QB/T 1749—1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1749—1993.
5.1笔头
5.1.1 笔毛挺直v弹性好,无明显开叉,翘毛不超过5根。
5.1.2圆形、扁圆形笔峰两侧对称。
5.1.3笔毛和笔管粘结牢固,划动10 000 次后不掉毛,不松动,浮毛(短于用毛尺寸)除外。
5.1.4有色笔毛应无褪色。
5.2笔管
5.2.1笔管表面平整,直径1.5mm或0.5mm×4.0mm 以下的凹凸不超过两个。
5.2.2 轧扁部位不允许有与笔管轴线平行的严重轧扁印或毛印。
5.2.3笔管表面无粗丝纹,笔管镀层不脱落﹐铝管无氧化水迹。
5.3笔杆
5.3.1笔杆弯曲不超过2.5mm.
5.3.2 漆膜均勾,清漆笔杆无明显黑节疤。
5.3.3 标记字迹清楚端正。
5.4配合性能
5.4.1笔杆和笔头配合正直,扁形笔偏差不超过⒉.Omm,圆形笔偏差不超过2.5mm。
5.4.2︰笔管和笔杆配合牢固,笔管管径在5~8.7mm 以内的能承受30N,管径在8.7mm以上能承受5ON不松动。
6试验方法
6.1笔头
6.1.1笔毛用蹑水浸湿,即放在纸上或手掌上试画,应符合5.1.1规定。
6. 1.2目测第峰应符合5.1.2规定。
6.1.3将笔毛用温水浸湿松散,用笔毛长度二分之一部分接触玻璃(每次画长度为100mm ,速度为150~~-200 次/min的线条),在玻璃上画10 000 次,应符合5.1.3规定。
6.1.4有色笔毛用40~50℃清水漫湿,应符合5.1.4规定。
6.2笔管
6.2.1用目测及0.02mm卡尺量出笔管凹凸部位,应符合5.2.1规定。
6.2.2目测检查笔管表面,应符合5.2.2、5.2.3规定。
6.3笔打
6.3.1检查笔杆弯曲按图⒉所示,将笔从笔杆最粗处到笔杆尾端放在平板上,用塞尺或塞规试插最大部位缝隙,应符合5.3.1规定。
5.1笔头
5.1.1 笔毛挺直v弹性好,无明显开叉,翘毛不超过5根。
5.1.2圆形、扁圆形笔峰两侧对称。
5.1.3笔毛和笔管粘结牢固,划动10 000 次后不掉毛,不松动,浮毛(短于用毛尺寸)除外。
5.1.4有色笔毛应无褪色。
5.2笔管
5.2.1笔管表面平整,直径1.5mm或0.5mm×4.0mm 以下的凹凸不超过两个。
5.2.2 轧扁部位不允许有与笔管轴线平行的严重轧扁印或毛印。
5.2.3笔管表面无粗丝纹,笔管镀层不脱落﹐铝管无氧化水迹。
5.3笔杆
5.3.1笔杆弯曲不超过2.5mm.
5.3.2 漆膜均勾,清漆笔杆无明显黑节疤。
5.3.3 标记字迹清楚端正。
5.4配合性能
5.4.1笔杆和笔头配合正直,扁形笔偏差不超过⒉.Omm,圆形笔偏差不超过2.5mm。
5.4.2︰笔管和笔杆配合牢固,笔管管径在5~8.7mm 以内的能承受30N,管径在8.7mm以上能承受5ON不松动。
6试验方法
6.1笔头
6.1.1笔毛用蹑水浸湿,即放在纸上或手掌上试画,应符合5.1.1规定。
6. 1.2目测第峰应符合5.1.2规定。
6.1.3将笔毛用温水浸湿松散,用笔毛长度二分之一部分接触玻璃(每次画长度为100mm ,速度为150~~-200 次/min的线条),在玻璃上画10 000 次,应符合5.1.3规定。
6.1.4有色笔毛用40~50℃清水漫湿,应符合5.1.4规定。
6.2笔管
6.2.1用目测及0.02mm卡尺量出笔管凹凸部位,应符合5.2.1规定。
6.2.2目测检查笔管表面,应符合5.2.2、5.2.3规定。
6.3笔打
6.3.1检查笔杆弯曲按图⒉所示,将笔从笔杆最粗处到笔杆尾端放在平板上,用塞尺或塞规试插最大部位缝隙,应符合5.3.1规定。
标准图片预览
标准内容
中华人民共和国轻工行业标准
1主题内容和适用范圖
QB/T 1749—1993
本标准规定了画笔的术语、产品分类、技术要求、试验方法、检验规则、包装、标志、运输、贮存。本标准适用于油画、广告画、水彩画、水粉画、美术宣传画、化妆用画笔及各类画刷。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3术语
3.1扁笔
笔头为扁平,笔峰整齐呈扁平形。3.2圆笔
笔头为圆形,笔峰呈圆形或圆锥形3.3扁圆笔
笔头为扁平,笔峰呈圆形。
3.4长杆
长度在230mm以上的笔杆。
3.5短杆
长度在230mm以下的笔杆。
3.6猪笔
笔毛材料为猪累。
3.7狼毫笔
笔毛材料为黄鼠狼尾巴毛。
3.8羊毫笔
笔毛材料为羊毛。
3.9马毛笔
笔毛材料为马毛。
4产品分类
4.1分类
4.1.1按笔毛形状分扁形、圆形、扁圆形、圆锥形等。4.1.2按笔毛材料分猪、羊毛、狼尾毛、马毛等。4.1.3按笔毛颜色分漂白色、原白色、黑色、棕色等。4.1.4按笔杆长短分长杆笔、短杆笔、中华人民共和国轻工业部1993-04-15批准1993-12-10实施
4.2规格及型号命名
QB/T 1749-1993
4.2.1按笔头的长度和笔头的宽度自小到大用阿拉伯数字表示规格号。4.2.2型号表示方法如下,见表1。笔杆长短(汉语拼音字母)
笔毛材料(汉语拼音字母)
笔毛形状(汉语拼蓄字母)
鹿摄形
圆锥形
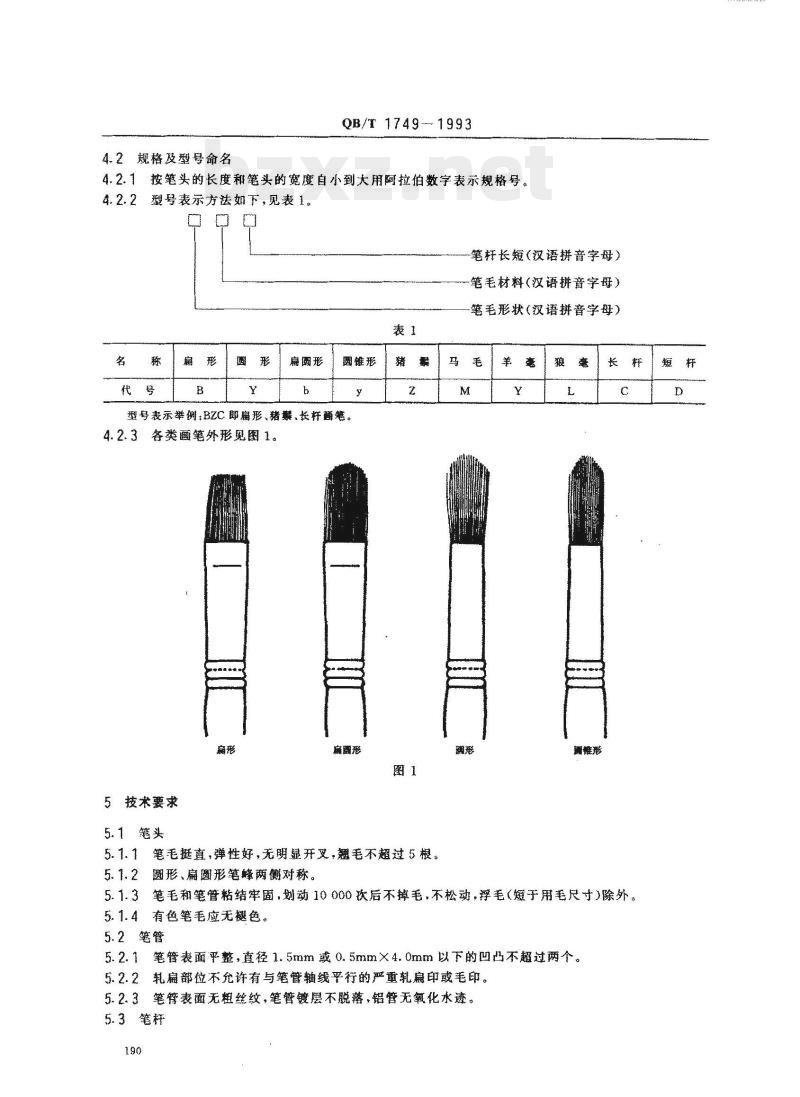
型号表示举例:BZC即形、猪業、长杆颤笔。4.2.3各类画笔外形见图1。
5技术要求
广墨形
5.1.1笔毛挺直,弹性好,无明显开叉,翘毛不超过5根。5.1.2圆形、痛圆形笔蜂两侧对称。马
骤雄形
5.1.3笔毛和笔管粘结烊固,划动10000玖后不掉毛不松动,浮毛(短于用毛尺寸)除外。5.1.4有色笔毛应无色。
5.2笔管
5.2.1笔管表面平整,直径1.5mm或0.5mm×4.0mm以下的凹凸不超过两个。5.2.2轧扁部位不允许有与笔管线平行的严重轧痛印或毛印。5.2.3笔管表面无粗丝纹,笔管镀层不脱落,铝管无氧化水迹。5.3笔杆
5.3.1笔杆弯曲不超过2.5mm。
QB/T 1749-1993
5.3.2漆膜均匀,清漆笔杆无明显黑节疤。5.3.3标记字迹清楚端正。
5.4配合性能
5.4.1笔杆和笔头配合正直,扁形笔偏差不超过2.0mm,圆形笔偏差不超过2.5mm,5.4.2笔管和笔杆配合牢固,笔管管径在5~8.7mm以内的能承受30N,管径在8.7mm以上能承受50N不松动。
6试验方法
6.1笔头
6.1.1笔毛用温水浸湿,即放在纸上或手掌上试画,应符合5.1.1规定。目测笔峰应符合5.1.2规定。
6.1.3将笔毛用温水浸湿松散,用笔毛长度二分之部分接触玻璃(每次画长度为100mm,速度为150~200次/min的线条),在玻璃上画10000次,应符合5.1.3规定。6.1.4有色笔毛用40~50℃清水浸湿,应符合5.1.4规定。6.2笔管
6.2.1用目测及0.02mm卡尺量出笔管凹凸部位,应符合5.2.1规定。6.2.2目测检查笔管表面,应符合5.2.2、5.2.3规定。6.3笔杆
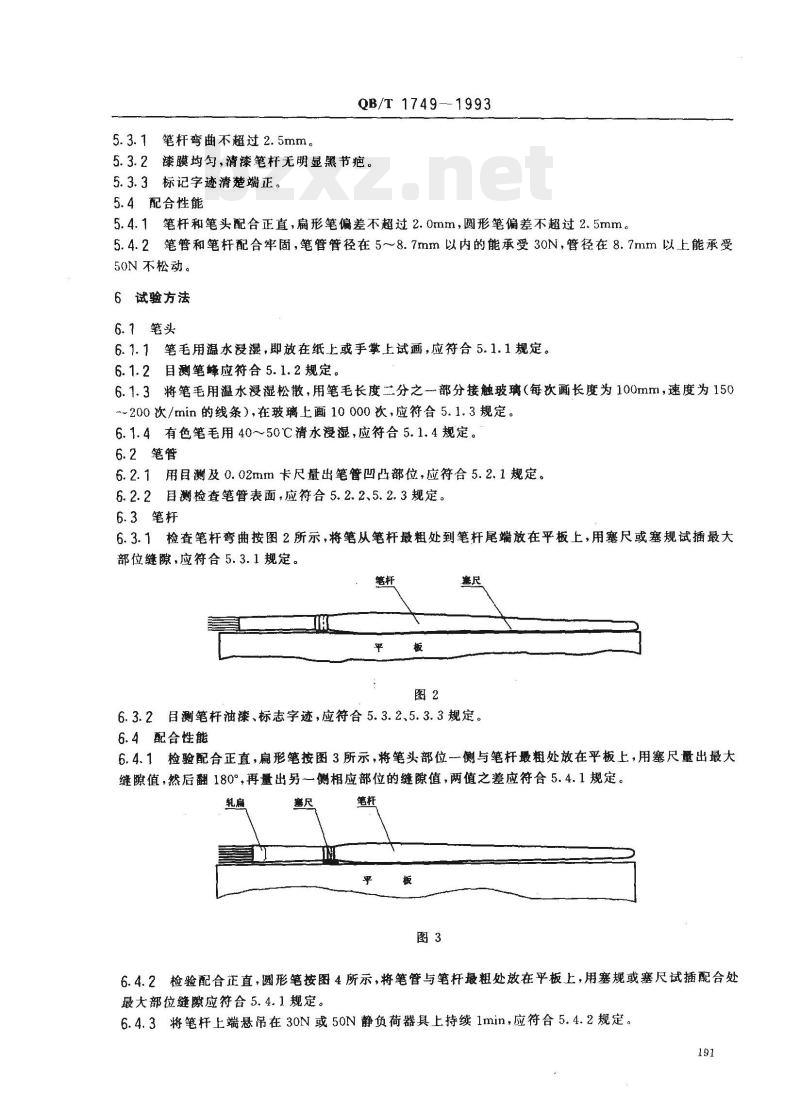
6.3.1检查笔杆弯曲按图2所示,将笔从笔杆最粗处到笔杆尾端放在平板上,用塞尺或塞规试插最大部位缝隙,应符合5.3.1规定。
6.3.2目测笔杆油漆、标志字迹,应符合5.3.2、5.3.3规定。6.4配合性能
6.4.1检验配合正直,扁形笔按图3所示,将笔头部位-侧与笔杆最粗处放在平板上,用塞尺量出最大缝隙值,然后翻180°,再量出另一侧相应部位的缝隙值,两值之差应符合5.4.1规定。乳扇bzxz.net
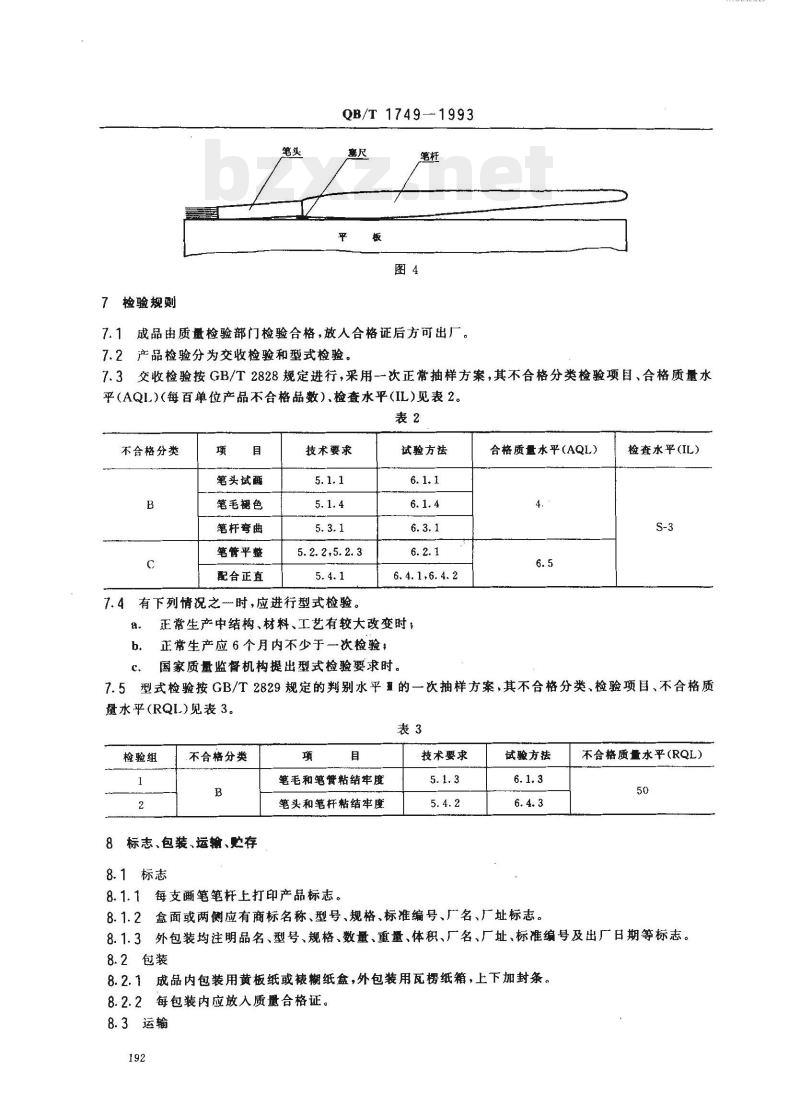
6.4.2检验配合正直,圆形笔按图4所示,将笔管与笔杆最粗处效在平板上,用塞规或塞尺试插配合处最大部位缝隙应符合5.4.1规定。6.4.3将笔杆上端悬吊在30N或50N静负荷器具上持续1min,应符合5.4.2规定。191
7检验规则
QB/T1749-1993
7.1成品由质量检验部门检验合格,放人合格证后方可出厂。7.2产品检验分为交收检验和型式检验。7.3交收检验按GB/T2828规定进行,采用-次正常抽样方案,其不合格分类检验项目、合格质量水平(AQL)(每百单位产品不合格品数)、检查水平(IL)见表2。表2
不合格分类
笔头试画
笔毛褪色
笔杆弯曲
笔管平整
配合正直
技术要求
5.2.2,5.2. 3
7.4有下列情况之一时,应进行型式检验。a.
试验方法
6. 4.1.6. 4. 2
正常生产中结构、材料、工艺有较大改变时;正常生产应6个月内不少于一次检验;国家质量监督机构提出型式检验要求时。合格质量水平(AQL)
检查水平(IL)
7.5型式检验按GB/T2829规定的判别水平盈的一次抽样方案,其不合格分类、检验项目、不合格质量水平(RQL)见表3。
检验组
不合格分类
8标志、包装、运输、购存
8.1标志
笔毛和笔實粘结牢度
笔头和笔杆粘结牢度
8.1.1每支画笔笔杆上打印产品标志。技术要求
试验方法
8.1.2盒面或两侧应有商标名称、型号、规格、标准编号、厂名、厂址标志。不合格质量水平(RQL)
8.1.3外包装均注明品名、型号、规格、数量、重量、体积、厂名、厂址、标准编号及出厂日期等标志。8.2包装
8.2.1成品内包装用黄板纸或糊纸盒,外包装用瓦楞纸箱,上下加封条。8.2.2每包装内应放入质量合格证。8.3运输
QB/T1749-—1993
运输中严禁雨淋受潮,装卸时小心轻放,以保证产品质量。8.4贮存
8.4.1成品应放在库内离地100mm以上的仓板上(底楼),而且应通风、干燥、堆放平整。严禁与酸、碱等有害物质以及其他化学物品贮存在一起。8.4.2成品按本标准贮存,保质期自出厂日起为一年半。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文体用品标准化中心归口。本标准由上海油画笔厂负费起草。本标准主要起草人汤志国、曾乃菱、宋神安。自本标准实施之日起,原轻工业部部标准SG826--1983《油画笔》作废。193
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
1主题内容和适用范圖
QB/T 1749—1993
本标准规定了画笔的术语、产品分类、技术要求、试验方法、检验规则、包装、标志、运输、贮存。本标准适用于油画、广告画、水彩画、水粉画、美术宣传画、化妆用画笔及各类画刷。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3术语
3.1扁笔
笔头为扁平,笔峰整齐呈扁平形。3.2圆笔
笔头为圆形,笔峰呈圆形或圆锥形3.3扁圆笔
笔头为扁平,笔峰呈圆形。
3.4长杆
长度在230mm以上的笔杆。
3.5短杆
长度在230mm以下的笔杆。
3.6猪笔
笔毛材料为猪累。
3.7狼毫笔
笔毛材料为黄鼠狼尾巴毛。
3.8羊毫笔
笔毛材料为羊毛。
3.9马毛笔
笔毛材料为马毛。
4产品分类
4.1分类
4.1.1按笔毛形状分扁形、圆形、扁圆形、圆锥形等。4.1.2按笔毛材料分猪、羊毛、狼尾毛、马毛等。4.1.3按笔毛颜色分漂白色、原白色、黑色、棕色等。4.1.4按笔杆长短分长杆笔、短杆笔、中华人民共和国轻工业部1993-04-15批准1993-12-10实施
4.2规格及型号命名
QB/T 1749-1993
4.2.1按笔头的长度和笔头的宽度自小到大用阿拉伯数字表示规格号。4.2.2型号表示方法如下,见表1。笔杆长短(汉语拼音字母)
笔毛材料(汉语拼音字母)
笔毛形状(汉语拼蓄字母)
鹿摄形
圆锥形
型号表示举例:BZC即形、猪業、长杆颤笔。4.2.3各类画笔外形见图1。
5技术要求
广墨形
5.1.1笔毛挺直,弹性好,无明显开叉,翘毛不超过5根。5.1.2圆形、痛圆形笔蜂两侧对称。马
骤雄形
5.1.3笔毛和笔管粘结烊固,划动10000玖后不掉毛不松动,浮毛(短于用毛尺寸)除外。5.1.4有色笔毛应无色。
5.2笔管
5.2.1笔管表面平整,直径1.5mm或0.5mm×4.0mm以下的凹凸不超过两个。5.2.2轧扁部位不允许有与笔管线平行的严重轧痛印或毛印。5.2.3笔管表面无粗丝纹,笔管镀层不脱落,铝管无氧化水迹。5.3笔杆
5.3.1笔杆弯曲不超过2.5mm。
QB/T 1749-1993
5.3.2漆膜均匀,清漆笔杆无明显黑节疤。5.3.3标记字迹清楚端正。
5.4配合性能
5.4.1笔杆和笔头配合正直,扁形笔偏差不超过2.0mm,圆形笔偏差不超过2.5mm,5.4.2笔管和笔杆配合牢固,笔管管径在5~8.7mm以内的能承受30N,管径在8.7mm以上能承受50N不松动。
6试验方法
6.1笔头
6.1.1笔毛用温水浸湿,即放在纸上或手掌上试画,应符合5.1.1规定。目测笔峰应符合5.1.2规定。
6.1.3将笔毛用温水浸湿松散,用笔毛长度二分之部分接触玻璃(每次画长度为100mm,速度为150~200次/min的线条),在玻璃上画10000次,应符合5.1.3规定。6.1.4有色笔毛用40~50℃清水浸湿,应符合5.1.4规定。6.2笔管
6.2.1用目测及0.02mm卡尺量出笔管凹凸部位,应符合5.2.1规定。6.2.2目测检查笔管表面,应符合5.2.2、5.2.3规定。6.3笔杆
6.3.1检查笔杆弯曲按图2所示,将笔从笔杆最粗处到笔杆尾端放在平板上,用塞尺或塞规试插最大部位缝隙,应符合5.3.1规定。
6.3.2目测笔杆油漆、标志字迹,应符合5.3.2、5.3.3规定。6.4配合性能
6.4.1检验配合正直,扁形笔按图3所示,将笔头部位-侧与笔杆最粗处放在平板上,用塞尺量出最大缝隙值,然后翻180°,再量出另一侧相应部位的缝隙值,两值之差应符合5.4.1规定。乳扇bzxz.net
6.4.2检验配合正直,圆形笔按图4所示,将笔管与笔杆最粗处效在平板上,用塞规或塞尺试插配合处最大部位缝隙应符合5.4.1规定。6.4.3将笔杆上端悬吊在30N或50N静负荷器具上持续1min,应符合5.4.2规定。191
7检验规则
QB/T1749-1993
7.1成品由质量检验部门检验合格,放人合格证后方可出厂。7.2产品检验分为交收检验和型式检验。7.3交收检验按GB/T2828规定进行,采用-次正常抽样方案,其不合格分类检验项目、合格质量水平(AQL)(每百单位产品不合格品数)、检查水平(IL)见表2。表2
不合格分类
笔头试画
笔毛褪色
笔杆弯曲
笔管平整
配合正直
技术要求
5.2.2,5.2. 3
7.4有下列情况之一时,应进行型式检验。a.
试验方法
6. 4.1.6. 4. 2
正常生产中结构、材料、工艺有较大改变时;正常生产应6个月内不少于一次检验;国家质量监督机构提出型式检验要求时。合格质量水平(AQL)
检查水平(IL)
7.5型式检验按GB/T2829规定的判别水平盈的一次抽样方案,其不合格分类、检验项目、不合格质量水平(RQL)见表3。
检验组
不合格分类
8标志、包装、运输、购存
8.1标志
笔毛和笔實粘结牢度
笔头和笔杆粘结牢度
8.1.1每支画笔笔杆上打印产品标志。技术要求
试验方法
8.1.2盒面或两侧应有商标名称、型号、规格、标准编号、厂名、厂址标志。不合格质量水平(RQL)
8.1.3外包装均注明品名、型号、规格、数量、重量、体积、厂名、厂址、标准编号及出厂日期等标志。8.2包装
8.2.1成品内包装用黄板纸或糊纸盒,外包装用瓦楞纸箱,上下加封条。8.2.2每包装内应放入质量合格证。8.3运输
QB/T1749-—1993
运输中严禁雨淋受潮,装卸时小心轻放,以保证产品质量。8.4贮存
8.4.1成品应放在库内离地100mm以上的仓板上(底楼),而且应通风、干燥、堆放平整。严禁与酸、碱等有害物质以及其他化学物品贮存在一起。8.4.2成品按本标准贮存,保质期自出厂日起为一年半。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文体用品标准化中心归口。本标准由上海油画笔厂负费起草。本标准主要起草人汤志国、曾乃菱、宋神安。自本标准实施之日起,原轻工业部部标准SG826--1983《油画笔》作废。193
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。