显
不影响美观
不明显
2em*以上不允许,
~2cm,1m内不超过
1个,但25m内不充许
超过7个,小于1cm
的不允许密集
合格品
—23-
5试验方法
QB125691
5.1试样状态调节按GB2918中标准环境及正常偏差范围进行,调节时间不小于8h,并在此条件下进行试验。
5.2试样数量、尺寸及制备
5.2.1试样数量及尺寸应符合表5规定。表5
单位面积质量
聚氯乙烯基层和耐磨层厚度
残余凹陷度
加热尺寸变化率
翘曲度
退色性
基材剥离负荷
撕裂负荷
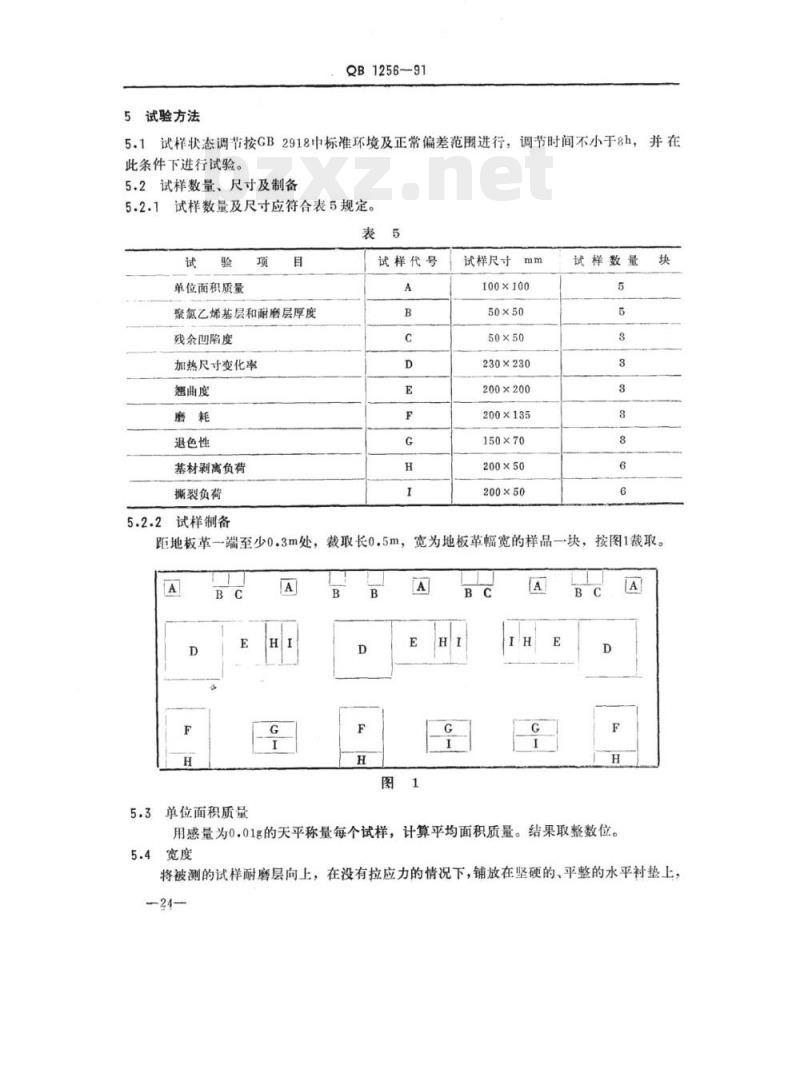
5.2.2试样制备
试样代号
距地板革一端至少0.3m处,
裁取长0.5m,
5.3单位面积质量
试样尺寸mm
100×100
50×50
50×50
230×230
200×200
200×135
150×70
200×50
200x50
试样数量
宽为地板革幅宽的样品一块,
按图1裁取。
用感量为0.01g的天平称量每个试样,计算平均面积质量。结果取整数位。A
5.4宽度
将被测的试样耐磨层向上,在没有拉应力的情况下,铺放在坚硬的、平整的水平衬垫上,24-
QB1256-9T
用精度为1mm的量具测量每卷样品中间和两端垂直于纵向的宽度,取其最小值作为试样宽度。精确到1mm。下载标准就来标准下载网
5.5聚氯乙烯基层厚度和耐磨层厚度用薄型锋利的刀片在每块试样上垂直于耐磨层裁切取1条50mm×50mm的试样。注意不要使试样的切面变形,然后切面向上置于精度为0.01mm显微镜试样台上,进行测量,读取聚氯乙烯基层和耐磨层厚度。结果均用五块试样中最小值表示,精确到1%。5.6长度
按5.4条的方法,用精度为1cm的量具测量两边的长度。取其最小值为试样的长度,精确到1cm。
5.7外观
在正常光线下,距离试样1m目测和用相应的量具测量。5.8残余凹陷度
5.8.1仪器
a,凹陷试验机。机上装有直径为①11.3mm的钢柱压头,其边缘半径为R0.15mm的面角,能施加500±5N的负荷;
b.百分表测厚仪。测头①6mm,压强25kPa,最小分度值0.01mm。5.8.2试验步骤
先用测厚仪测量试样厚度,并标记测厚位置。再将耐磨层向上置于凹陷试验机的工作平台上,在4~5s内,于测厚处平稳地加上500N的负荷,保持150min,去掉负荷,放置150min测量加压处厚度。
5.8.3试验结果
残余凹陷度按式(1)计算。用三个试样的平均值表示,精确到0.1mm。8=8-0,
式中:3残余凹陷度,mm;
0。—加负荷前试样厚度,mm;
S,—去负荷放置150min后厚度,mm。5.9加热尺寸变化率
(1)
沿试样的纵向和横向各画两条间距为200mm的平行线,用精度为0.05mm的游标卡尺分别测量出纵向和横向各对交点间的距离,然后将试样耐磨层向上,试样前后左右相距50mm以上,一起放入温度为80土2℃的鼓风烘箱,在鼓风下,保持6h取出。在标准环境中放置24h,再测量各对交点间的距离。测量时需用一块180mm×180mm×1.3mm的平钢板压在试样上面。
加热尺寸变化率按式(2)计算。计算三个试样的纵、横向加热尺寸变化率的平均值,取其最大值或最小值,精确到0.1%。EH=
式中:
L-Lo.x100
—纵向或横向加热尺寸变化率,%;L,-纵向或横向各对交点在加热前的长度平均值,mm(2)
—25—
5.10翘曲度
QB1256—91
-纵向或横向各对交点在加热后的长度平均值,mm。用测厚仪测量每块试样4个角的厚度。然后将试样耐磨层向上,平放在撒有滑石粉的磨光玻璃上或耐酸不锈钢平板上,试样前后左右相距50mm以上。放入温度为80±2℃的鼓风烘箱,在鼓风下保持6h取出,在标准环境中放置2h。用精度为0.02mm高度划线游标卡尺测量各角上的表面到平板之间的距离。减去所属的地板革厚度,试验结果以12个单值的平均值表示,精确到1mm。
5.11磨耗
5.11.1试验材料
。.皮革经过操制的皮革在室温下放置7天后应符合表6规定。表6
b,纱布粒度为46#。
5.11.2仪器斯图加特磨耗试验仪度
密度g/em
0.97~1.18
邵氏硬度
将砂布固定在磨耗仪试样台上,皮革固定在扇形摆锤上,然后用砂布对皮革进行5次往返打毛备用。每次试验必须更换新砂布。转盘无须运动。将带有钢钉的垫板放在试样上,施加4000N土100N的压力,保持60s取出。将取出的试样固定在试样台上,再将砂布固定在扇形摆上,对试样进行3次往返打磨。每次试验必须更换新砂布。然后再用皮革对试样进行200次往返打磨。转盘做旋转运动。每个试样重复上述步骤20次,检查是否磨穿。每次循环完成之后,需用软质毛刷清扫试样表面和皮革表面上的磨料。
5.12退色性
5.12.1仪器
人工加速耐候性试验箱。光源为色温区在5500~6000K的氙弧灯,在光源和试样之间装有滤光玻璃。试样上照射强度的差异不得超过平均值的土10%。5.12.2试验步骤
将两块试样装入样板夹,插到试验箱转鼓上,另一块留样进行比较。按照试验箱的操作规程开动机器。转鼓以1~5r/min的转速绕光源旋转,黑板温度为45±5℃,相对湿度为40%~60%,试样接受700MW.s/m的照射后,按GB250评定试样退色性。用三个试样中最差的等级作为试验结果。
5.13基材剥离负荷
将试样平放,用二氯乙烷滴浸无纺布约40mm长至浸透为止,然后用手剥开浸人溶剂部分的衬毡。在标准环境中放置150min使溶剂挥发掉,把试样装在拉伸试验机的夹具上,以100土10mm/min的速度拉伸。记录试样最大测量值,用6块试样的平均值表示基材剥离负荷,精确到0.1N。
—26-
5.14撕裂负荷
按GB3918规定进行。
6检验规则
6.1组批
QB1256—91
产品按批进行验收,同一配方,同一规格,同一工艺,同一图案的地板苯,不超过500卷为一批。
6.2检验分类
6.2.1出厂检验
检验项目:规格、外观、单位面积质量、基层厚度、耐磨层厚度、基材剥离负荷、撕裂负荷。
6.2.2型式检验
一般情况下,退色性每半年进行一次检验。其它项目每三个月进行一次检验。6.3抽样
6.3.1采取随机抽样的方法。
6.3.2规格及外观按GB2828规定的二次正常抽样方案进行,采用一般检查水平I,合格质量水平(AQL)为6.5,见表6。
26-—50
51—90
91-150
151-280
281-500
样本大小
6.3.3物理机械性能的检验,
检验。
6.4判定规则
6.4.1样本单位质量判定
累计样本大小
合格判定数
不合格判定数
从每批抽取的样品中任取一块按本标准规定裁取试样,进行外观及规格应符合4.1,4.2,4.3条规定,若其中一项不合格,则样本单位不合格6.4.2交付批质量判定
外观及规格按表6进行判定。物理机械性能检验结果都合格则整批合格,若其中一项不合格,应在原批中抽取双倍样对不合格项目进行复验,复验结果均应合格,否则整批为不合格。
—27—
7、标志、包装、运输、贮存
QB1256—91
7.1标志
每卷地板革应附有合格证,其内容包括注册商标、制造厂名、产品名称、规格、型号、批号、产品等级、标准号、生产日期、检验员章。7.2包装
地板革用塑料袋或编织袋包装,并捆扎牢固。7.3运输
地板革在运输时应防止机械碰撞及日晒雨淋。7.4贮存
地板革应放在40℃以下,通风、阴凉、干燥的库房内。每层之间用纤维板隔开,最多不超过6层。贮存期自生产日期起不得超过二年。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国塑料制品标准化中心归口。本标准由济南塑料三厂负责起草。本标准主要起草人:张美玲庄新方庆梅王家忠。本标准主要参照采用DIN16952第四部分《有背衬的PVC地板》和JISA5707《聚氯乙烯卷材地板》。
—28-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国行业标准
聚氯乙烯无纺布基地板革
QB1256—91
本标准规定了聚氯乙烯无纺布基地板革的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以聚氯乙烯树脂为主要原料,加入适量助剂,用压延工艺生产的聚氯乙烯无纺布基地板革(以下简称地板革)。该产品主要用于家庭、宾馆、办公室等处的地面装饰。
引用标准
GB2828
GB2918
GB3918
3产品分类
评定变色用灰色样卡
逐批检查计数抽样程序及抽样表塑料试样状态调节和试验的标准环境织物梯形法撕破强力试验方法
按基材单位面积质量分为两种:A型(150g/m2)、B型(200g/m)。4技术要求
规格及偏差应符合表1规定。
单位面积质量
耐磨层
公称规
每卷段数和最小段长应符合表2规定。4.2每卷长度25m,不允许负偏差。中华人民共和国轻工业部1991-10-17批准—22—
1992—03—01实施
QB1233-91
用精度为0.02mm的量具测量,取最小值。B3检验规则
钢桶外观的检验应逐只进行,有一项不合格,即进行整修,直至合格。经检验合格后交付组装。
附录C
封闭器
(补充件)
封闭器指钢塑桶注入口和透气口,防止液体渗漏的装置,一般由外盖、内盖、密封圈等零件组成。
C1技术要求
c1.1外观
各零件要求完整不允许有缺损、气泡、杂质等影响使用的缺陷。C1.2装配
各零件必须达到定型产品设计尺寸及公差范围,配套齐全,装配后密封良好,不得有缝隙,嵌件在内容器内熔接良好。C2试验方法
用目测及用相应的通用量具测量。C3包装
各零件必须有包装,避免灰尘,以免造成溶接不良,渗漏等缺陷。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国塑料制品标准化中心归口。本标准由上海塑料制品十一厂负责起草。本标准主要起草人:
温耀贤周文杰张建华陈苗。
—21—
每卷段数
最小段长
外观质量应符合表3规定。
图案不清晰
QB1256—91
漏涂、漏印、缺膜
套印偏差、色差
油污、异物
折皱、刮刀线
气泡、纹痕
分解料、凸块
不允许
不充许
不允许
不允许
不允许
不充许
不明显
不明显
不明显
1cm以上不允许;0.8
~1em,1m内不超过2
不允许
物理机械性能应符合表4规定。
残余凹陷度
加热尺寸变化率
翘曲度
退色性
基材剥离负荷(纵、横)
撕裂负荷(纵、横)
个,但25m内不允许超
过7个:小于0.8cmz
的不允许密集
≥250
不磨穿
不明显
不影响美观
不明显
2em*以上不允许,
~2cm,1m内不超过
1个,但25m内不充许
超过7个,小于1cm
的不允许密集
合格品
—23-
5试验方法
QB125691
5.1试样状态调节按GB2918中标准环境及正常偏差范围进行,调节时间不小于8h,并在此条件下进行试验。
5.2试样数量、尺寸及制备
5.2.1试样数量及尺寸应符合表5规定。表5
单位面积质量
聚氯乙烯基层和耐磨层厚度
残余凹陷度
加热尺寸变化率
翘曲度
退色性
基材剥离负荷
撕裂负荷
5.2.2试样制备
试样代号
距地板革一端至少0.3m处,
裁取长0.5m,
5.3单位面积质量
试样尺寸mm
100×100
50×50
50×50
230×230
200×200
200×135
150×70
200×50
200x50
试样数量
宽为地板革幅宽的样品一块,
按图1裁取。
用感量为0.01g的天平称量每个试样,计算平均面积质量。结果取整数位。A
5.4宽度
将被测的试样耐磨层向上,在没有拉应力的情况下,铺放在坚硬的、平整的水平衬垫上,24-
QB1256-9T
用精度为1mm的量具测量每卷样品中间和两端垂直于纵向的宽度,取其最小值作为试样宽度。精确到1mm。下载标准就来标准下载网
5.5聚氯乙烯基层厚度和耐磨层厚度用薄型锋利的刀片在每块试样上垂直于耐磨层裁切取1条50mm×50mm的试样。注意不要使试样的切面变形,然后切面向上置于精度为0.01mm显微镜试样台上,进行测量,读取聚氯乙烯基层和耐磨层厚度。结果均用五块试样中最小值表示,精确到1%。5.6长度
按5.4条的方法,用精度为1cm的量具测量两边的长度。取其最小值为试样的长度,精确到1cm。
5.7外观
在正常光线下,距离试样1m目测和用相应的量具测量。5.8残余凹陷度
5.8.1仪器
a,凹陷试验机。机上装有直径为①11.3mm的钢柱压头,其边缘半径为R0.15mm的面角,能施加500±5N的负荷;
b.百分表测厚仪。测头①6mm,压强25kPa,最小分度值0.01mm。5.8.2试验步骤
先用测厚仪测量试样厚度,并标记测厚位置。再将耐磨层向上置于凹陷试验机的工作平台上,在4~5s内,于测厚处平稳地加上500N的负荷,保持150min,去掉负荷,放置150min测量加压处厚度。
5.8.3试验结果
残余凹陷度按式(1)计算。用三个试样的平均值表示,精确到0.1mm。8=8-0,
式中:3残余凹陷度,mm;
0。—加负荷前试样厚度,mm;
S,—去负荷放置150min后厚度,mm。5.9加热尺寸变化率
(1)
沿试样的纵向和横向各画两条间距为200mm的平行线,用精度为0.05mm的游标卡尺分别测量出纵向和横向各对交点间的距离,然后将试样耐磨层向上,试样前后左右相距50mm以上,一起放入温度为80土2℃的鼓风烘箱,在鼓风下,保持6h取出。在标准环境中放置24h,再测量各对交点间的距离。测量时需用一块180mm×180mm×1.3mm的平钢板压在试样上面。
加热尺寸变化率按式(2)计算。计算三个试样的纵、横向加热尺寸变化率的平均值,取其最大值或最小值,精确到0.1%。EH=
式中:
L-Lo.x100
—纵向或横向加热尺寸变化率,%;L,-纵向或横向各对交点在加热前的长度平均值,mm(2)
—25—
5.10翘曲度
QB1256—91
-纵向或横向各对交点在加热后的长度平均值,mm。用测厚仪测量每块试样4个角的厚度。然后将试样耐磨层向上,平放在撒有滑石粉的磨光玻璃上或耐酸不锈钢平板上,试样前后左右相距50mm以上。放入温度为80±2℃的鼓风烘箱,在鼓风下保持6h取出,在标准环境中放置2h。用精度为0.02mm高度划线游标卡尺测量各角上的表面到平板之间的距离。减去所属的地板革厚度,试验结果以12个单值的平均值表示,精确到1mm。
5.11磨耗
5.11.1试验材料
。.皮革经过操制的皮革在室温下放置7天后应符合表6规定。表6
b,纱布粒度为46#。
5.11.2仪器斯图加特磨耗试验仪度
密度g/em
0.97~1.18
邵氏硬度
将砂布固定在磨耗仪试样台上,皮革固定在扇形摆锤上,然后用砂布对皮革进行5次往返打毛备用。每次试验必须更换新砂布。转盘无须运动。将带有钢钉的垫板放在试样上,施加4000N土100N的压力,保持60s取出。将取出的试样固定在试样台上,再将砂布固定在扇形摆上,对试样进行3次往返打磨。每次试验必须更换新砂布。然后再用皮革对试样进行200次往返打磨。转盘做旋转运动。每个试样重复上述步骤20次,检查是否磨穿。每次循环完成之后,需用软质毛刷清扫试样表面和皮革表面上的磨料。
5.12退色性
5.12.1仪器
人工加速耐候性试验箱。光源为色温区在5500~6000K的氙弧灯,在光源和试样之间装有滤光玻璃。试样上照射强度的差异不得超过平均值的土10%。5.12.2试验步骤
将两块试样装入样板夹,插到试验箱转鼓上,另一块留样进行比较。按照试验箱的操作规程开动机器。转鼓以1~5r/min的转速绕光源旋转,黑板温度为45±5℃,相对湿度为40%~60%,试样接受700MW.s/m的照射后,按GB250评定试样退色性。用三个试样中最差的等级作为试验结果。
5.13基材剥离负荷
将试样平放,用二氯乙烷滴浸无纺布约40mm长至浸透为止,然后用手剥开浸人溶剂部分的衬毡。在标准环境中放置150min使溶剂挥发掉,把试样装在拉伸试验机的夹具上,以100土10mm/min的速度拉伸。记录试样最大测量值,用6块试样的平均值表示基材剥离负荷,精确到0.1N。
—26-
5.14撕裂负荷
按GB3918规定进行。
6检验规则
6.1组批
QB1256—91
产品按批进行验收,同一配方,同一规格,同一工艺,同一图案的地板苯,不超过500卷为一批。
6.2检验分类
6.2.1出厂检验
检验项目:规格、外观、单位面积质量、基层厚度、耐磨层厚度、基材剥离负荷、撕裂负荷。
6.2.2型式检验
一般情况下,退色性每半年进行一次检验。其它项目每三个月进行一次检验。6.3抽样
6.3.1采取随机抽样的方法。
6.3.2规格及外观按GB2828规定的二次正常抽样方案进行,采用一般检查水平I,合格质量水平(AQL)为6.5,见表6。
26-—50
51—90
91-150
151-280
281-500
样本大小
6.3.3物理机械性能的检验,
检验。
6.4判定规则
6.4.1样本单位质量判定
累计样本大小
合格判定数
不合格判定数
从每批抽取的样品中任取一块按本标准规定裁取试样,进行外观及规格应符合4.1,4.2,4.3条规定,若其中一项不合格,则样本单位不合格6.4.2交付批质量判定
外观及规格按表6进行判定。物理机械性能检验结果都合格则整批合格,若其中一项不合格,应在原批中抽取双倍样对不合格项目进行复验,复验结果均应合格,否则整批为不合格。
—27—
7、标志、包装、运输、贮存
QB1256—91
7.1标志
每卷地板革应附有合格证,其内容包括注册商标、制造厂名、产品名称、规格、型号、批号、产品等级、标准号、生产日期、检验员章。7.2包装
地板革用塑料袋或编织袋包装,并捆扎牢固。7.3运输
地板革在运输时应防止机械碰撞及日晒雨淋。7.4贮存
地板革应放在40℃以下,通风、阴凉、干燥的库房内。每层之间用纤维板隔开,最多不超过6层。贮存期自生产日期起不得超过二年。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国塑料制品标准化中心归口。本标准由济南塑料三厂负责起草。本标准主要起草人:张美玲庄新方庆梅王家忠。本标准主要参照采用DIN16952第四部分《有背衬的PVC地板》和JISA5707《聚氯乙烯卷材地板》。
—28-
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。