QB/T 1665-1998
基本信息
标准号: QB/T 1665-1998
中文名称:纸与纸板平滑度仪
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:241840
相关标签: 纸板
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1665-1998.
1范围
QB/T 1665规定了纸和纸板平滑度仪的产品分类.技术要求.试验方法,检验规则和标志、包装、运输、贮存。
QB/T 1665适用于纸张和纸板表面平滑度试验使用的别克式纸和纸板平滑仪(以下简称"平滑仪”)。平滑仪使用中的周期技术状态检查亦应参照使用。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB191—1991包装储运图示标志
GB/T 456--1989纸和纸板平滑度的测定法(别克法)GB/T 13306---1991标牌
(GB/T 14253——1993轻工机械通用技术条件
QB/T 1588.5—-1996轻工机械包装通用技术条件1SO 5627:1984纸和纸板——平滑度的测定(别克法)3产品分类
平滑仪以结构型式分类。根据别克式结构原理设计的平滑仪,由于采用的真空压力计的种类不同,其结构特点又有所区别。采用水银压力计的平滑仪,应称为机械式平滑仪。采用高精度压力传感器和二次仪表指示真空压力的平滑仪,应称为电子式平滑仪(亦称无汞平滑仪)。
平滑仪应根据基本型式及结构特点命名。平滑仪的型号编制应符合有关国家标准或行业标准规定的型号编制原则。
4技术要求
4.1工作条件
a)室温10C~30c,
b)工作台稳固.台面平整;
c )工作环境应清洁、干燥,无震动和腐蚀性气体;
d)工作电源电压的波动范围应不超出额定电压的士10%。
4.2结构特性参数
任何种类的别克式平滑仪,其结构与功能特性参数均应符合表1和表⒉规定。
1范围
QB/T 1665规定了纸和纸板平滑度仪的产品分类.技术要求.试验方法,检验规则和标志、包装、运输、贮存。
QB/T 1665适用于纸张和纸板表面平滑度试验使用的别克式纸和纸板平滑仪(以下简称"平滑仪”)。平滑仪使用中的周期技术状态检查亦应参照使用。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB191—1991包装储运图示标志
GB/T 456--1989纸和纸板平滑度的测定法(别克法)GB/T 13306---1991标牌
(GB/T 14253——1993轻工机械通用技术条件
QB/T 1588.5—-1996轻工机械包装通用技术条件1SO 5627:1984纸和纸板——平滑度的测定(别克法)3产品分类
平滑仪以结构型式分类。根据别克式结构原理设计的平滑仪,由于采用的真空压力计的种类不同,其结构特点又有所区别。采用水银压力计的平滑仪,应称为机械式平滑仪。采用高精度压力传感器和二次仪表指示真空压力的平滑仪,应称为电子式平滑仪(亦称无汞平滑仪)。
平滑仪应根据基本型式及结构特点命名。平滑仪的型号编制应符合有关国家标准或行业标准规定的型号编制原则。
4技术要求
4.1工作条件
a)室温10C~30c,
b)工作台稳固.台面平整;
c )工作环境应清洁、干燥,无震动和腐蚀性气体;
d)工作电源电压的波动范围应不超出额定电压的士10%。
4.2结构特性参数
任何种类的别克式平滑仪,其结构与功能特性参数均应符合表1和表⒉规定。
标准图片预览

标准内容
QB/T1665--1998
本标准非等效采用1S0)56271984《纸和纸板平滑度的测定(别克法)》中对试验仪器的基本规定和校准方法等技术内容。
以空气泄人法测定纸和纸板平滑度或粗糙度的试验仪器.有本特生式、谢菲尔德式、P·P·S式、别克式等多种结构型式,别克式平滑仪是常用的一种型式。国际标准IS5627对别克式平滑仪的技术要求有明确而详细的规定,本标准全面采用了这些规定。本标准的修订对原轻工行业标准QB/T1665一1992《纸张平滑度(别克法)测定仪》技术要求和检测方法作了修订和补充,全面体现出近几年平滑仪在结构和技术水平方面的改进和提高。本标准自实施之日起,同时代替QB/T1665--1992。本标准由国家轻工业局行业管理司提出。本标准由全国轻工机械标准化中心归口。本标准起草单位:四川省长江造纸仪器厂、国家纸张质量监督检测中心。本标准主要起草人:吕惠庆。
1范围
中华人民共和国轻工行业标准
纸与纸板平滑度仪
QB/T 1665 - 1998
neq ISO 5627: 1984
代替QB/T1665--1992
KANKAa
本标准规定了纸和纸板平滑度仪的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、存。
本标准适用于纸张和纸板表面平滑度试验使用的别克式纸和纸板平滑仪(以下简称“平滑仪”)。平滑仪使用中的周期技术状态检查亦应参照使用,2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—1991包装储运图示标志
GB/T456--1989纸和纸板平滑度的测定法(别克法)GB/T13306---1991标牌
(B/T14253—1993轻工机械通用技术条件QB/T1588.5--1996轻工机械包装通用技术条件1SO5627:1984纸和纸板——平滑度的测定(别克法)3产品分类
平滑仪以结构型式分类。根据别克式结构原理设计的平滑仪,由于采用的真空压力计的种类不同,其结构特点又有所区别。采用水银压力计的平滑仪,应称为机械式平滑仪。采用高精度压力传感器和二次仪表指示真空压力的平滑仪,应称为电子式平滑仪(亦称无汞平滑仪)。平滑仪应根据基本型式及结构特点命名。平滑仪的型号编制应符合有关国家标准或行业标准规定的型号编制原则。
4技术要求
4.1工作条件
a)室温10℃~30℃;
b)工作台稳固,台面平整;
c)工作环境应清洁、干燥,无震动和腐蚀性气体;d)工作电源电压的波动范围应不超出额定电压的士10%。4.2结构特性参数
任何种类的别克式平滑仪,其结构与功能特性参数均应符合表1和表2规定。国家轻工业局1998-05-14批准
1999~03-01实施
试验面积
QB/T 1665-1998
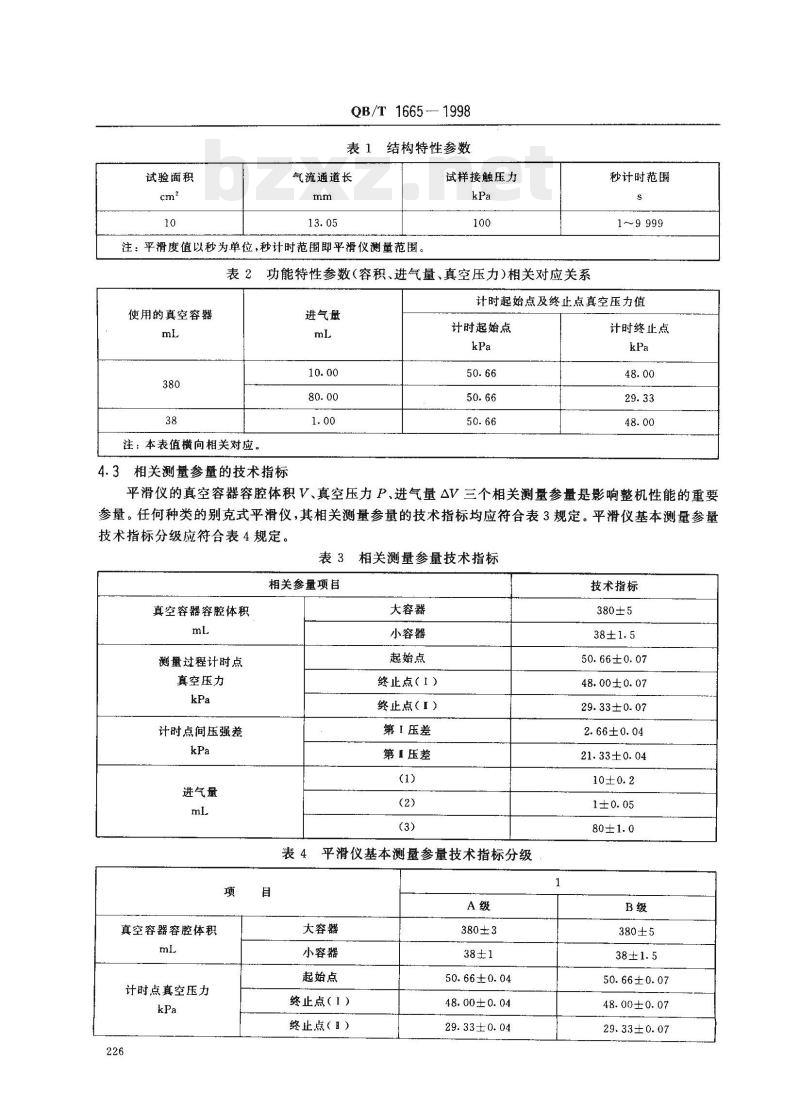
表1结构特性参数
气流通道长
注:平滑度值以秒为单位,秒计时范围即平滑仪测量范围试样接触压力
表2功能特性参数(容积、进气量、真空压力)相关对应关系使用的真空容器
注:本表值横向相关对应。
4.3相关测量参量的技术指标
进气量
秒计时范围
1~9 999
计时起始点及终止点真空压力值计时起始点
计时终止点
平滑仪的真空容器容腔体积V、真空压力P、进气量△V三个相关测量参量是影响整机性能的重要参量。任何种类的别克式平滑仪,其相关测量参量的技术指标均应符合表3规定。平滑仪基本测量参量技术指标分级应符合表4规定。
相关测量参量技术指标
相关参量项目
真空容器容腔体积
测量过程计时点
真空压力
计时点间压强差
进气量
大容器
小容器
起始点
终止点(1)
终止点(I)
第丨压差
第丨压差
表4平滑仪基本测量参量技术指标分级项
真空容器容腔体积
计时点真空压力
大容器
小容器
起始点
终止点(1)
终止点(I)
380±3
50.66±0.04
48.00±0.04
29.33±0.04
技术指标
380±5
50.66±0.07
48.00±0.07
29.33±0.07
2.66±0.04
21.33±0.04
380±5
50.66±0.07
48.00±0.07
29.33±0.07
计时点间压强差
进气量
4.4试样加压机构
第丨压差
第丨压差
QB/T 1665 -- 1998
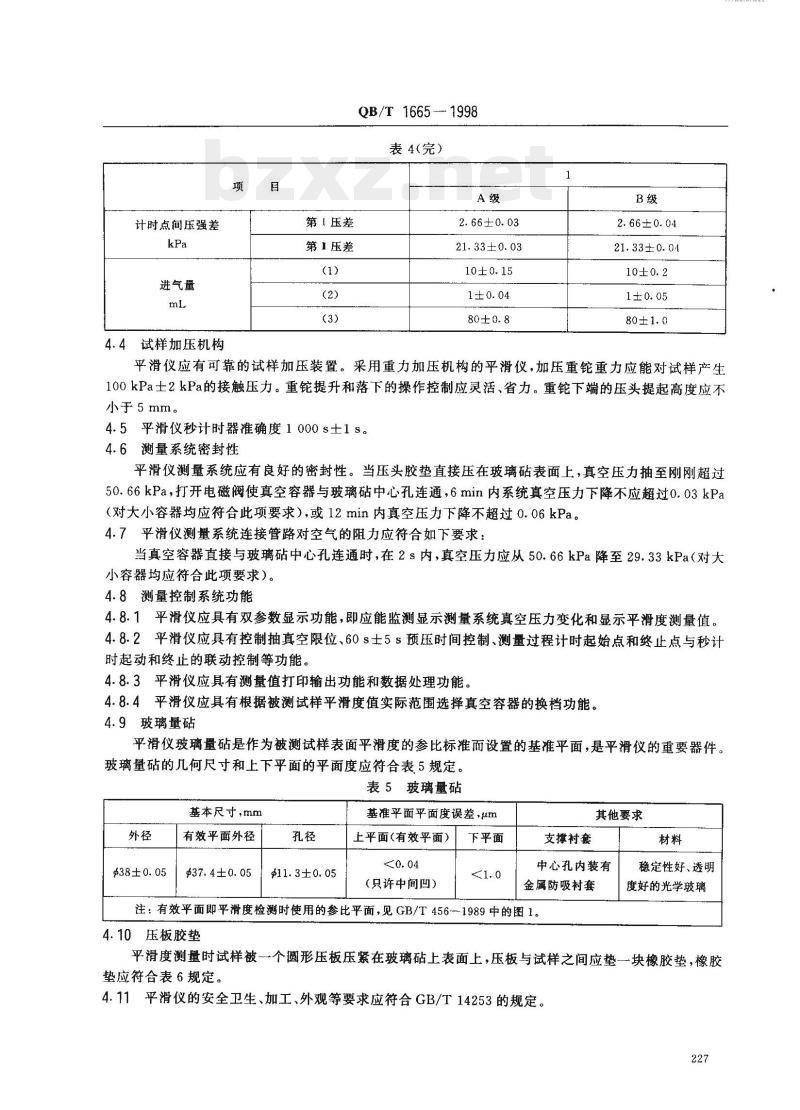
表4(完)
2.66±0.03
21.33±0.03
2.66±0.04
21.33±0.04
平滑仪应有可靠的试样加压装置。采用重力加压机构的平滑仪,加压重铊重力应能对试样产生100kPa土2kPa的接触压力。重铊提升和落下的操作控制应灵活、省力。重铊下端的压头提起高度应不小于5mm。
4.5平滑仪秒计时器准确度1000s士1s。4.6测量系统密封性
平滑仪测量系统应有良好的密封性。当压头胶垫直接压在玻璃砧表面上,真空压力抽至刚刚超过50.66kPa,打开电磁阀使真空容器与玻璃砧中心孔连通,6min内系统真空压力下降不应超过0.03kPa(对大小容器均应符合此项要求),或12min内真空压力下降不超过0.06kPa。4.7平滑仪测量系统连接管路对空气的阻力应符合如下要求:当真空容器直接与玻璃砧中心孔连通时,在2s内,真空压力应从50.66kPa降至29.33kPa(对大小容器均应符合此项要求)。
4.8测量控制系统功能
4.8.1平滑仪应具有双参数显示功能,即应能监测显示测量系统真空压力变化和显示平滑度测量值。4.8.2平滑仪应具有控制抽真空限位、60s士5s预压时间控制、测量过程计时起始点和终止点与秒计时起动和终止的联动控制等功能。4.8.3平滑仪应具有测量值打印输出功能和数据处理功能。4.8.4平滑仪应具有根据被测试样平滑度值实际范围选择真空容器的换档功能。4.9玻璃量砖
平滑仪玻璃量砧是作为被测试样表面平滑度的参比标准而设置的基准平面,是平滑仪的重要器件。玻璃量砧的几何尺寸和上下平面的平面度应符合表5规定。表5玻璃量砧
基本尺寸,mmwww.bzxz.net
$38±0.05
有效平面外径
$37.4±0.05
$11.3±0.05
基准平面平面度误差,um
上平面(有效平面)
(只许中间凹)
下平面
其他要求
支撑衬套
中心孔内装有
金属防吸衬套
注:有效平面即平滑度检测时使用的参比平面,见GB/T456--1989中的图1。4.10压板胶垫
稳定性好、透明
度好的光学玻璃
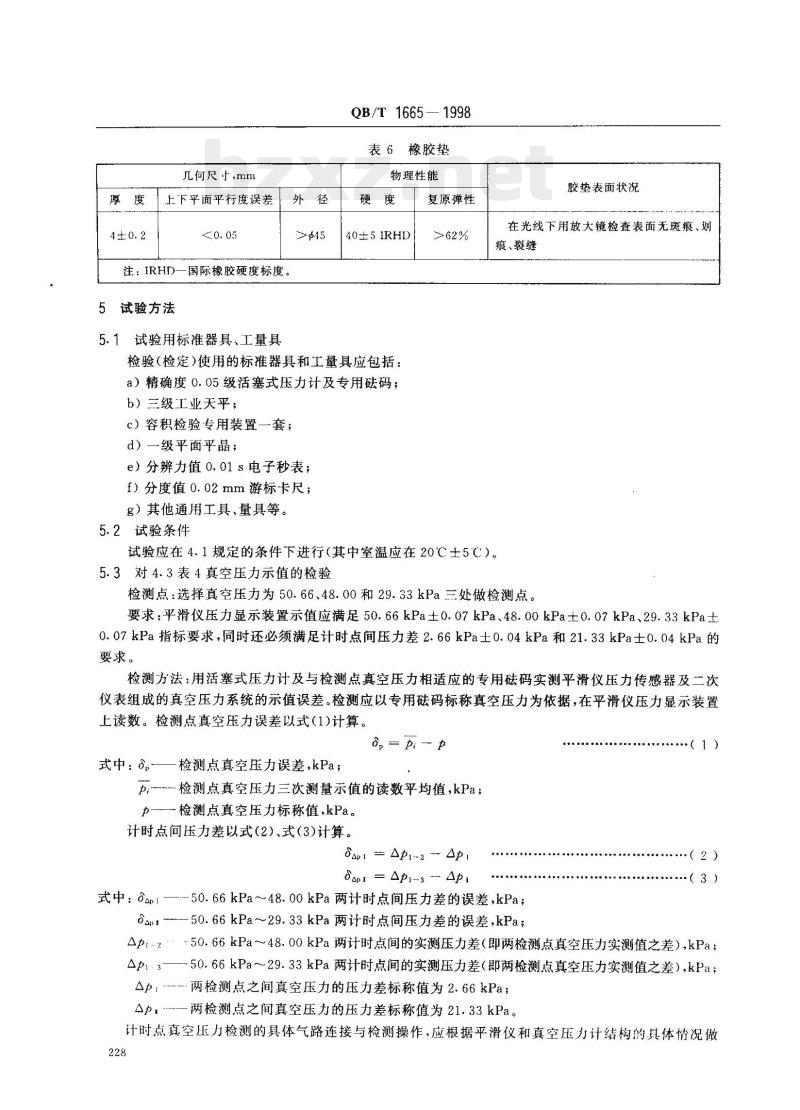
平滑度测量时试样被一个圆形压板压紧在玻璃砧土表面上,压板与试样之间应垫一块橡胶垫,橡胶垫应符合表6规定。
4.11平滑仪的安全卫生、加工、外观等要求应符合GB/T14253的规定。227
TKAKAca
几何尺于,mm
上下平面平行度误差
注:IRHD一国际橡胶硬度标度。5试验方法
5.1试验用标准器具、工量具
QB/T 1665—1998
表6橡胶垫
物理性能
40±5IRHD
检验(检定)使用的标准器具和工量具应包括:a)精确度0.05级活塞式压力计及专用码;b)三级工业天平;
c)容积检验专用装置一套;
d)一级平面平晶;
e)分辨力值0.01s电子秒表;
f)分度值0.02mm游标卡尺;
g)其他通用工具、量具等。
5.2试验条件
复原弹性
胶垫表面状况
在光线下用放大镜检查表面无斑痕、划痕、裂缝
试验应在4.1规定的条件下进行(其中室温应在20℃士5)。5.3对4.3表4真空压力示值的检验检测点:选择真空压力为50.66、48.00和29.33kPa三处做检测点。要求:平滑仪压力显示装置示值应满足50.66kPa士0.07kPa、48.00kPa土0.07kPa、29.33kPa士0.07kPa指标要求,同时还必须满足计时点间压力差2.66kPa士0.04kPa和21.33kPa士0.04kPa的要求。
检测方法:用活塞式压力计及与检测点真空压力相适应的专用磁码实测平滑仪压力传感器及二次仪表组成的真空压力系统的示值误差。检测应以专用码标称真空压力为依据,在平滑仪压力显示装置上读数。检测点真空压力误差以式(1)计算。= p
式中:—检测点真空压力误差,kPa;p.检测点真空压力三次测量示值的读数平均值,kPa;p-检测点真空压力标称值,kPa。计时点间压力差以式(2)、式(3)计算。dap1 = Apl--2 -- Ap
Oapl = Ap1-3 - Ap
式中:ap1—--50.66kPa~48.00kPa两计时点间压力差的误差,kPa;ap1--50.66kPa29.33kPa两计时点间压力差的误差,kPa;(1)
-(3)
Apr2:-50.66kPa~48.00kPa两计时点间的实测压力差(即两检测点真空压力实测值之差),kPa;△p1:3——50.66kPa29.33kPa两计时点间的实测压力差(即两检测点真空压力实测值之差),kPa;△p.----两检测点之间真空压力的压力差标称值为2.66kPa;Ap.
一两检测点之间真空压力的压力差标称值为21.33kPa。计时点真空压力检测的具体气路连接与检测操作,应根据平滑仪和真空压力计结构的具体情况做228
具体安排。
5.4对4.6测量系统密封性的检验QB/T1665-—1998
按GB/T456-1989中附录A的A3规定的方法及4.6要求实测检查。5.5对4.4试样加压机构对试样的接触压力的检验KANKAa
按GB/T456--1989中附录A的A1规定,根据平滑仪加压机构的不同,采用适宜的方法进行检验。
采用加压重铊结构的平滑仪,应在装配前对机构中所有产生重力的零件,在天平上进行质量称量,总质量应为10kg士0.2kg。
5.6对4.7测量系统连接管的空气阻力的检验按GB/T456-1989中附录A的A5规定的方法进行检验。5.7对4.5秒计时器准确度的检验以电子秒表为依据,开机实测平滑仪秒计时器的示值误差。5.8对4.3表3真空容器体积的检验检验方法:按ISO5627:1984附录A的A6或GB/T456—1989中附录A的A4规定,通过测量—定量的空气泄人真空容器的方法,间接检验真空容器容腔体积。检验按GB/T456--1989中图3所示专用测量装置做具体安排,并按其附录A的A4规定进行操作。任何未被认可的方法(如平滑校对块方法)都不能代替此方法。按规定方法首先测量实际泄人的空气量△V,同时记录下真空压力实际变化情况,然后对实际泄入的空气量进行压力修正,即将在环境大气压下的泄人空气的体积量按式(4)修正为标准大气压下的空气体积量。
AV。= p表· AV实
式中:△V。——标准大气压下泄人空气的体积量,mL;P表—-二级标准水银压力计指示的环境大气压,kPa;△V实—检测时环境大气压下的泄人空气的体积量,mL;po-—-标准大气压,为101.325kPa。按式(5)计算真空容器系统的容积。Vx
式中:Vx----真空容器容腔体积,mL,po—标雄大气压,kPa;
poV。
V。标准大气压下的泄人空气的体积量,mI;pl—测量时真空容器开始泄人空气时的真空压力,kPa;p测量时真空容器泄入空气终止时的真空压力,kPa。(4)
(5)
检验时进气量应选择以泄人10mL空气检验大真空容器,以泄人1mL空气检验小真空容器。若检验时以实际进气量做计算依据也应是允许的,但应准确记录真空容器系统的真空压力变化量。5.9对4.8,4.9,4.10,4.11各条应按要求进行实测或目测检查。6检验规则
6.1平滑仪出厂检验应按本标准进行全数检查。6.2平滑仪可计量主要性能指标必须全部达到本标准要求,非计量一般性能的不合格项允许返修达到合格。
注:非计量一般性能,指表面质量及对整机计量性能不构成影响的非量化指标。229
QB/T 1665—1998
6.3平滑仪质量级别应在合格判定后划分,级别划分按表4的规定。6.4平滑仪包装人库前须进行抽样复检。复检规则如下:a)复检采取分层随机抽样;
b)复检合格判定数为零;
c)复检样本为交验批量的10%,抽样台数的小数进位为整数。批量为20台以下时,样本应不少于3台,批量为10台以下时,样本应不少于2台;d)样本按本标准要求逐项检查,样本中若出现不合格品,则应进行二次扩展抽样,扩展抽样的比例为交验批量的20%(不包括第一次抽取的样本)。二次抽样中如再出现不合格品,则应全批拒收,经挑剔返工后重新组批交验。
6.5平滑仪出厂检验主要项目的实测数据应记入随机文件,没有证明产品质量合格的文件,产品不能出厂。
7标志、包装、运输、贮存
7.1标志
7.1.1产品标志
平滑仪应以标牌为标志,标牌应符合GB/T13306的规定。标牌用铜或铝材制造,内容包括:a)制造厂名;
b)产品名称、型号及商标;
c)产品主要技术参数;
d)产品质量级别标志;
e)制造日期、编号或生产批号。7.1.2包装标志
产品包装标志应符合GB191的规定。产品包装箱外表面应有文字标志和符号标志,内容包括:a)产品名称;
b)制造厂名、厂址及邮政编码;c)收发货标志及出厂年月;
d)箱号;
e)精密仪器、小心轻放、防潮、防晒、正置方向符号;f)毛重。
7.2包装
7.2.1产品包装应符合QB/T1588.5的规定。7.2.2随机文件应齐全,文件内容应确切。随机文件应包括产品合格证明书、计量检定合格证、产品使用说明书及装箱单。
7.3运输
包装后的产品在运输过程中应符合铁路、陆路、水路等交通部门的有关文件规定。对有特殊要求的产品应规定运输要求。
7.4贮存
产品应贮存在干燥、通风、防雨的场所,并应平稳放置。在规定的贮存期内,产品不得发生锈蚀现象。230
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准非等效采用1S0)56271984《纸和纸板平滑度的测定(别克法)》中对试验仪器的基本规定和校准方法等技术内容。
以空气泄人法测定纸和纸板平滑度或粗糙度的试验仪器.有本特生式、谢菲尔德式、P·P·S式、别克式等多种结构型式,别克式平滑仪是常用的一种型式。国际标准IS5627对别克式平滑仪的技术要求有明确而详细的规定,本标准全面采用了这些规定。本标准的修订对原轻工行业标准QB/T1665一1992《纸张平滑度(别克法)测定仪》技术要求和检测方法作了修订和补充,全面体现出近几年平滑仪在结构和技术水平方面的改进和提高。本标准自实施之日起,同时代替QB/T1665--1992。本标准由国家轻工业局行业管理司提出。本标准由全国轻工机械标准化中心归口。本标准起草单位:四川省长江造纸仪器厂、国家纸张质量监督检测中心。本标准主要起草人:吕惠庆。
1范围
中华人民共和国轻工行业标准
纸与纸板平滑度仪
QB/T 1665 - 1998
neq ISO 5627: 1984
代替QB/T1665--1992
KANKAa
本标准规定了纸和纸板平滑度仪的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、存。
本标准适用于纸张和纸板表面平滑度试验使用的别克式纸和纸板平滑仪(以下简称“平滑仪”)。平滑仪使用中的周期技术状态检查亦应参照使用,2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191—1991包装储运图示标志
GB/T456--1989纸和纸板平滑度的测定法(别克法)GB/T13306---1991标牌
(B/T14253—1993轻工机械通用技术条件QB/T1588.5--1996轻工机械包装通用技术条件1SO5627:1984纸和纸板——平滑度的测定(别克法)3产品分类
平滑仪以结构型式分类。根据别克式结构原理设计的平滑仪,由于采用的真空压力计的种类不同,其结构特点又有所区别。采用水银压力计的平滑仪,应称为机械式平滑仪。采用高精度压力传感器和二次仪表指示真空压力的平滑仪,应称为电子式平滑仪(亦称无汞平滑仪)。平滑仪应根据基本型式及结构特点命名。平滑仪的型号编制应符合有关国家标准或行业标准规定的型号编制原则。
4技术要求
4.1工作条件
a)室温10℃~30℃;
b)工作台稳固,台面平整;
c)工作环境应清洁、干燥,无震动和腐蚀性气体;d)工作电源电压的波动范围应不超出额定电压的士10%。4.2结构特性参数
任何种类的别克式平滑仪,其结构与功能特性参数均应符合表1和表2规定。国家轻工业局1998-05-14批准
1999~03-01实施
试验面积
QB/T 1665-1998
表1结构特性参数
气流通道长
注:平滑度值以秒为单位,秒计时范围即平滑仪测量范围试样接触压力
表2功能特性参数(容积、进气量、真空压力)相关对应关系使用的真空容器
注:本表值横向相关对应。
4.3相关测量参量的技术指标
进气量
秒计时范围
1~9 999
计时起始点及终止点真空压力值计时起始点
计时终止点
平滑仪的真空容器容腔体积V、真空压力P、进气量△V三个相关测量参量是影响整机性能的重要参量。任何种类的别克式平滑仪,其相关测量参量的技术指标均应符合表3规定。平滑仪基本测量参量技术指标分级应符合表4规定。
相关测量参量技术指标
相关参量项目
真空容器容腔体积
测量过程计时点
真空压力
计时点间压强差
进气量
大容器
小容器
起始点
终止点(1)
终止点(I)
第丨压差
第丨压差
表4平滑仪基本测量参量技术指标分级项
真空容器容腔体积
计时点真空压力
大容器
小容器
起始点
终止点(1)
终止点(I)
380±3
50.66±0.04
48.00±0.04
29.33±0.04
技术指标
380±5
50.66±0.07
48.00±0.07
29.33±0.07
2.66±0.04
21.33±0.04
380±5
50.66±0.07
48.00±0.07
29.33±0.07
计时点间压强差
进气量
4.4试样加压机构
第丨压差
第丨压差
QB/T 1665 -- 1998
表4(完)
2.66±0.03
21.33±0.03
2.66±0.04
21.33±0.04
平滑仪应有可靠的试样加压装置。采用重力加压机构的平滑仪,加压重铊重力应能对试样产生100kPa土2kPa的接触压力。重铊提升和落下的操作控制应灵活、省力。重铊下端的压头提起高度应不小于5mm。
4.5平滑仪秒计时器准确度1000s士1s。4.6测量系统密封性
平滑仪测量系统应有良好的密封性。当压头胶垫直接压在玻璃砧表面上,真空压力抽至刚刚超过50.66kPa,打开电磁阀使真空容器与玻璃砧中心孔连通,6min内系统真空压力下降不应超过0.03kPa(对大小容器均应符合此项要求),或12min内真空压力下降不超过0.06kPa。4.7平滑仪测量系统连接管路对空气的阻力应符合如下要求:当真空容器直接与玻璃砧中心孔连通时,在2s内,真空压力应从50.66kPa降至29.33kPa(对大小容器均应符合此项要求)。
4.8测量控制系统功能
4.8.1平滑仪应具有双参数显示功能,即应能监测显示测量系统真空压力变化和显示平滑度测量值。4.8.2平滑仪应具有控制抽真空限位、60s士5s预压时间控制、测量过程计时起始点和终止点与秒计时起动和终止的联动控制等功能。4.8.3平滑仪应具有测量值打印输出功能和数据处理功能。4.8.4平滑仪应具有根据被测试样平滑度值实际范围选择真空容器的换档功能。4.9玻璃量砖
平滑仪玻璃量砧是作为被测试样表面平滑度的参比标准而设置的基准平面,是平滑仪的重要器件。玻璃量砧的几何尺寸和上下平面的平面度应符合表5规定。表5玻璃量砧
基本尺寸,mmwww.bzxz.net
$38±0.05
有效平面外径
$37.4±0.05
$11.3±0.05
基准平面平面度误差,um
上平面(有效平面)
(只许中间凹)
下平面
其他要求
支撑衬套
中心孔内装有
金属防吸衬套
注:有效平面即平滑度检测时使用的参比平面,见GB/T456--1989中的图1。4.10压板胶垫
稳定性好、透明
度好的光学玻璃
平滑度测量时试样被一个圆形压板压紧在玻璃砧土表面上,压板与试样之间应垫一块橡胶垫,橡胶垫应符合表6规定。
4.11平滑仪的安全卫生、加工、外观等要求应符合GB/T14253的规定。227
TKAKAca
几何尺于,mm
上下平面平行度误差
注:IRHD一国际橡胶硬度标度。5试验方法
5.1试验用标准器具、工量具
QB/T 1665—1998
表6橡胶垫
物理性能
40±5IRHD
检验(检定)使用的标准器具和工量具应包括:a)精确度0.05级活塞式压力计及专用码;b)三级工业天平;
c)容积检验专用装置一套;
d)一级平面平晶;
e)分辨力值0.01s电子秒表;
f)分度值0.02mm游标卡尺;
g)其他通用工具、量具等。
5.2试验条件
复原弹性
胶垫表面状况
在光线下用放大镜检查表面无斑痕、划痕、裂缝
试验应在4.1规定的条件下进行(其中室温应在20℃士5)。5.3对4.3表4真空压力示值的检验检测点:选择真空压力为50.66、48.00和29.33kPa三处做检测点。要求:平滑仪压力显示装置示值应满足50.66kPa士0.07kPa、48.00kPa土0.07kPa、29.33kPa士0.07kPa指标要求,同时还必须满足计时点间压力差2.66kPa士0.04kPa和21.33kPa士0.04kPa的要求。
检测方法:用活塞式压力计及与检测点真空压力相适应的专用磁码实测平滑仪压力传感器及二次仪表组成的真空压力系统的示值误差。检测应以专用码标称真空压力为依据,在平滑仪压力显示装置上读数。检测点真空压力误差以式(1)计算。= p
式中:—检测点真空压力误差,kPa;p.检测点真空压力三次测量示值的读数平均值,kPa;p-检测点真空压力标称值,kPa。计时点间压力差以式(2)、式(3)计算。dap1 = Apl--2 -- Ap
Oapl = Ap1-3 - Ap
式中:ap1—--50.66kPa~48.00kPa两计时点间压力差的误差,kPa;ap1--50.66kPa29.33kPa两计时点间压力差的误差,kPa;(1)
-(3)
Apr2:-50.66kPa~48.00kPa两计时点间的实测压力差(即两检测点真空压力实测值之差),kPa;△p1:3——50.66kPa29.33kPa两计时点间的实测压力差(即两检测点真空压力实测值之差),kPa;△p.----两检测点之间真空压力的压力差标称值为2.66kPa;Ap.
一两检测点之间真空压力的压力差标称值为21.33kPa。计时点真空压力检测的具体气路连接与检测操作,应根据平滑仪和真空压力计结构的具体情况做228
具体安排。
5.4对4.6测量系统密封性的检验QB/T1665-—1998
按GB/T456-1989中附录A的A3规定的方法及4.6要求实测检查。5.5对4.4试样加压机构对试样的接触压力的检验KANKAa
按GB/T456--1989中附录A的A1规定,根据平滑仪加压机构的不同,采用适宜的方法进行检验。
采用加压重铊结构的平滑仪,应在装配前对机构中所有产生重力的零件,在天平上进行质量称量,总质量应为10kg士0.2kg。
5.6对4.7测量系统连接管的空气阻力的检验按GB/T456-1989中附录A的A5规定的方法进行检验。5.7对4.5秒计时器准确度的检验以电子秒表为依据,开机实测平滑仪秒计时器的示值误差。5.8对4.3表3真空容器体积的检验检验方法:按ISO5627:1984附录A的A6或GB/T456—1989中附录A的A4规定,通过测量—定量的空气泄人真空容器的方法,间接检验真空容器容腔体积。检验按GB/T456--1989中图3所示专用测量装置做具体安排,并按其附录A的A4规定进行操作。任何未被认可的方法(如平滑校对块方法)都不能代替此方法。按规定方法首先测量实际泄人的空气量△V,同时记录下真空压力实际变化情况,然后对实际泄入的空气量进行压力修正,即将在环境大气压下的泄人空气的体积量按式(4)修正为标准大气压下的空气体积量。
AV。= p表· AV实
式中:△V。——标准大气压下泄人空气的体积量,mL;P表—-二级标准水银压力计指示的环境大气压,kPa;△V实—检测时环境大气压下的泄人空气的体积量,mL;po-—-标准大气压,为101.325kPa。按式(5)计算真空容器系统的容积。Vx
式中:Vx----真空容器容腔体积,mL,po—标雄大气压,kPa;
poV。
V。标准大气压下的泄人空气的体积量,mI;pl—测量时真空容器开始泄人空气时的真空压力,kPa;p测量时真空容器泄入空气终止时的真空压力,kPa。(4)
(5)
检验时进气量应选择以泄人10mL空气检验大真空容器,以泄人1mL空气检验小真空容器。若检验时以实际进气量做计算依据也应是允许的,但应准确记录真空容器系统的真空压力变化量。5.9对4.8,4.9,4.10,4.11各条应按要求进行实测或目测检查。6检验规则
6.1平滑仪出厂检验应按本标准进行全数检查。6.2平滑仪可计量主要性能指标必须全部达到本标准要求,非计量一般性能的不合格项允许返修达到合格。
注:非计量一般性能,指表面质量及对整机计量性能不构成影响的非量化指标。229
QB/T 1665—1998
6.3平滑仪质量级别应在合格判定后划分,级别划分按表4的规定。6.4平滑仪包装人库前须进行抽样复检。复检规则如下:a)复检采取分层随机抽样;
b)复检合格判定数为零;
c)复检样本为交验批量的10%,抽样台数的小数进位为整数。批量为20台以下时,样本应不少于3台,批量为10台以下时,样本应不少于2台;d)样本按本标准要求逐项检查,样本中若出现不合格品,则应进行二次扩展抽样,扩展抽样的比例为交验批量的20%(不包括第一次抽取的样本)。二次抽样中如再出现不合格品,则应全批拒收,经挑剔返工后重新组批交验。
6.5平滑仪出厂检验主要项目的实测数据应记入随机文件,没有证明产品质量合格的文件,产品不能出厂。
7标志、包装、运输、贮存
7.1标志
7.1.1产品标志
平滑仪应以标牌为标志,标牌应符合GB/T13306的规定。标牌用铜或铝材制造,内容包括:a)制造厂名;
b)产品名称、型号及商标;
c)产品主要技术参数;
d)产品质量级别标志;
e)制造日期、编号或生产批号。7.1.2包装标志
产品包装标志应符合GB191的规定。产品包装箱外表面应有文字标志和符号标志,内容包括:a)产品名称;
b)制造厂名、厂址及邮政编码;c)收发货标志及出厂年月;
d)箱号;
e)精密仪器、小心轻放、防潮、防晒、正置方向符号;f)毛重。
7.2包装
7.2.1产品包装应符合QB/T1588.5的规定。7.2.2随机文件应齐全,文件内容应确切。随机文件应包括产品合格证明书、计量检定合格证、产品使用说明书及装箱单。
7.3运输
包装后的产品在运输过程中应符合铁路、陆路、水路等交通部门的有关文件规定。对有特殊要求的产品应规定运输要求。
7.4贮存
产品应贮存在干燥、通风、防雨的场所,并应平稳放置。在规定的贮存期内,产品不得发生锈蚀现象。230
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。