QB/T 4867—2015
基本信息
标准号: QB/T 4867—2015
中文名称:制鞋机械自动上胶分边锤平机
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:2301778
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 4867—2015.Footwear machines—Automatic cementing margin disparting and pressing.
5.3.4﹑调节榔头摆幅达到最大值(9 mm),断开或遮挡缺料保护,进行空载试车,目测检查4.2.5.5.4整机性能
5.4.1缺料保护
缺料保护按以下步骤进行试验:
a)在加工区放入合格物料,运行机器,检查机器工作是否正常;当材料进给完毕时主轴是否停转、
出胶口无胶液流出;
b)在加工区放入不足以遮挡缺料保护的材料,启动机器,检查主轴是否运转、出胶口有无胶液流
出。
5.4.2胶槽和压脚的加热温度调节范围
调节温控仪并加热胶槽和压脚,目测胶槽和压脚的加热温度范围。
5.4.3胶泵密封和喷胶
5.4.3.1喷胶检查:调节主轴转速由慢到快,再由快到慢,观察出胶量变化。
5.4.3.2胶泵密封检查:驱动热熔胶齿轮泵运行5 min,目测检查。
5.4.4 左、右压脚出胶口间的距离
调节左、右压脚出胶口间的距离分别为最小和最大,用游标卡尺测量。
5.4.5 左、右压脚高低位置
调节左、右压脚至最高和最低的位置,用游标卡尺测量左、右压脚与锤座面的距离。
5.4.6锤座机构滚轮与榔头之间的间隙
调节榔头至最高和最低的位置,用游标卡尺测量榔头底面与锤座面的距离。
5.4.7开缝导向块底部与锤座机构滚轮面之间的距离
调节开缝导向块至最高和最低的位置,用游标卡尺测量开缝导向块底面与锤座面的距离。
5.4.8整机噪声
机器噪声按GB/T16769规定的方法进行检测。
5.5电气安全
5.5.1保护联结电路的连续性检验按GB 5226.1一2008中的18.2.2试验1的要求进行。
5.5.2 绝缘电阻的检验按GB 5226.1—2008中的18.3的要求进行。
5.5.3耐压试验按GB 5226.1—2008中的18.4的要求进行。
5.6外观质量
目测检查。
6检验规则
6.1检验分类
产品检验分为出厂检验和型式检验。
6.2出厂检验
6.2.1出厂检验项目为本标准的4.2.3~~4.2.5、4.3.1~4.3.8、4.4、4.5。
6.2.2每台产品均需厂质量检验部门按本标准检验合格并签发产品合格证书,方可出厂。
6.3型式检验
6.3.1 型式检验项目为本标准要求的全部内容。
6.3.2 有下列情况之一时,应进行型式检验:
a)新产品或老产品转厂生产的试制、定型鉴定时;
b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c)在正常生产的条件下,每24个月应周期性进行检验Ⅰ次;
5.3.4﹑调节榔头摆幅达到最大值(9 mm),断开或遮挡缺料保护,进行空载试车,目测检查4.2.5.5.4整机性能
5.4.1缺料保护
缺料保护按以下步骤进行试验:
a)在加工区放入合格物料,运行机器,检查机器工作是否正常;当材料进给完毕时主轴是否停转、
出胶口无胶液流出;
b)在加工区放入不足以遮挡缺料保护的材料,启动机器,检查主轴是否运转、出胶口有无胶液流
出。
5.4.2胶槽和压脚的加热温度调节范围
调节温控仪并加热胶槽和压脚,目测胶槽和压脚的加热温度范围。
5.4.3胶泵密封和喷胶
5.4.3.1喷胶检查:调节主轴转速由慢到快,再由快到慢,观察出胶量变化。
5.4.3.2胶泵密封检查:驱动热熔胶齿轮泵运行5 min,目测检查。
5.4.4 左、右压脚出胶口间的距离
调节左、右压脚出胶口间的距离分别为最小和最大,用游标卡尺测量。
5.4.5 左、右压脚高低位置
调节左、右压脚至最高和最低的位置,用游标卡尺测量左、右压脚与锤座面的距离。
5.4.6锤座机构滚轮与榔头之间的间隙
调节榔头至最高和最低的位置,用游标卡尺测量榔头底面与锤座面的距离。
5.4.7开缝导向块底部与锤座机构滚轮面之间的距离
调节开缝导向块至最高和最低的位置,用游标卡尺测量开缝导向块底面与锤座面的距离。
5.4.8整机噪声
机器噪声按GB/T16769规定的方法进行检测。
5.5电气安全
5.5.1保护联结电路的连续性检验按GB 5226.1一2008中的18.2.2试验1的要求进行。
5.5.2 绝缘电阻的检验按GB 5226.1—2008中的18.3的要求进行。
5.5.3耐压试验按GB 5226.1—2008中的18.4的要求进行。
5.6外观质量
目测检查。
6检验规则
6.1检验分类
产品检验分为出厂检验和型式检验。
6.2出厂检验
6.2.1出厂检验项目为本标准的4.2.3~~4.2.5、4.3.1~4.3.8、4.4、4.5。
6.2.2每台产品均需厂质量检验部门按本标准检验合格并签发产品合格证书,方可出厂。
6.3型式检验
6.3.1 型式检验项目为本标准要求的全部内容。
6.3.2 有下列情况之一时,应进行型式检验:
a)新产品或老产品转厂生产的试制、定型鉴定时;
b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c)在正常生产的条件下,每24个月应周期性进行检验Ⅰ次;
标准图片预览
标准内容
ICS61.080
分类号:Y99
备案号:51159-2015
中华人民共和国轻工行业标准
QB/T4867-2015
制鞋机械
自动上胶分边锤平机
Footwear machines-Automatic cementing margin disparting and pressing2015-07-14发布
中华人民共和国工业和信息化部2016-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4867-2015
本标准起草单位:东莞市腾宇龙机械能源科技股份有限公司、衢州台威精工机械有限公司、中国皮革和制鞋工业研究院、国家轻工业皮革制鞋机械质量监督检测中心。本标准主要起草人:肖和、李刚、童孝忠、孔培利。本标准为首次发布。
1范围
制鞋机械自动上胶分边锤平机
QB/T4867-2015
本标准规定了自动上胶分边锤平机的组成、型号和基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于制鞋工业中对缝边皮件进行自动上胶、分边、锤平的自动上胶分边锤平机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB5226.1-2008
机械电气安全机械电气设备第1部分:通用技术条件工业产品使用说明书总则
GB/T9969
GB/T13384
GB/T16769
QB/T1525
QB/T1588.1
QB/T1588.2
QB/T1588.3
机电产品包装通用技术条件
金属切削机床噪声声压级测量方法制鞋机械产品型号编制方法
轻工机械焊接件通用技术条件
轻工机械
切削加工件通用技术条件
装配通用技术条件
轻工机械
3组成、型号和基本参数
3.1组成
自动上胶分边锤平机主要由机架组件、主梁机构、摇臂机构、传动机构、锤座机构、电气部分组成。3.2
型号编制
自动上胶分边锤平机的型号编制规则宜符合QB/T1525的规定。3.3基本参数
基本参数见表1。
基本参数表
4要求
榔头摆幅/mm
榔头锤击力/N
自动喷胶量(单嘴)/(g/s)
胶槽和压脚加热升温100C所需时间/min热熔胶加温自动控制温度误差(温控误差)/C生产效率/(m/min)
4.1基本要求
4.1.1焊接件应符合QB/T1588.1的要求。4.1.2切削加工件应符合QB/T1588.2的要求。基本参数
QB/T4867-2015
4.2装配质量
4.2.1整机装配应符合QB/T1588.3的要求。4.2.2电器元件及布线应排列有序、固定可靠。4.2.3主轴转动、榔头锤击及摆动动作应灵活,无卡死现象。4.2.4锤座机构中心线、开缝导向块中心面、榔头中心面、左右压脚对称中心面应在同一竖直平面上,任意二者间误差不应超过土0.5mm。4.2.5榔头摆幅达到最大值时,机器空载试车不应有异常振动现象。4.3整机性能
机器应有缺料保护功能。在加工区无加工材料或料宽不足时,主轴应停转,且不应有胶液溢出。4.3.1
胶槽和压脚(胶嘴)的加热温度应在20℃~180C范围内可调。4.3.2
喷胶量应随主轴转速加快而增加并随主轴转速减低而减少。4.3.4月
胶泵应密封可靠,不应有漏胶现象。左、右压脚出胶口距离的调节范围应为0mm~12mm。4.3.5
左、右压脚高低位置的调节范围应为0mm~6mma4.3.6
锤座机构滚轮与榔头的间隙调节范围应为0mm~8mm。开缝导向块底部与锤座机构滚轮面的距离调节范围应为0mm~12mm。4.3.8
机器运行应平稳,无异常撞击声:正常运转时噪声声压级不应大于80dB(A)4.4电气安全
保护联结电路的连续性应符合GB5226.1一2008中的8.2.3的规定。4.4.1
4.4.2动力电路和保护接地电路之间的绝缘电阻应大于1MQ2。4.4.3电气设备的所有电路导线和保护接地电路之间应能经受时间不少于1s、电压为1000V、频率为50Hz的耐压试验,工作在低于PELV电压的电路除外。4.5外观质量
4.5.1油漆件表面涂层应均匀、牢固,无气泡、流痕和露底等缺陷。4.5.2电镀、发蓝和电泳的零件表面不应有斑痕、锈蚀、起壳和脱层等现象。5试验方法
5.1基本要求
目测检查。
5.2基本参数
5.2.1椰头摆幅
调整榔买摆幅至最大,用直尺测量摆幅值5.2.2榔头锤击力
将榔头与锤座的间隙调至2mm,分别调整锤击力至最小(弹簧无压缩)和最大(弹簧最大压缩),用手持指针式拉压力计分别测量榔头最小和最大锤击力。5.2.3自动喷胶量
将电位器旋至最大,主轴转速调至最快,在出胶口处接取胶水10s,用天平称量所取胶水的质量后除以10,连续测5次,取5次的算术平均值。5.2.4胶槽和压脚加热升温100C所需时间加热温度设定为室温+100℃C,然后开始加热,并用秒表记录达到此设定温度所需的时间。2
5.2.5热熔胶加温自动控制温度误差QB/T4867-2015
在胶槽和压脚加热过程中,用点温计测量胶槽和压脚的实际温度,点温计与温控仪示值之差即为自动控制温度误差。
5.3装配质量
5.3.1目测检查4.2.1、4.2.2。
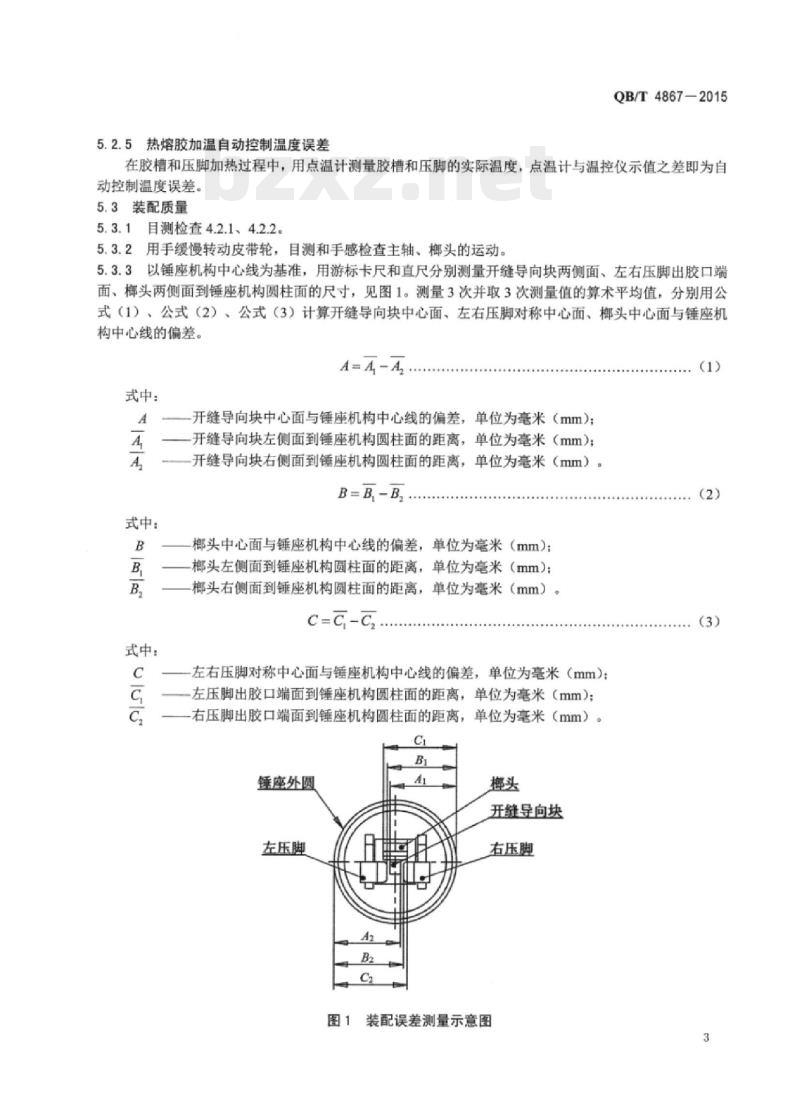
5.3.2用手缓慢转动皮带轮,目测和手感检查主轴、榔头的运动。5.3.3以锤座机构中心线为基准,用游标卡尺和直尺分别测量开缝导向块两侧面、左右压脚出胶口端面、榔头两侧面到锤座机构圆柱面的尺寸,见图1。测量3次并取3次测量值的算术平均值,分别用公式(1)、公式(2)、公式(3)计算开缝导向块中心面、左右压脚对称中心面、榔头中心面与锤座机构中心线的偏差。
式中:
式中:
式中:
开缝导向块中心面与锤座机构中心线的偏差,单位为毫米(mm);开缝导向块左侧面到锤座机构圆柱面的距离,单位为毫米(mm);开缝导向块右侧面到锤座机构圆柱面的距离,单位为毫米(mm)。B=B-B,
榔头中心面与锤座机构中心线的偏差,单位为毫米(mm):榔头左侧面到锤座机构圆柱面的距离,单位为毫米(mm):榔头右侧面到锤座机构圆柱面的距离,单位为毫米(mm)C=-c
左右压脚对称中心面与锤座机构中心线的偏差,单位为毫米(mm);左压脚出胶口端面到锤座机构圆柱面的距离,单位为毫米(mm):右压脚出胶口端面到锤座机构圆柱面的距离,单位为毫米(mm)。B1
锤座外圆
左压脚
开缝导向块
右压脾脚
装配误差测量示意图
QB/T4867-2015
5.3.4调节榔头摆幅达到最大值(9mm),断开或遮挡缺料保护,进行空载试车,目测检查4.2.5。5.4整机性能
5.4.1缺料保护
缺料保护按以下步骤进行试验:a)在加工区放入合格物料,运行机器,检查机器工作是否正常;当材料进给完毕时主轴是否停转、出胶口无胶液流出:
b)在加工区放入不足以遮挡缺料保护的材料,启动机器,检查主轴是否运转、出胶口有无胶液流出。
5.4.2胶槽和压脚的加热温度调节范围调节温控仪并加热胶槽和压脚,目测胶槽和压脚的加热温度范围。5.4.3胶泵密封和喷胶
5.4.3.1喷胶检查:调节主轴转速由慢到快,再由快到慢,观察出胶量变化。5.4.3.2胶泵密封检查:驱动热熔胶齿轮泵运行5min,目测检查。5.4.4左、右压脚出胶口间的距离调节左、右压脚出胶口间的距离分别为最小和最大,用游标卡尺测量。5.4.5左、右压脚高低位置
调节左、右压脚至最高和最低的位置,用游标卡尺测量左、右压脚与锤座面的距离。5.4.6锤座机构滚轮与榔头之间的间隙调节榔头至最高和最低的位置,用游标卡尺测量榔头底面与锤座面的距离5.4.7开缝导向块底部与锤座机构滚轮面之间的距离调节开缝导向块至最高和最低的位置,用游标卡尺测量开缝导向块底面与锤座面的距离。5.4.8整机噪声
机器噪声按GB/T16769规定的方法进行检测。5.5电气安全
5.5.1保护联结电路的连续性检验按GB5226.1一2008中的18.2.2试验1的要求进行。5.5.2绝缘电阻的检验按GB5226.1-2008中的18.3的要求进行。5.5.3耐压试验按GB5226.1-2008中的18.4的要求进行。5.6外观质量下载标准就来标准下载网
目测检查。
6检验规则
检验分类
产品检验分为出厂检验和型式检验。6.2出厂检验
6.2.1出厂检验项目为本标准的4.2.3~~4.2.5、4.3.1~4.3.8、4.4、4.5。6.2.2每台产品均需厂质量检验部门按本标准检验合格并签发产品合格证书,方可出厂。6.3型式检验
6.3.1型式检验项目为本标准要求的全部内容。6.3.2有下列情况之一时,应进行型式检验:a)新产品或老产品转厂生产的试制、定型鉴定时;b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:c)在正常生产的条件下,每24个月应周期性进行检验1次:4
d)产品连续停产12个月以上,又恢复生产时;e)出厂检验结果与上次型式检验有较大差异时:f)产品质量监督机构提出进行型式检验的要求时。6.3.3型式检验的样机应从出厂检验合格产品中随机抽取10%,至少为1台。6.4复验与判断规则
QB/T4867-2015
6.4.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格。否则判为不合格。
6.4.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
7标志、包装、运输和购存
7.1标志
7.1.1每台产品应在明显位置固定永久性铭牌,铭牌内容应包括以下基本内容:a)产品名称、型号和商标:
b)制造商名称:
c)产品主要技术参数:
d)制造日期或出厂编号:
e)产品执行标准编号。
7.1.2每台产品应在相关位置安装有操作指示及安全警示标志。7.2包装
产品包装应符合GB/T13384的有关规定,在产品包装箱内应有以下技术文件:a)装箱单:
b)产品检验合格证:
c)产品使用说明书,其编写应符合GB/T9969的规定;d)随机备附件清单。
7.3运输
包装完成的产品应用可靠的交通工具运输,在运输和装卸过程中应防止剧烈的冲击和震动,防止雨淋、倒置等现象。
7.4购存
产品应贮存在干燥、通风、防雨的场所,并应平稳放置。在规定的贮存期内,产品不应发生锈蚀现象。
中华人民共和国
轻工行业标准
制鞋机械自动上胶分边锤平机
QB/T4867-2015
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-4613
印数:1-200册
定价:18.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
分类号:Y99
备案号:51159-2015
中华人民共和国轻工行业标准
QB/T4867-2015
制鞋机械
自动上胶分边锤平机
Footwear machines-Automatic cementing margin disparting and pressing2015-07-14发布
中华人民共和国工业和信息化部2016-01-01实施
本标准按照GB/T1.1一2009给出的规则起草。本标准由中国轻工业联合会提出。本标准由全国毛皮制革机械标准化中心归口。QB/T4867-2015
本标准起草单位:东莞市腾宇龙机械能源科技股份有限公司、衢州台威精工机械有限公司、中国皮革和制鞋工业研究院、国家轻工业皮革制鞋机械质量监督检测中心。本标准主要起草人:肖和、李刚、童孝忠、孔培利。本标准为首次发布。
1范围
制鞋机械自动上胶分边锤平机
QB/T4867-2015
本标准规定了自动上胶分边锤平机的组成、型号和基本参数、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于制鞋工业中对缝边皮件进行自动上胶、分边、锤平的自动上胶分边锤平机。2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB5226.1-2008
机械电气安全机械电气设备第1部分:通用技术条件工业产品使用说明书总则
GB/T9969
GB/T13384
GB/T16769
QB/T1525
QB/T1588.1
QB/T1588.2
QB/T1588.3
机电产品包装通用技术条件
金属切削机床噪声声压级测量方法制鞋机械产品型号编制方法
轻工机械焊接件通用技术条件
轻工机械
切削加工件通用技术条件
装配通用技术条件
轻工机械
3组成、型号和基本参数
3.1组成
自动上胶分边锤平机主要由机架组件、主梁机构、摇臂机构、传动机构、锤座机构、电气部分组成。3.2
型号编制
自动上胶分边锤平机的型号编制规则宜符合QB/T1525的规定。3.3基本参数
基本参数见表1。
基本参数表
4要求
榔头摆幅/mm
榔头锤击力/N
自动喷胶量(单嘴)/(g/s)
胶槽和压脚加热升温100C所需时间/min热熔胶加温自动控制温度误差(温控误差)/C生产效率/(m/min)
4.1基本要求
4.1.1焊接件应符合QB/T1588.1的要求。4.1.2切削加工件应符合QB/T1588.2的要求。基本参数
QB/T4867-2015
4.2装配质量
4.2.1整机装配应符合QB/T1588.3的要求。4.2.2电器元件及布线应排列有序、固定可靠。4.2.3主轴转动、榔头锤击及摆动动作应灵活,无卡死现象。4.2.4锤座机构中心线、开缝导向块中心面、榔头中心面、左右压脚对称中心面应在同一竖直平面上,任意二者间误差不应超过土0.5mm。4.2.5榔头摆幅达到最大值时,机器空载试车不应有异常振动现象。4.3整机性能
机器应有缺料保护功能。在加工区无加工材料或料宽不足时,主轴应停转,且不应有胶液溢出。4.3.1
胶槽和压脚(胶嘴)的加热温度应在20℃~180C范围内可调。4.3.2
喷胶量应随主轴转速加快而增加并随主轴转速减低而减少。4.3.4月
胶泵应密封可靠,不应有漏胶现象。左、右压脚出胶口距离的调节范围应为0mm~12mm。4.3.5
左、右压脚高低位置的调节范围应为0mm~6mma4.3.6
锤座机构滚轮与榔头的间隙调节范围应为0mm~8mm。开缝导向块底部与锤座机构滚轮面的距离调节范围应为0mm~12mm。4.3.8
机器运行应平稳,无异常撞击声:正常运转时噪声声压级不应大于80dB(A)4.4电气安全
保护联结电路的连续性应符合GB5226.1一2008中的8.2.3的规定。4.4.1
4.4.2动力电路和保护接地电路之间的绝缘电阻应大于1MQ2。4.4.3电气设备的所有电路导线和保护接地电路之间应能经受时间不少于1s、电压为1000V、频率为50Hz的耐压试验,工作在低于PELV电压的电路除外。4.5外观质量
4.5.1油漆件表面涂层应均匀、牢固,无气泡、流痕和露底等缺陷。4.5.2电镀、发蓝和电泳的零件表面不应有斑痕、锈蚀、起壳和脱层等现象。5试验方法
5.1基本要求
目测检查。
5.2基本参数
5.2.1椰头摆幅
调整榔买摆幅至最大,用直尺测量摆幅值5.2.2榔头锤击力
将榔头与锤座的间隙调至2mm,分别调整锤击力至最小(弹簧无压缩)和最大(弹簧最大压缩),用手持指针式拉压力计分别测量榔头最小和最大锤击力。5.2.3自动喷胶量
将电位器旋至最大,主轴转速调至最快,在出胶口处接取胶水10s,用天平称量所取胶水的质量后除以10,连续测5次,取5次的算术平均值。5.2.4胶槽和压脚加热升温100C所需时间加热温度设定为室温+100℃C,然后开始加热,并用秒表记录达到此设定温度所需的时间。2
5.2.5热熔胶加温自动控制温度误差QB/T4867-2015
在胶槽和压脚加热过程中,用点温计测量胶槽和压脚的实际温度,点温计与温控仪示值之差即为自动控制温度误差。
5.3装配质量
5.3.1目测检查4.2.1、4.2.2。
5.3.2用手缓慢转动皮带轮,目测和手感检查主轴、榔头的运动。5.3.3以锤座机构中心线为基准,用游标卡尺和直尺分别测量开缝导向块两侧面、左右压脚出胶口端面、榔头两侧面到锤座机构圆柱面的尺寸,见图1。测量3次并取3次测量值的算术平均值,分别用公式(1)、公式(2)、公式(3)计算开缝导向块中心面、左右压脚对称中心面、榔头中心面与锤座机构中心线的偏差。
式中:
式中:
式中:
开缝导向块中心面与锤座机构中心线的偏差,单位为毫米(mm);开缝导向块左侧面到锤座机构圆柱面的距离,单位为毫米(mm);开缝导向块右侧面到锤座机构圆柱面的距离,单位为毫米(mm)。B=B-B,
榔头中心面与锤座机构中心线的偏差,单位为毫米(mm):榔头左侧面到锤座机构圆柱面的距离,单位为毫米(mm):榔头右侧面到锤座机构圆柱面的距离,单位为毫米(mm)C=-c
左右压脚对称中心面与锤座机构中心线的偏差,单位为毫米(mm);左压脚出胶口端面到锤座机构圆柱面的距离,单位为毫米(mm):右压脚出胶口端面到锤座机构圆柱面的距离,单位为毫米(mm)。B1
锤座外圆
左压脚
开缝导向块
右压脾脚
装配误差测量示意图
QB/T4867-2015
5.3.4调节榔头摆幅达到最大值(9mm),断开或遮挡缺料保护,进行空载试车,目测检查4.2.5。5.4整机性能
5.4.1缺料保护
缺料保护按以下步骤进行试验:a)在加工区放入合格物料,运行机器,检查机器工作是否正常;当材料进给完毕时主轴是否停转、出胶口无胶液流出:
b)在加工区放入不足以遮挡缺料保护的材料,启动机器,检查主轴是否运转、出胶口有无胶液流出。
5.4.2胶槽和压脚的加热温度调节范围调节温控仪并加热胶槽和压脚,目测胶槽和压脚的加热温度范围。5.4.3胶泵密封和喷胶
5.4.3.1喷胶检查:调节主轴转速由慢到快,再由快到慢,观察出胶量变化。5.4.3.2胶泵密封检查:驱动热熔胶齿轮泵运行5min,目测检查。5.4.4左、右压脚出胶口间的距离调节左、右压脚出胶口间的距离分别为最小和最大,用游标卡尺测量。5.4.5左、右压脚高低位置
调节左、右压脚至最高和最低的位置,用游标卡尺测量左、右压脚与锤座面的距离。5.4.6锤座机构滚轮与榔头之间的间隙调节榔头至最高和最低的位置,用游标卡尺测量榔头底面与锤座面的距离5.4.7开缝导向块底部与锤座机构滚轮面之间的距离调节开缝导向块至最高和最低的位置,用游标卡尺测量开缝导向块底面与锤座面的距离。5.4.8整机噪声
机器噪声按GB/T16769规定的方法进行检测。5.5电气安全
5.5.1保护联结电路的连续性检验按GB5226.1一2008中的18.2.2试验1的要求进行。5.5.2绝缘电阻的检验按GB5226.1-2008中的18.3的要求进行。5.5.3耐压试验按GB5226.1-2008中的18.4的要求进行。5.6外观质量下载标准就来标准下载网
目测检查。
6检验规则
检验分类
产品检验分为出厂检验和型式检验。6.2出厂检验
6.2.1出厂检验项目为本标准的4.2.3~~4.2.5、4.3.1~4.3.8、4.4、4.5。6.2.2每台产品均需厂质量检验部门按本标准检验合格并签发产品合格证书,方可出厂。6.3型式检验
6.3.1型式检验项目为本标准要求的全部内容。6.3.2有下列情况之一时,应进行型式检验:a)新产品或老产品转厂生产的试制、定型鉴定时;b)正常生产后,如结构、材料、工艺有较大改变,可能影响产品性能时:c)在正常生产的条件下,每24个月应周期性进行检验1次:4
d)产品连续停产12个月以上,又恢复生产时;e)出厂检验结果与上次型式检验有较大差异时:f)产品质量监督机构提出进行型式检验的要求时。6.3.3型式检验的样机应从出厂检验合格产品中随机抽取10%,至少为1台。6.4复验与判断规则
QB/T4867-2015
6.4.1出厂检验中有某项不合格时,应消除造成该项目不合格的因素,并经复验合格,则判为合格。否则判为不合格。
6.4.2型式检验中有某项不合格时,应加倍抽样,对不合格项目进行复验,如仍不合格,则判型式检验不合格。
7标志、包装、运输和购存
7.1标志
7.1.1每台产品应在明显位置固定永久性铭牌,铭牌内容应包括以下基本内容:a)产品名称、型号和商标:
b)制造商名称:
c)产品主要技术参数:
d)制造日期或出厂编号:
e)产品执行标准编号。
7.1.2每台产品应在相关位置安装有操作指示及安全警示标志。7.2包装
产品包装应符合GB/T13384的有关规定,在产品包装箱内应有以下技术文件:a)装箱单:
b)产品检验合格证:
c)产品使用说明书,其编写应符合GB/T9969的规定;d)随机备附件清单。
7.3运输
包装完成的产品应用可靠的交通工具运输,在运输和装卸过程中应防止剧烈的冲击和震动,防止雨淋、倒置等现象。
7.4购存
产品应贮存在干燥、通风、防雨的场所,并应平稳放置。在规定的贮存期内,产品不应发生锈蚀现象。
中华人民共和国
轻工行业标准
制鞋机械自动上胶分边锤平机
QB/T4867-2015
中国轻工业出版社出版发行
地址:北京东长安街6号
邮政编码:100740
发行电话:(010)65241695
网址:http://[email protected]
轻工业标准化编辑出版委员会编辑地址:北京西城区下斜街29号
邮政编码:100053
电话:(010)68049923/24/25
版权所有侵权必究
书号:155019-4613
印数:1-200册
定价:18.00元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。