QB/T 1747—1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1747—1993.
4.3在一架算盘中,算珠大小及珠面要求均匀平直,木质珠无疤节,无裂痕。
4.4在--架算盘中,菱珠竹杆直径Ⅰ,1不小于ymm,1不小于3mm,偏差士0.15mm。圆珠竹杆直径Ⅰ不小于邮5mm,1 、I不小于4mm,偏差士1mm。无伤痕,蛀蚀、竹节,上下不离孔。
4.5底部平稳,菱珠算盘不平度≤1.Omm,圆珠算盘不平度≤1.5mm。
4.6电镀件表面光亮,无划痕、锈迹,严紧整齐,不偏斜。
4.7电镀件应经抗蚀性试验,试验周期为4h,应达到6级。
4.8算珠流利,算盘倾斜45°,算珠应全部下落。
4.9清盘器撤动灵活v清珠到位,拨珠不回弹。
5试验方法
5.14.1表1,表2用分度值为0.05mm 的游标卡尺和分度值为1mm的钢直尺测量。
5.24.2四角垂直用万能角度尺检查,中粱与框架平行度用分度值为0.05mm 的游标卡尺测量两端内侧的尺寸,配合缝隙用0.01~1mm塞尺检查,塑料框架内凹用分度值为0.05mm 的游标卡尺测量,外观和不开胶目测。
5.34.3目测
5.44.4用分度值为0.01mm的千分卡尺测量,每架测3~5根,伤痕、竹节目测。
5.54.5将算盘放在专用平台(或玻璃板)上,用50g砝码压住翘曲的对角,再用0.1~1.0mm 塞规测量翘曲间隙。
5.64.6目测。
5.74.7按GB 5938规定方法测试和GB 5944规定进行评定。
5.84.8用角度测试仪测邀,将算盘装在角度测试仪上,缓慢摇动手柄,当指针指向45°时,目测珠子是否落下。
5.94.9清盘器性能要求,用于连续撤动和目测。
6检验规则
6.1产品检验分为交收检验和例行检验。
6.2本检验采用计件法,样本单位:架。
6.3交收检验
按GB/T 2828的规定进行,采用正常检查一次抽样方案,检查水平为Ⅰ ,其不合格品分类、检验项目、合格质量水平(AQL)值见表5。
4.3在一架算盘中,算珠大小及珠面要求均匀平直,木质珠无疤节,无裂痕。
4.4在--架算盘中,菱珠竹杆直径Ⅰ,1不小于ymm,1不小于3mm,偏差士0.15mm。圆珠竹杆直径Ⅰ不小于邮5mm,1 、I不小于4mm,偏差士1mm。无伤痕,蛀蚀、竹节,上下不离孔。
4.5底部平稳,菱珠算盘不平度≤1.Omm,圆珠算盘不平度≤1.5mm。
4.6电镀件表面光亮,无划痕、锈迹,严紧整齐,不偏斜。
4.7电镀件应经抗蚀性试验,试验周期为4h,应达到6级。
4.8算珠流利,算盘倾斜45°,算珠应全部下落。
4.9清盘器撤动灵活v清珠到位,拨珠不回弹。
5试验方法
5.14.1表1,表2用分度值为0.05mm 的游标卡尺和分度值为1mm的钢直尺测量。
5.24.2四角垂直用万能角度尺检查,中粱与框架平行度用分度值为0.05mm 的游标卡尺测量两端内侧的尺寸,配合缝隙用0.01~1mm塞尺检查,塑料框架内凹用分度值为0.05mm 的游标卡尺测量,外观和不开胶目测。
5.34.3目测
5.44.4用分度值为0.01mm的千分卡尺测量,每架测3~5根,伤痕、竹节目测。
5.54.5将算盘放在专用平台(或玻璃板)上,用50g砝码压住翘曲的对角,再用0.1~1.0mm 塞规测量翘曲间隙。
5.64.6目测。
5.74.7按GB 5938规定方法测试和GB 5944规定进行评定。
5.84.8用角度测试仪测邀,将算盘装在角度测试仪上,缓慢摇动手柄,当指针指向45°时,目测珠子是否落下。
5.94.9清盘器性能要求,用于连续撤动和目测。
6检验规则
6.1产品检验分为交收检验和例行检验。
6.2本检验采用计件法,样本单位:架。
6.3交收检验
按GB/T 2828的规定进行,采用正常检查一次抽样方案,检查水平为Ⅰ ,其不合格品分类、检验项目、合格质量水平(AQL)值见表5。
标准图片预览

标准内容
中华人民共和国轻工行业标准
1生题内容与适用范围
QB/T17471993
本标准规定了算盘产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于铁木、木制、塑料结构等的菱珠、圆珠算盘。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB5938轻工产品金属镀层和化学处理层耐腐蚀方法中性盐雾试验(NSS)法GB 5944
3产品分类
3.1品种
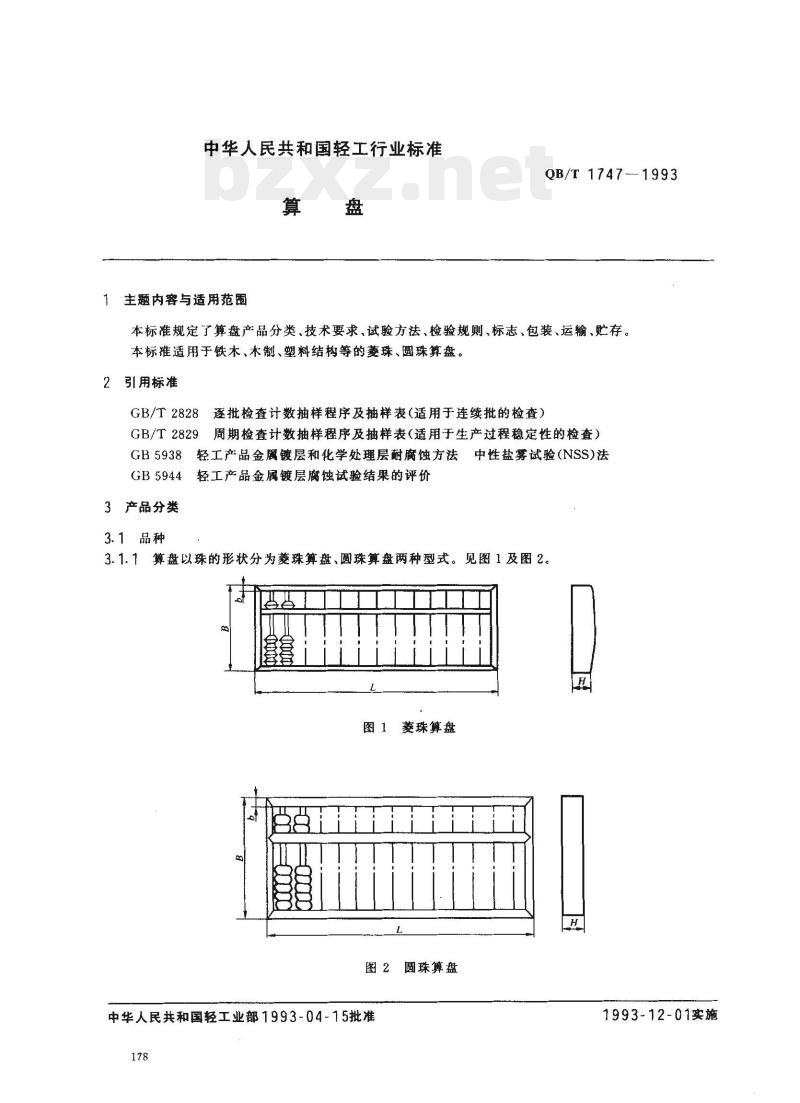
轻工产品金属镀层腐蚀试验结果的评价3.1.1算盘以珠的形状分为菱珠算盘、圆珠算盘两种型式。见图1及图2。菱珠算盘
图2圆珠算盘
中华人民共和国轻工业部1993-04-15批准178
1993-12-01实施
QB/T1747-1993
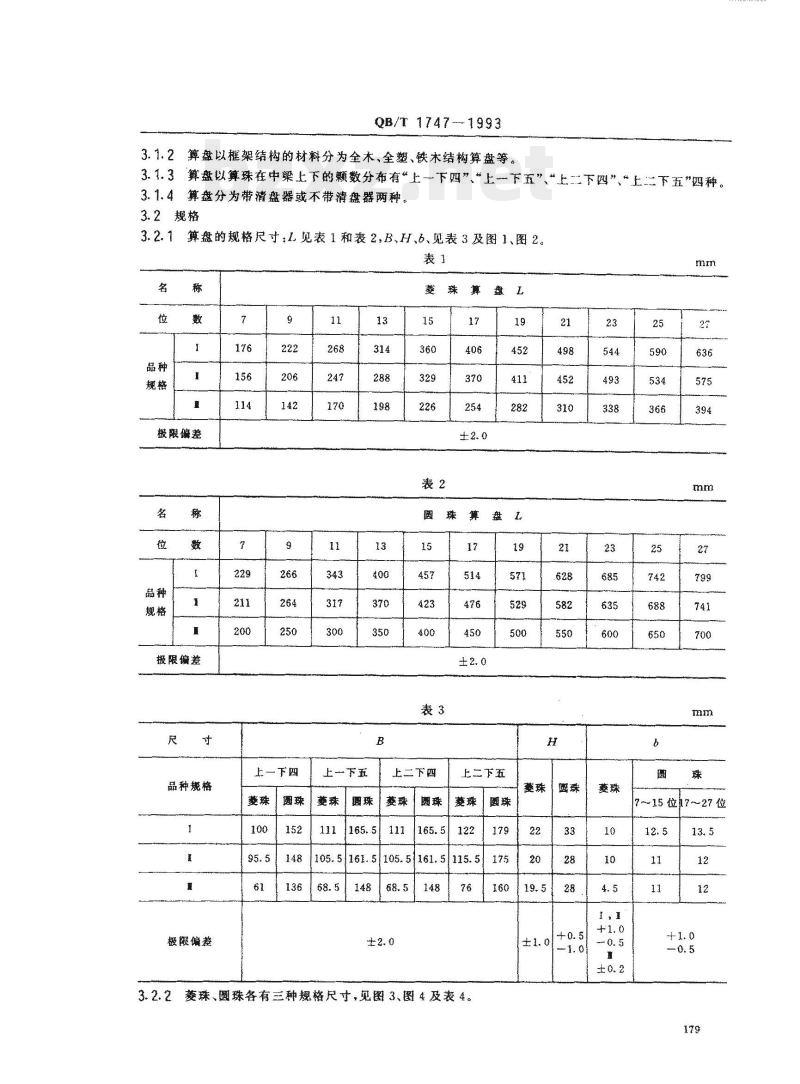
3.1.2算盘以框架结构的材料分为全木、全塑、铁木结构算盘等。3.1.3算盘以算珠在中梁上下的颗数分布有“上下”“上-下五”“上二下四”*上二下五”种。3.1.4算盘分为带清盘器或不带清盘器两种。3.2规格
3.2.1算盘的规格尺寸:1.见表1和表2,B、H、6、见表3及图1、图2。表1
极限織差
极限偏差
品种规格
极限馈差
上下四
上下五
上二下四
上二下新
105.5/161
.5105.5161.5115.5
3.2.2菱珠、圆珠各有三种规格尺寸,见图3、图4及表4。辣
7~15位7~27位
4技术要求
QB/T 1747--1993
4.1算盘的规格尺寸应符合3.2.1和3.2.2的规定。寸www.bzxz.net
极限偏差
注:其他特殊规格按企业标准执行。4.2框架:四角垂直平整,角度偏差为士1°,全木结构不开胶,铁本等结构配合缝≤0.3mm,中梁与框架平行度不大于1mm,木制框架用材必须无朽裂和明显疤节,漆面光滑,漆膜均匀,塑料框架无气泡、杂色,光亮,内凹不大于1mm。
4.3在一架算盘中,算珠大小及珠面要求均匀平直,木质珠无疤节,无裂痕。4.4在-架算盘中,菱珠竹杆直径I、1不小于$4mm,不小于$3mm,偏差土0.15mm。圆珠竹杆直径1不小于$5mm,1、1不小于$4mm,偏差士1mm。无伤痕、蛀蚀、竹节,上下不离孔。4.5底部平稳,菱珠算盘不平度≤1.0mm,圆珠算盘不平度<1.5mm。4.6电镀件表面光亮,无划痕、锈迹,严紧整齐,不偏斜。4.7电镀件应经抗蚀性试验,试验周期为4h,应达到6级。4.8算珠流利,算盘倾斜45°,算珠应全部下落。清盘器撤动灵活,清珠到位,拨珠不回弹。4.9
5试验方法
5.14.1表1、表2用分度值为0.05mm的游标卡尺和分度值为1mm的钢直尺测量。5.24.2四角垂直用万能角度尺检查,中梁与框架平行度用分度值为0.05mm的游标卡尺测量两端内180
QB/T1747-1993
TKAKAca
侧的尺寸,配合缝隙用0.01~1mm塞尺检查,塑料框架内凹用分度值为0.05mm的游标卡尺测量,外观和不开胶目测。
5.34.3目测
5.44.4用分度值为0.01mm的千分卡尺测量,每架测3~5根,伤痕、竹节目测。5.54.5将算盘放在专用平台(或玻璃板)上,用50g码压住翘曲的对角,再用0.1~1.0mm塞规测量翘曲间隙。
5.64.6目测。
5.74.7按GB5938规定方法测试和GB5944规定进行评定。5.84.8用角度测试仪测量,将算盘装在角度测试仪上,缓慢摇动手柄,当指针指向45°时,目测珠子是香落下。
5.94.9清盘器性能要求,用于连续撤动和目测。6检验规则
6.1产品检验分为交收检验和例行检验。6.2本检验采用计件法,样本单位:架。6.3交收检验
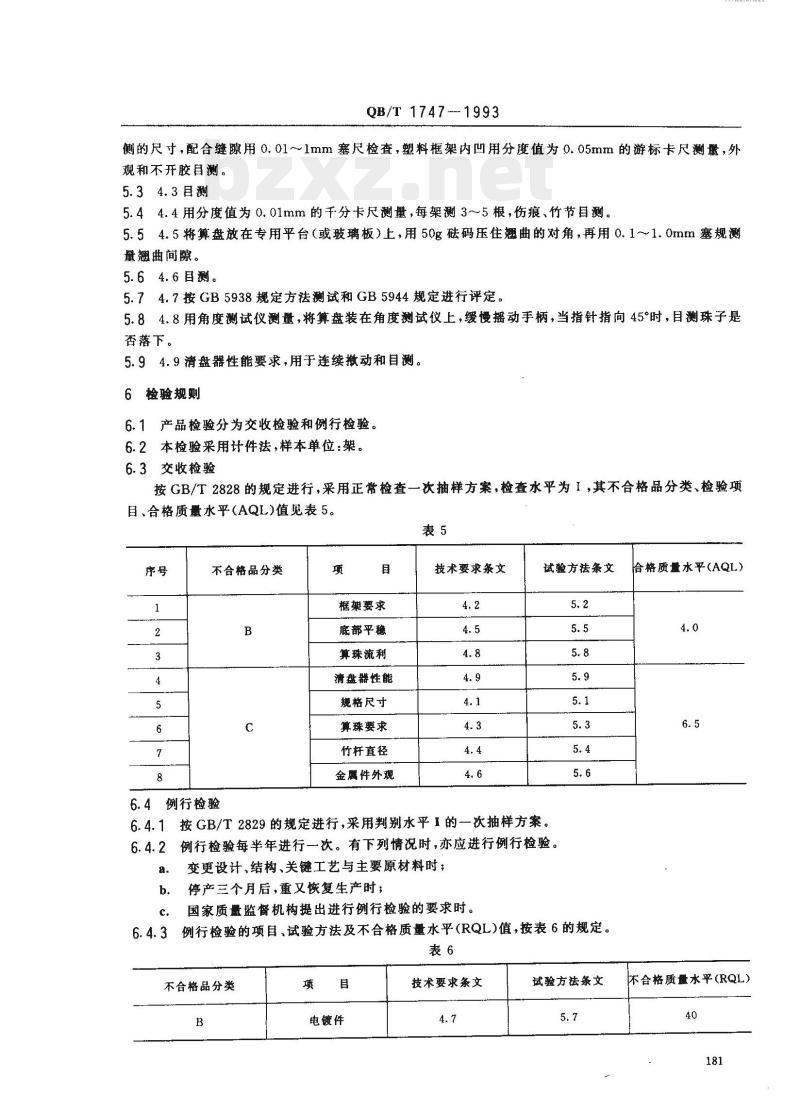
按GB/T2828的规定进行,采用正常检查一次抽样方案,检查水平为1,其不合格品分类、检验项目、合格质量水平(AQL)值见表5。序号
不合格品分类
框架要求
底部平稳
算珠流利
清盘器性能
规格尺寸
算珠要求
竹杆直径
金属件外观
技术要求条文
试验方法条文
6.4例行检验
按 GB/T 2829的规定进行,采用判别水平I的一次抽样方案。6.4.1
例行检验每半年进行一次。有下列情况时,亦应进行例行检验。6.4.2
变更设计、结构、关键工艺与主要原材料时;停产三个月后,重又恢复生产时;国家质量监督机构提出进行例行检验的要求时。例行检验的项目、试验方法及不合格质量水平(RQL)值,按表6的规定。表6
不合格品分类
电镀件
技术要求条文
试验方法条文
合格质量水平(AQL)
不合格质水平(RQL)
QB/T1747-1993
6.5产品经质量部门检验合格后,附有合格证(章)方可出厂。7标志、包装、运输、贮存
7.1标志:产品上应有商标、厂名、厂址。7.2包装,产品的小包装、大包装可根据实际情况决定,箱外应有品名、厂名、规格、数量、出厂日期和注意事项等标志。
7.3运输:应按箱外标志要求,轻搬,轻放,不可重压,严防雨淋受潮。7.4贮存:产品应贮存在空气流通、干燥的仓库内,离地面300mm,离墙150mm,不可高堆重压,以防损坏产品。
7.5自出厂之日起,符合上述贮存条件的产品保质期为一年半。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文体用品标准化中心归口。本标准由长春市文具广,广州市华南文具厂负资起。本标准主要起草人孟宪文、孙德纯、傅泰康、宋仲安。自本标准实施之日起,原轻工业部部标准SG350—1983《算盘》作废。182
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
1生题内容与适用范围
QB/T17471993
本标准规定了算盘产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于铁木、木制、塑料结构等的菱珠、圆珠算盘。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB5938轻工产品金属镀层和化学处理层耐腐蚀方法中性盐雾试验(NSS)法GB 5944
3产品分类
3.1品种
轻工产品金属镀层腐蚀试验结果的评价3.1.1算盘以珠的形状分为菱珠算盘、圆珠算盘两种型式。见图1及图2。菱珠算盘
图2圆珠算盘
中华人民共和国轻工业部1993-04-15批准178
1993-12-01实施
QB/T1747-1993
3.1.2算盘以框架结构的材料分为全木、全塑、铁木结构算盘等。3.1.3算盘以算珠在中梁上下的颗数分布有“上下”“上-下五”“上二下四”*上二下五”种。3.1.4算盘分为带清盘器或不带清盘器两种。3.2规格
3.2.1算盘的规格尺寸:1.见表1和表2,B、H、6、见表3及图1、图2。表1
极限織差
极限偏差
品种规格
极限馈差
上下四
上下五
上二下四
上二下新
105.5/161
.5105.5161.5115.5
3.2.2菱珠、圆珠各有三种规格尺寸,见图3、图4及表4。辣
7~15位7~27位
4技术要求
QB/T 1747--1993
4.1算盘的规格尺寸应符合3.2.1和3.2.2的规定。寸www.bzxz.net
极限偏差
注:其他特殊规格按企业标准执行。4.2框架:四角垂直平整,角度偏差为士1°,全木结构不开胶,铁本等结构配合缝≤0.3mm,中梁与框架平行度不大于1mm,木制框架用材必须无朽裂和明显疤节,漆面光滑,漆膜均匀,塑料框架无气泡、杂色,光亮,内凹不大于1mm。
4.3在一架算盘中,算珠大小及珠面要求均匀平直,木质珠无疤节,无裂痕。4.4在-架算盘中,菱珠竹杆直径I、1不小于$4mm,不小于$3mm,偏差土0.15mm。圆珠竹杆直径1不小于$5mm,1、1不小于$4mm,偏差士1mm。无伤痕、蛀蚀、竹节,上下不离孔。4.5底部平稳,菱珠算盘不平度≤1.0mm,圆珠算盘不平度<1.5mm。4.6电镀件表面光亮,无划痕、锈迹,严紧整齐,不偏斜。4.7电镀件应经抗蚀性试验,试验周期为4h,应达到6级。4.8算珠流利,算盘倾斜45°,算珠应全部下落。清盘器撤动灵活,清珠到位,拨珠不回弹。4.9
5试验方法
5.14.1表1、表2用分度值为0.05mm的游标卡尺和分度值为1mm的钢直尺测量。5.24.2四角垂直用万能角度尺检查,中梁与框架平行度用分度值为0.05mm的游标卡尺测量两端内180
QB/T1747-1993
TKAKAca
侧的尺寸,配合缝隙用0.01~1mm塞尺检查,塑料框架内凹用分度值为0.05mm的游标卡尺测量,外观和不开胶目测。
5.34.3目测
5.44.4用分度值为0.01mm的千分卡尺测量,每架测3~5根,伤痕、竹节目测。5.54.5将算盘放在专用平台(或玻璃板)上,用50g码压住翘曲的对角,再用0.1~1.0mm塞规测量翘曲间隙。
5.64.6目测。
5.74.7按GB5938规定方法测试和GB5944规定进行评定。5.84.8用角度测试仪测量,将算盘装在角度测试仪上,缓慢摇动手柄,当指针指向45°时,目测珠子是香落下。
5.94.9清盘器性能要求,用于连续撤动和目测。6检验规则
6.1产品检验分为交收检验和例行检验。6.2本检验采用计件法,样本单位:架。6.3交收检验
按GB/T2828的规定进行,采用正常检查一次抽样方案,检查水平为1,其不合格品分类、检验项目、合格质量水平(AQL)值见表5。序号
不合格品分类
框架要求
底部平稳
算珠流利
清盘器性能
规格尺寸
算珠要求
竹杆直径
金属件外观
技术要求条文
试验方法条文
6.4例行检验
按 GB/T 2829的规定进行,采用判别水平I的一次抽样方案。6.4.1
例行检验每半年进行一次。有下列情况时,亦应进行例行检验。6.4.2
变更设计、结构、关键工艺与主要原材料时;停产三个月后,重又恢复生产时;国家质量监督机构提出进行例行检验的要求时。例行检验的项目、试验方法及不合格质量水平(RQL)值,按表6的规定。表6
不合格品分类
电镀件
技术要求条文
试验方法条文
合格质量水平(AQL)
不合格质水平(RQL)
QB/T1747-1993
6.5产品经质量部门检验合格后,附有合格证(章)方可出厂。7标志、包装、运输、贮存
7.1标志:产品上应有商标、厂名、厂址。7.2包装,产品的小包装、大包装可根据实际情况决定,箱外应有品名、厂名、规格、数量、出厂日期和注意事项等标志。
7.3运输:应按箱外标志要求,轻搬,轻放,不可重压,严防雨淋受潮。7.4贮存:产品应贮存在空气流通、干燥的仓库内,离地面300mm,离墙150mm,不可高堆重压,以防损坏产品。
7.5自出厂之日起,符合上述贮存条件的产品保质期为一年半。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文体用品标准化中心归口。本标准由长春市文具广,广州市华南文具厂负资起。本标准主要起草人孟宪文、孙德纯、傅泰康、宋仲安。自本标准实施之日起,原轻工业部部标准SG350—1983《算盘》作废。182
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。