QB/T 1695—2000
基本信息
标准号: QB/T 1695—2000
中文名称:真空制膏机
标准类别:轻工行业标准(QB)
标准状态:现行
出版语种:简体中文
下载格式:.zip .pdf
下载大小:170668
相关标签: 真空
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1695—2000.
1范圈
QB/T 1695规定了真空制膏机的产品分类、技术要求,试验方法、检验规则和标志﹑包装、运输﹑贮存等要求。
QB/T 1695适用于有效容积为15,50,100,25o,700,1 300,2 400L的真空制膏机(以下简称“制膏机”)。引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 150—1998钢制压力容器
GB/T 191——1990包装储运图示标志
GB/T 3323—1987钢熔化焊对接接头射线照相和质量分级
GB/T 5226.1—1996工业机械电气设备第一部分:通用技术条件GB/T 9969.1—--1998工业产品使用说明书总则
GB/T 13306—1991标牌
GB/T 14253—-1993轻工机械通用技术条件GB/T 14436——1993工业产品保证文件总则
GB/T 16769—1997金属切削机床噪声声压级测量方法GB 16798---1997食品机械安全卫生
QB/T 1588.1——1992轻工机械焊接件通用技术条件QB/T 1588.2—1992轻工机械
切削加工件通用技术条件
QB/T 1588,3—1992轻工机械
装配通用技术条件
QB/T 1588.4——1993轻工机械
涂漆通用技术条件
QB/T 1588.5—-1996 轻工机械
包装通用技术条件
3产品分类
3.1型式
本机系为三轴、立式,密闭型,集刮板、溶解和均质搅拌器于-体的真空制膏机。
3.2型号
3.2.1型号表示方法
产品型号由产品代号,产品规格和改进标志三部分组成,其排列顺序如下:
1范圈
QB/T 1695规定了真空制膏机的产品分类、技术要求,试验方法、检验规则和标志﹑包装、运输﹑贮存等要求。
QB/T 1695适用于有效容积为15,50,100,25o,700,1 300,2 400L的真空制膏机(以下简称“制膏机”)。引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 150—1998钢制压力容器
GB/T 191——1990包装储运图示标志
GB/T 3323—1987钢熔化焊对接接头射线照相和质量分级
GB/T 5226.1—1996工业机械电气设备第一部分:通用技术条件GB/T 9969.1—--1998工业产品使用说明书总则
GB/T 13306—1991标牌
GB/T 14253—-1993轻工机械通用技术条件GB/T 14436——1993工业产品保证文件总则
GB/T 16769—1997金属切削机床噪声声压级测量方法GB 16798---1997食品机械安全卫生
QB/T 1588.1——1992轻工机械焊接件通用技术条件QB/T 1588.2—1992轻工机械
切削加工件通用技术条件
QB/T 1588,3—1992轻工机械
装配通用技术条件
QB/T 1588.4——1993轻工机械
涂漆通用技术条件
QB/T 1588.5—-1996 轻工机械
包装通用技术条件
3产品分类
3.1型式
本机系为三轴、立式,密闭型,集刮板、溶解和均质搅拌器于-体的真空制膏机。
3.2型号
3.2.1型号表示方法
产品型号由产品代号,产品规格和改进标志三部分组成,其排列顺序如下:
标准图片预览
标准内容
QB/T 1695—2000
本标准是对QB/T1695--1993《真空制膏机》的修订。本标准与前版标准的技术内容主要差异如下:-电气和安全要求由“符合GB/T5226的规定”改为采用GB/T5226.1一1996的几条具体条文,见4.3
在检验规则中增加了检验分类和判定规则,见第6章;取消了属于质量管理和合同要求的有关条文。自本标准实施之日起,原轻工业部发布的行业标准QB/T1695—1993《真空制膏机》废止。本标准由国家轻工业局行业管理司提出。本标准由全国轻工机械标准化技术委员会归口。本标准起草单位:上海轻工机械二厂。本标准主要起草人:周国良、吴铭江。291
1范圈
中华人民共和国轻工行业标准
真空制手机
QB/T 1695—2000
代替QB/T1695—1993
本标准规定了真空制机的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存等要求。
本标准适用于有效容积为15,50,100,250,700,1300,24001的真空制膏机(以下简称“制膏机”)。2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB150—1998钢制压力容器
GB/T191—1990包装储运图示标志GB/T3323—1987钢熔化焊对接接头射线照相和质量分级GB/T5226.1一1996工业机械电气设备第一部分:通用技术条件工业产品使用说明书总则
GB/T 9969. 1--1998
GB/T 13306—1991
GB/T 14253---1993
GB/T14436—1993
GB/T 16769—1997
GB 16798--1997
轻工机械通用技术条件
工业产品保证文件总则
金属切削机床噪声声压级测量方法食品机械安全卫生
QB/T 1588.1—1992
焊接件通用技术条件
轻工机械
QB/T 1588.2—1992
QB/T 1588.3—1992
QB/T 1588. 4—1993
轻工机械
轻工机械
轻工机械
轻工机械
QB/T 1588. 5--1996
3产品分类
3.1型式
切削加工件通用技术条件
装配通用技术条件
涂漆通用技术条件
包装通用技术条件
本机系为三轴、立式、密闭型,集刮板、溶解和均质搅拌器于-体的真空制膏机。3.2型号
3.2.1型号表示方法
产品型号由产品代号、产品规格和改进标志三部分组成,其排列顺序如下:国家轻工业局2000-06-13批准
2000-10-01实施
TKAKAca
3.2.2示例
QB/T1695—2000
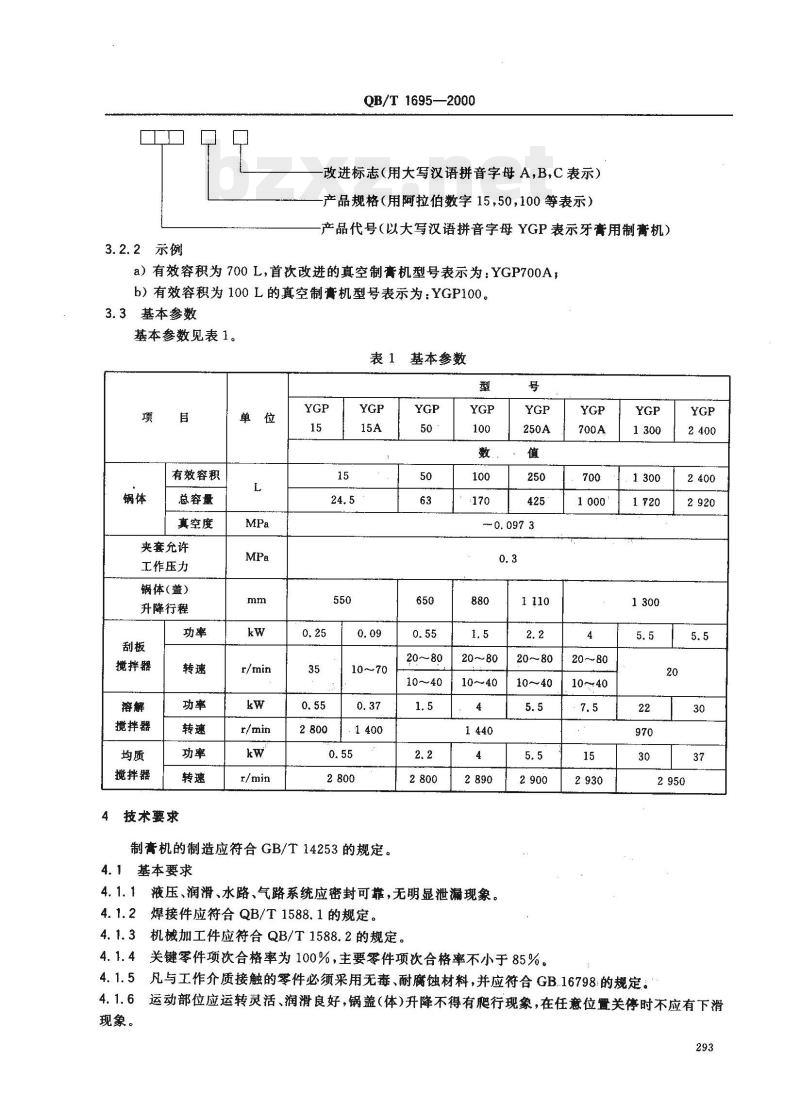
改进标志(用大写汉语拼音字母A,B,C表示)产品规格(用阿拉伯数字15,50,100等表示)产品代号(以大写汉语拼音字母YGP表示牙膏用制膏机)a)有效容积为700L,首次改进的真空制膏机型号表示为:YGP700A,b)有效容积为100L的真空制膏机型号表示为:YGP100。3.3基本参数
基本参数见表1。
基本参数
有效容积
总容量
真空度
夹套允许
工作压力
锅体(盖)
升降行程
搅拌器
搅拌器
搅拌器
技术要求
10~70
制膏机的制造应符合GB/T14253的规定。4.1基本要求
10~~40
20~80
4.1.1液压、润滑、水路、气路系统应密封可靠,无明显泄漏现象。4.1.2焊接件应符合QB/T1588.1的规定。4.1.3机械加工件应符合QB/T1588.2的规定。1110
4.1.4关键零件项次合格率为100%,主要零件项次合格率不小于85%。YGP
4.1.5凡与工作介质接触的零件必须采用无毒、耐腐蚀材料,并应符合GB.16798的规定。4.1.6运动部位应运转灵活、润滑良好,锅盖(体)升降不得有爬行现象,在任意位置关停时不应有下滑现象。
QB/T 1695—2000
4.1.7在试验工作条件下,抽真空度应在不低于一0.0973MPa情况下关闭真空泵。30min后同时开启三套搅拌装置,运转30min后,真空度不低于一0.0973MPa。4.1.8在正常工作情况下,滚动轴承的温升不高于40℃。4.1.9制膏机运转应平稳,不得有异常冲击声和尖叫声,整机噪声声压级不大于85dB(A)。4.2零件加工与装配要求
4.2.1装配应符合QB/T1588.3的规定。4.2.2锅体及锅盖等受压元件必须符合GB150的有关规定,其焊缝需作射线探伤检验合格,评片质量不得低于Ⅲ级。
4.2.3锅体内壁表面粗糙度R。值不大于1.6μm。4.2.4刮板搅拌轴径向圆跳动不大于0.2mm,轴向窜动不大于0.1mm。4.2.5
溶解搅拌轴径向圆跳动不大于0.2mm,轴向窜动不大于0.08mm。4.2.6均质搅拌轴径向圆跳动不大于0.2mm,轴向窜动不大于0.04mm。液压油注人油箱时应经考虑,液压油箱内抽取 1 000 g油液其清洁度质量不大于500 mg。4.2.7
4.3电气和安全要求
4.3.1保护接地电路应进行检查,并应进行保护导线连接牢固性检查。4.3.2在动力电路导线和保护电路间的绝缘电阻应不小于1M0。4.3.3所有电路导线和保护接地电路之间应经受耐压试验。4.3.4各测量、显示、控制等仪表应工作可藏,操作和观察方便。4.4外观质量要求
4.4.1外露抛光部位表面粗糙度R。值不大于3.2μm。4.4.2油漆应符合QB/T1588.4的有关规定。4.4.3产品标牌、指示和操作标牌安装位置应明显、平整、牢固,标志清晰。4.4.4各部件装配后,轮廓线分明,外形平整,错边量不超过3mm。5试验方法
5.14.2.2焊缝探伤按GB/T3323进行检测,检查焊缝长度不少于焊缝总长的20%。5.24.1.5按材料质保书进行检验,4.2.3,4.4.1,4.4.2用表面粗糙度标准块及油漆色板对照检验。5.34.3.1,4.3.2,4.3.3电气和安全试验按GB/T5226.1--1996中的20.2,20.3,20.4进行检验。5.44.2.7液压油箱内任意抽取1000g油液用分析滤纸经过过滤烘干后,用天平称量。5.54.1.1,4.1.6,4.3.4,4.4.34.4.4按有关规定及目测、手感等方法检测。5.64.2.4~4.2.6搅拌轴径向圆跳动和轴向窜动按表2检测。5.7运转性能试验
5.7.1试验条件
a)试验介质为自来水;
b)刮板转速为中间速(调速刮板);c)真空泵水温为15℃,
d)环境温度为20℃,
e)试验时间不少于 1 h。
5.7.2试验项目
a)真空度应符合表1规定;
b)温升应符合4.1.8规定,
c)噪声应符合4.1.9规定。
YTKAONYKAG
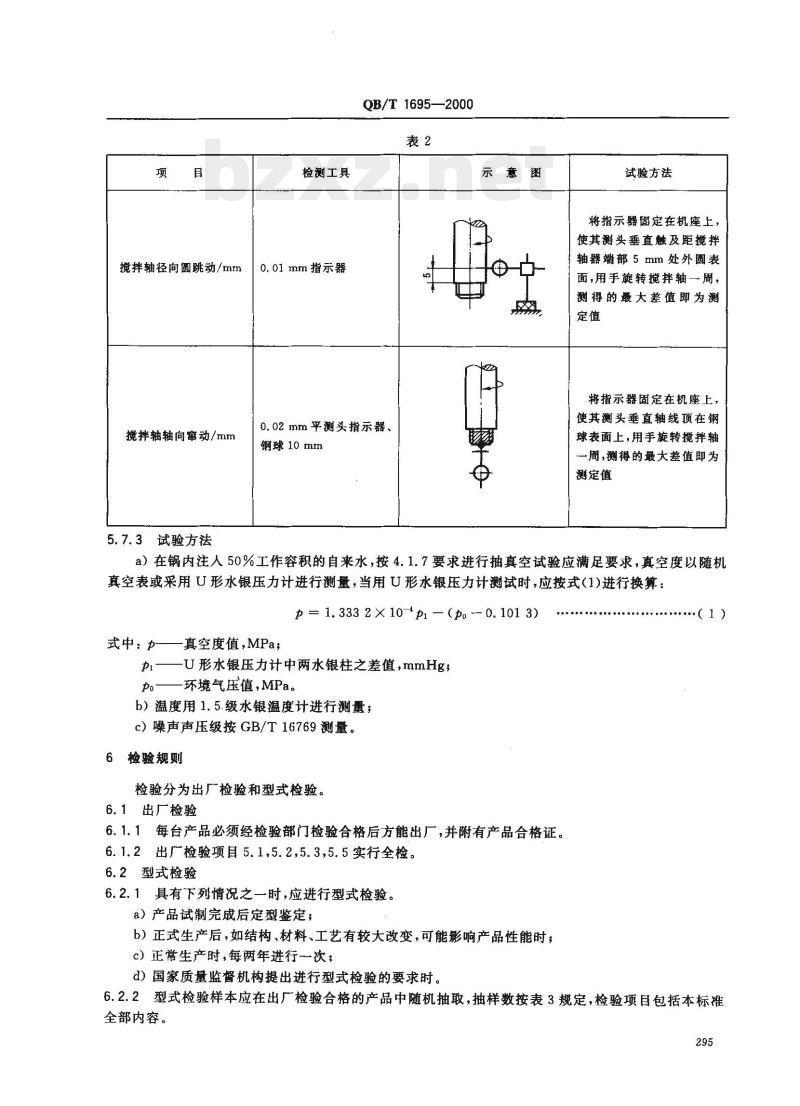
搅拌轴径向圆跳动/mm
搅拌轴轴向牵动/mm
5.7.3试验方法
检测工具
0.01 mm 指示器
QB/T 1695—2000
0.02mm平测头指示器、
钢球10mm
示意图
试验方法
将指示器齿定在机座上,
使其测头垂直触及距揽拌
轴器端部5mm处外圆表
面,用手旋转搅拌轴一周,
测得的最大差值即为测
将指示器固定在机座上,
使其测头垂直轴线顶在钢
球表面上,用手旋转搅拌轴
一周,测得的最大差值即为
测定值
a)在锅内注人50%工作容积的自来水,按4.1.7要求进行抽真空试验应满足要求,真空度以随机真空表或采用U形水银压力计进行测量,当用U形水银压力计测试时,应按式(1)进行换算:p = 1. 333 2 × 10-pl —(po - 0. 101 3)式中:-
真空度值,MPa;
-U形水银压力计中两水银柱之差值,mmHg;-环境气压值,MPa。
b)温度用1.5.级水银温度计进行测量;c)噪声声压级按GB/T16769测量。6检验规则
检验分为出厂检验和型式检验。6.1出厂检验
6.1.1每台产品必须经检验部门检验合格后方能出厂,并附有产品合格证。6.1.2出厂检验项目5.1,5.2,5.3,5.5实行全检。6.2型式检验
6.2.1具有下列情况之一时,应进行型式检验。a)产品试制完成后定型鉴定;
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时,c)正常生产时,每两年进行一次;d)国家质量监督机构提出进行型式检验的要求时。(1)
6.2.2型式检验样本应在出厂检验合格的产品中随机抽取,抽样数按表3规定,检验项目包括本标准全部内容。
批产量
抽样量
6.3判定规则
QB/T 1695—2000
表3抽样表
6.3.1出厂检验项目若有一项不合格,则判定该产品不合格。>20
6.3.2型式检验若有一项不合格应按表3规定加倍抽样,重新测试若仍不合格,则该批产品为不合格。7标志、包装、运输、贴存
7.1标志
7.1.1在产品正面醒目的适当位置钉上标牌。标牌应符合GB/T13306的规定,内容包括:a)制造厂名称;
b)产品名称和型号;
c)主要参数;
d)出厂编号和制造日期。
7.1.2包装箱外壁应有清楚、整齐的标志,内容包括:a)制造厂名称,
b)产品型号、名称和数量;
c)出厂编号及箱号;
d)箱体尺寸及毛重;
e)收货单位名称和地址,此内容来自标准下载网
f)“起吊标志”“向上”以及包装年、月等字样或标志。7.1.3包装储运图示标志应符合GB/T191的有关规定。7.2包装
7.2.1产品包装应符合QB/T1588.5的规定。7.2.2每台产品应随机提供下列文件:a)使用说明书。编写应符合GB/T9969.1的规定;b)产品合格证。编写应符合GB/T14436的规定;c)装箱单。
以上文件应装人防潮袋内。
7.3运输
7.3.1产品运输应适应陆路和水路运输及装载要求。7.3.2产品在运输装卸过程中应小心轻放,严禁倒置和堆垛。7.4贮存
产品应贮存在通风、干燥的地方,避免与酸、碱、盐等化学物品共存。296
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
本标准是对QB/T1695--1993《真空制膏机》的修订。本标准与前版标准的技术内容主要差异如下:-电气和安全要求由“符合GB/T5226的规定”改为采用GB/T5226.1一1996的几条具体条文,见4.3
在检验规则中增加了检验分类和判定规则,见第6章;取消了属于质量管理和合同要求的有关条文。自本标准实施之日起,原轻工业部发布的行业标准QB/T1695—1993《真空制膏机》废止。本标准由国家轻工业局行业管理司提出。本标准由全国轻工机械标准化技术委员会归口。本标准起草单位:上海轻工机械二厂。本标准主要起草人:周国良、吴铭江。291
1范圈
中华人民共和国轻工行业标准
真空制手机
QB/T 1695—2000
代替QB/T1695—1993
本标准规定了真空制机的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存等要求。
本标准适用于有效容积为15,50,100,250,700,1300,24001的真空制膏机(以下简称“制膏机”)。2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB150—1998钢制压力容器
GB/T191—1990包装储运图示标志GB/T3323—1987钢熔化焊对接接头射线照相和质量分级GB/T5226.1一1996工业机械电气设备第一部分:通用技术条件工业产品使用说明书总则
GB/T 9969. 1--1998
GB/T 13306—1991
GB/T 14253---1993
GB/T14436—1993
GB/T 16769—1997
GB 16798--1997
轻工机械通用技术条件
工业产品保证文件总则
金属切削机床噪声声压级测量方法食品机械安全卫生
QB/T 1588.1—1992
焊接件通用技术条件
轻工机械
QB/T 1588.2—1992
QB/T 1588.3—1992
QB/T 1588. 4—1993
轻工机械
轻工机械
轻工机械
轻工机械
QB/T 1588. 5--1996
3产品分类
3.1型式
切削加工件通用技术条件
装配通用技术条件
涂漆通用技术条件
包装通用技术条件
本机系为三轴、立式、密闭型,集刮板、溶解和均质搅拌器于-体的真空制膏机。3.2型号
3.2.1型号表示方法
产品型号由产品代号、产品规格和改进标志三部分组成,其排列顺序如下:国家轻工业局2000-06-13批准
2000-10-01实施
TKAKAca
3.2.2示例
QB/T1695—2000
改进标志(用大写汉语拼音字母A,B,C表示)产品规格(用阿拉伯数字15,50,100等表示)产品代号(以大写汉语拼音字母YGP表示牙膏用制膏机)a)有效容积为700L,首次改进的真空制膏机型号表示为:YGP700A,b)有效容积为100L的真空制膏机型号表示为:YGP100。3.3基本参数
基本参数见表1。
基本参数
有效容积
总容量
真空度
夹套允许
工作压力
锅体(盖)
升降行程
搅拌器
搅拌器
搅拌器
技术要求
10~70
制膏机的制造应符合GB/T14253的规定。4.1基本要求
10~~40
20~80
4.1.1液压、润滑、水路、气路系统应密封可靠,无明显泄漏现象。4.1.2焊接件应符合QB/T1588.1的规定。4.1.3机械加工件应符合QB/T1588.2的规定。1110
4.1.4关键零件项次合格率为100%,主要零件项次合格率不小于85%。YGP
4.1.5凡与工作介质接触的零件必须采用无毒、耐腐蚀材料,并应符合GB.16798的规定。4.1.6运动部位应运转灵活、润滑良好,锅盖(体)升降不得有爬行现象,在任意位置关停时不应有下滑现象。
QB/T 1695—2000
4.1.7在试验工作条件下,抽真空度应在不低于一0.0973MPa情况下关闭真空泵。30min后同时开启三套搅拌装置,运转30min后,真空度不低于一0.0973MPa。4.1.8在正常工作情况下,滚动轴承的温升不高于40℃。4.1.9制膏机运转应平稳,不得有异常冲击声和尖叫声,整机噪声声压级不大于85dB(A)。4.2零件加工与装配要求
4.2.1装配应符合QB/T1588.3的规定。4.2.2锅体及锅盖等受压元件必须符合GB150的有关规定,其焊缝需作射线探伤检验合格,评片质量不得低于Ⅲ级。
4.2.3锅体内壁表面粗糙度R。值不大于1.6μm。4.2.4刮板搅拌轴径向圆跳动不大于0.2mm,轴向窜动不大于0.1mm。4.2.5
溶解搅拌轴径向圆跳动不大于0.2mm,轴向窜动不大于0.08mm。4.2.6均质搅拌轴径向圆跳动不大于0.2mm,轴向窜动不大于0.04mm。液压油注人油箱时应经考虑,液压油箱内抽取 1 000 g油液其清洁度质量不大于500 mg。4.2.7
4.3电气和安全要求
4.3.1保护接地电路应进行检查,并应进行保护导线连接牢固性检查。4.3.2在动力电路导线和保护电路间的绝缘电阻应不小于1M0。4.3.3所有电路导线和保护接地电路之间应经受耐压试验。4.3.4各测量、显示、控制等仪表应工作可藏,操作和观察方便。4.4外观质量要求
4.4.1外露抛光部位表面粗糙度R。值不大于3.2μm。4.4.2油漆应符合QB/T1588.4的有关规定。4.4.3产品标牌、指示和操作标牌安装位置应明显、平整、牢固,标志清晰。4.4.4各部件装配后,轮廓线分明,外形平整,错边量不超过3mm。5试验方法
5.14.2.2焊缝探伤按GB/T3323进行检测,检查焊缝长度不少于焊缝总长的20%。5.24.1.5按材料质保书进行检验,4.2.3,4.4.1,4.4.2用表面粗糙度标准块及油漆色板对照检验。5.34.3.1,4.3.2,4.3.3电气和安全试验按GB/T5226.1--1996中的20.2,20.3,20.4进行检验。5.44.2.7液压油箱内任意抽取1000g油液用分析滤纸经过过滤烘干后,用天平称量。5.54.1.1,4.1.6,4.3.4,4.4.34.4.4按有关规定及目测、手感等方法检测。5.64.2.4~4.2.6搅拌轴径向圆跳动和轴向窜动按表2检测。5.7运转性能试验
5.7.1试验条件
a)试验介质为自来水;
b)刮板转速为中间速(调速刮板);c)真空泵水温为15℃,
d)环境温度为20℃,
e)试验时间不少于 1 h。
5.7.2试验项目
a)真空度应符合表1规定;
b)温升应符合4.1.8规定,
c)噪声应符合4.1.9规定。
YTKAONYKAG
搅拌轴径向圆跳动/mm
搅拌轴轴向牵动/mm
5.7.3试验方法
检测工具
0.01 mm 指示器
QB/T 1695—2000
0.02mm平测头指示器、
钢球10mm
示意图
试验方法
将指示器齿定在机座上,
使其测头垂直触及距揽拌
轴器端部5mm处外圆表
面,用手旋转搅拌轴一周,
测得的最大差值即为测
将指示器固定在机座上,
使其测头垂直轴线顶在钢
球表面上,用手旋转搅拌轴
一周,测得的最大差值即为
测定值
a)在锅内注人50%工作容积的自来水,按4.1.7要求进行抽真空试验应满足要求,真空度以随机真空表或采用U形水银压力计进行测量,当用U形水银压力计测试时,应按式(1)进行换算:p = 1. 333 2 × 10-pl —(po - 0. 101 3)式中:-
真空度值,MPa;
-U形水银压力计中两水银柱之差值,mmHg;-环境气压值,MPa。
b)温度用1.5.级水银温度计进行测量;c)噪声声压级按GB/T16769测量。6检验规则
检验分为出厂检验和型式检验。6.1出厂检验
6.1.1每台产品必须经检验部门检验合格后方能出厂,并附有产品合格证。6.1.2出厂检验项目5.1,5.2,5.3,5.5实行全检。6.2型式检验
6.2.1具有下列情况之一时,应进行型式检验。a)产品试制完成后定型鉴定;
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时,c)正常生产时,每两年进行一次;d)国家质量监督机构提出进行型式检验的要求时。(1)
6.2.2型式检验样本应在出厂检验合格的产品中随机抽取,抽样数按表3规定,检验项目包括本标准全部内容。
批产量
抽样量
6.3判定规则
QB/T 1695—2000
表3抽样表
6.3.1出厂检验项目若有一项不合格,则判定该产品不合格。>20
6.3.2型式检验若有一项不合格应按表3规定加倍抽样,重新测试若仍不合格,则该批产品为不合格。7标志、包装、运输、贴存
7.1标志
7.1.1在产品正面醒目的适当位置钉上标牌。标牌应符合GB/T13306的规定,内容包括:a)制造厂名称;
b)产品名称和型号;
c)主要参数;
d)出厂编号和制造日期。
7.1.2包装箱外壁应有清楚、整齐的标志,内容包括:a)制造厂名称,
b)产品型号、名称和数量;
c)出厂编号及箱号;
d)箱体尺寸及毛重;
e)收货单位名称和地址,此内容来自标准下载网
f)“起吊标志”“向上”以及包装年、月等字样或标志。7.1.3包装储运图示标志应符合GB/T191的有关规定。7.2包装
7.2.1产品包装应符合QB/T1588.5的规定。7.2.2每台产品应随机提供下列文件:a)使用说明书。编写应符合GB/T9969.1的规定;b)产品合格证。编写应符合GB/T14436的规定;c)装箱单。
以上文件应装人防潮袋内。
7.3运输
7.3.1产品运输应适应陆路和水路运输及装载要求。7.3.2产品在运输装卸过程中应小心轻放,严禁倒置和堆垛。7.4贮存
产品应贮存在通风、干燥的地方,避免与酸、碱、盐等化学物品共存。296
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。