QB/T 1752—1993
标准分类号
关联标准
出版信息
相关单位信息
标准简介
QB/T 1752—1993.
1主题内容与适用范围
QB/T 1752规定了书面墨锭的产品分类、技术要求、试验方法、检验规则及标志,包装、运输,贮存。本标准适用于书法、绘画、写字和工业、艺术品、装饰描绘着色等用的墨锭。
2引用标准
GB/T 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB/T 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
3产品分类
3.1按产品的原材料不同分为油烟墨、碳黑器和松烟墨。
3.2按产品的质量分为以下规格:16g,31g.62.5g,125g.250g.500g。
4技术要求
4.1发墨量≥20mm3/min。
4.2粘度油烟墨<0.007Pa s ,
碳黑墨<0.0o9Pa - s,松烟曼<0.010Pa s。
4.3爨色
油烟墨≥1.35Gy碳黑晶≥1.35Gy s松烟虽≥1.30Gy。
4.4扩散率:扩散圆直径大于等于墨迹圆直径的一倍。
4.5质量偏差不得超过娶锭质量的士3%.
4.6耐水性:不跑型。
4.7气味;清香。
4.8上下端厚度差≤0.8mm.
4.9外观:表面平整、光滑、无裂痕,翘曲≤0.8mm.
4.10图案;清晰,无泄色,无落色。
4.11包装:平整,美观,无破损,标明生产日期。
5试验方法
5.1发瞾量
5.1.1将墨锭加工成底面积为(300士4)mm3的标准试样。
5.1.2采用转速为36r/min,加载砝码质量为2kg ,能转直径为200mm 的标准研墨机。
5.1.3将标准试样夹持在研墨机上,使试样底面与潭柘紫石砚平面接触,加清水100mL,在室温(24士
1主题内容与适用范围
QB/T 1752规定了书面墨锭的产品分类、技术要求、试验方法、检验规则及标志,包装、运输,贮存。本标准适用于书法、绘画、写字和工业、艺术品、装饰描绘着色等用的墨锭。
2引用标准
GB/T 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB/T 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
3产品分类
3.1按产品的原材料不同分为油烟墨、碳黑器和松烟墨。
3.2按产品的质量分为以下规格:16g,31g.62.5g,125g.250g.500g。
4技术要求
4.1发墨量≥20mm3/min。
4.2粘度油烟墨<0.007Pa s ,
碳黑墨<0.0o9Pa - s,松烟曼<0.010Pa s。
4.3爨色
油烟墨≥1.35Gy碳黑晶≥1.35Gy s松烟虽≥1.30Gy。
4.4扩散率:扩散圆直径大于等于墨迹圆直径的一倍。
4.5质量偏差不得超过娶锭质量的士3%.
4.6耐水性:不跑型。
4.7气味;清香。
4.8上下端厚度差≤0.8mm.
4.9外观:表面平整、光滑、无裂痕,翘曲≤0.8mm.
4.10图案;清晰,无泄色,无落色。
4.11包装:平整,美观,无破损,标明生产日期。
5试验方法
5.1发瞾量
5.1.1将墨锭加工成底面积为(300士4)mm3的标准试样。
5.1.2采用转速为36r/min,加载砝码质量为2kg ,能转直径为200mm 的标准研墨机。
5.1.3将标准试样夹持在研墨机上,使试样底面与潭柘紫石砚平面接触,加清水100mL,在室温(24士
标准图片预览
标准内容
中华人民共和国轻工行业标准
1主题内容与适用范围
QB/T 1752—1993
本标准规定了书画墨锭的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于书法、绘画、写字和工业、艺术品、装饰描绘着色等用的墨锭。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3产品分类
3.1按产品的原材料不同分为油烟墨、碳黑墨和松烟墨。3.2按产品的质量分为以下规格:16g、31g、62.5g、125g、250g、500g。4技术要求
4.1发墨量≥20mm2/min。
4.2粘度油烟墨<0.007Pa·s
碳黑墨<0.009Pa·s;
松烟墨<0.010Pa·s。
油烟墨≥1.35Gy
4.3墨色;
碳黑墨≥1.35Gy,
松烟墨≥1.30Gy。
4.4扩散率:扩散圆直径大于等于墨迹圆直径的一倍。4.5质量偏差不得超过墨链质量的士3%。4. 6 耐水性:不跑墨。
4.7气味:清香。
4.8上下端厚度差≤0.8mm。
4.9外观:表面平整、光滑、无裂痕,翘曲≤0.8mm。4.10图案:清晰,无溢色,无落色。包装:平整、美观,无破损,标明生产日期。4.111
5试验方法
5.1发墨量
5.1.1将墨锭加工成底面积为(300士4)mm2的标准试样。5.1.2采用转速为36r/min,加载码质量为2kg,旋转直径为200mm的标准研墨机。5.1.3将标准试样夹持在研墨机上,使试样底面与潭柘紫石砚平面接触,加清水100mL,在室温(24土中华人民共和国轻工业部1993-04-15批准200
1993-12-01实施
QB/T1752-1993
3)C条件下,研磨60min取下试样,用游标卡尺测量试样的长度与标准试样比较,按式(1)计算其发墨量S:bzxZ.net
式中:S发墨量.mm/mint
Lr-一标准墨链长度,mt
Lz研磨后的婴锭长度,mm。
5.2粘度
将发墨量试验后的墨液倒人三角烧杯内,用手播勺,倒人量简,用玻璃溢度计测出墨液温度(24士1)C,再将波美计缓慢插入墨液中,放在工作台上稳定2min后平视读取分度值,其值分别是:油烟墨为4分度,碳黑为5分度,松烟数为6分度(未达到述浓度,可再继续研磨至婴求浓度,超出上述浓度,再加适量清水直至要求浓度)。此浓度的墨液为标准墨液,在此基础上用NDJ-1旋转粘度计0*转子进行测试,旋转粘度计外层保温(2主1)5.3墨色
截取一条40mm×150mm的红星牌净皮宜纸垂直漫人装有标准液的烧杯内持续1min,取出后再沿烧杯壁自然滴落1m,待自然干燥后,用反射密度计检定,每试条测三点取平均值(以试纸的中心点距30mm处左右各一点)。
5.4扩散率
将标准墨液按1*25比例配制成稀释墨液,用0.01mL刻度值的吸管吸人稀释墨液0.05mL,固定在支架台上与纸面相距5mm的高度,将液滴在宣纸上,自然扩散。5.5质量
将试样放在精度为1/1000的架盘天平上称量。5.6耐水性
将标准液用毛笔写在两张长120mmX50mm的红星牌净皮宣纸上,待干后将一张漫人清水中24h,取出,凉干后与另张试样对照,目测。5.7气味
凭嘎觉检验磨好的标准墨液所散发之香味。5.8上、下端厚度差
用游标卡尺,测量墨锭上下端的厚度。5.9外观
墨锭一般外观质量采用目测,其翘曲度测定方法如下:将墨锭放在玻璃平板上,在型锭上压上500g祛码,用塞尺测量墨链与玻璃板之间的缝隙。5.10图案、包装
6检验规则
产品的检验分为交收检验和型式检验。6.1交收检验
6.1.1交收检验中以同一时期、同一搅格为一批。6.1.2交收检验按GB/T2828规定进行检验,采用一般检查水平1的正常检查一次抽样方案,合格质量水平(AQ1)为6.5,检验项目见表1。201
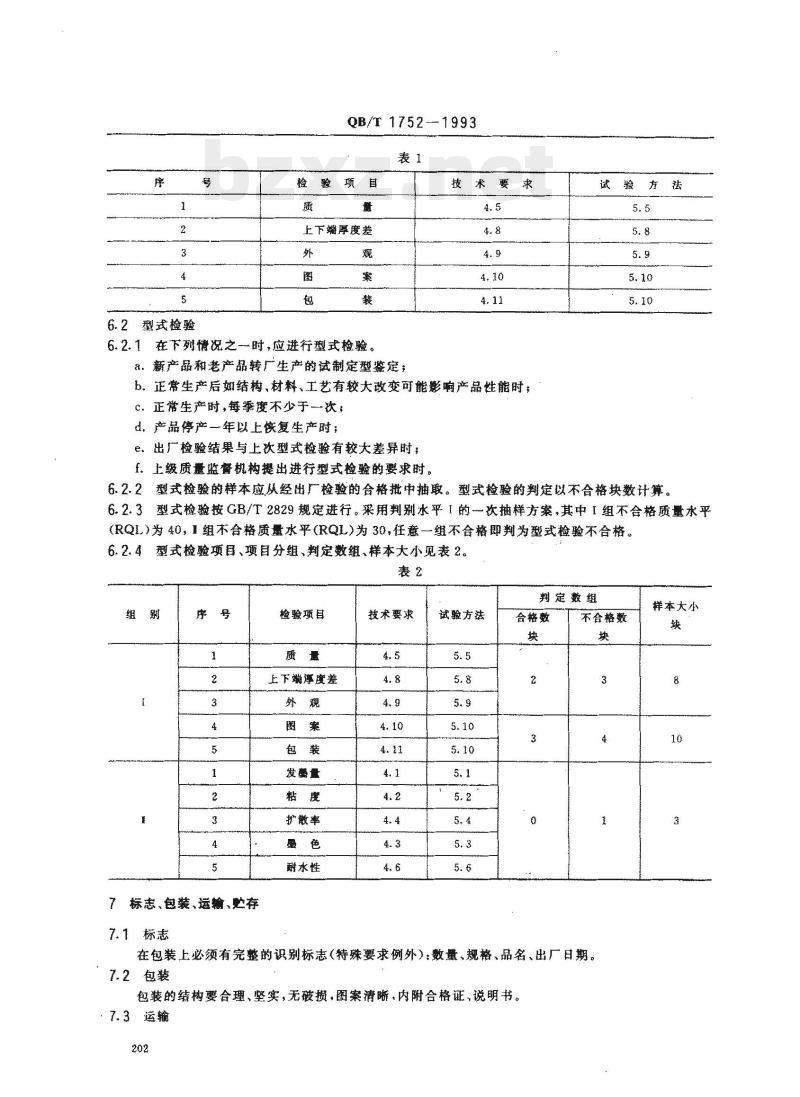
6.2型式检验
QB/T 1752--1993
检验项目
上下厚度差
6.2.1 在下列情况之-时,应进行型式检验。a.新产品和老产品转广生产的试制定型鉴定;技术要求
b、正常生产后如结构、材料、工艺有较大改变可能影响产喆性能时;C。正常生严时,每季度不少于次,d,产品停产一年以上恢复生产时;e.出厂检验结果与上次型式检验有较大差异时;f上级质量监督机构提出进行型式检验的要求。试
验方法
6.2.2型式捡验的样本应从经出厂检验的合格批中抽取。型武检验的判定以不合格块数计算。6.2.3型式检验按GB/T2829规定进行。采用判别水平1的次抽样方案,其中I组不合格质量水平(RQL)为40,1组不合格质量水乎(RQL)为30,任意一组不合格即判为型式检验不合格。6.2.4型式检验项目、项目分组、判定数组、样本大小见表2。表2
标志、包装、运输、贮存
7.1标志
检验项目
上下媚厚度差
发燃量
扩激率
避水性
技术要求
试验方法
判定数组
合格数
不合格数
在包装上必领有完整的识别标志(特殊要求例外):数量、规格、品名、出厂日期,7.2包装
包装的结构要合理、坚实,无被损,图案清晰、内附合格证、说明书。7.3运输
样本大小
QB/T1752—1993
在运输过程中,应注意轻装轻卸,并在外包装上印有防雨、防潮、防陋和免压,小心轻放等字样。7.4贮存
产品应贮藏在避风、阴凉干燥处,切勿置于潮混、雨淋、阳光照射和高温处。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文房四宝标准化中心归口。本标准由北京二轻中心计量站、北京一得阁墨汁厂负责起草。本标准主要起草人李传和、魏晓英、张小晶、蘭兴春、王泽民。203
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
1主题内容与适用范围
QB/T 1752—1993
本标准规定了书画墨锭的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于书法、绘画、写字和工业、艺术品、装饰描绘着色等用的墨锭。2引用标准
GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)3产品分类
3.1按产品的原材料不同分为油烟墨、碳黑墨和松烟墨。3.2按产品的质量分为以下规格:16g、31g、62.5g、125g、250g、500g。4技术要求
4.1发墨量≥20mm2/min。
4.2粘度油烟墨<0.007Pa·s
碳黑墨<0.009Pa·s;
松烟墨<0.010Pa·s。
油烟墨≥1.35Gy
4.3墨色;
碳黑墨≥1.35Gy,
松烟墨≥1.30Gy。
4.4扩散率:扩散圆直径大于等于墨迹圆直径的一倍。4.5质量偏差不得超过墨链质量的士3%。4. 6 耐水性:不跑墨。
4.7气味:清香。
4.8上下端厚度差≤0.8mm。
4.9外观:表面平整、光滑、无裂痕,翘曲≤0.8mm。4.10图案:清晰,无溢色,无落色。包装:平整、美观,无破损,标明生产日期。4.111
5试验方法
5.1发墨量
5.1.1将墨锭加工成底面积为(300士4)mm2的标准试样。5.1.2采用转速为36r/min,加载码质量为2kg,旋转直径为200mm的标准研墨机。5.1.3将标准试样夹持在研墨机上,使试样底面与潭柘紫石砚平面接触,加清水100mL,在室温(24土中华人民共和国轻工业部1993-04-15批准200
1993-12-01实施
QB/T1752-1993
3)C条件下,研磨60min取下试样,用游标卡尺测量试样的长度与标准试样比较,按式(1)计算其发墨量S:bzxZ.net
式中:S发墨量.mm/mint
Lr-一标准墨链长度,mt
Lz研磨后的婴锭长度,mm。
5.2粘度
将发墨量试验后的墨液倒人三角烧杯内,用手播勺,倒人量简,用玻璃溢度计测出墨液温度(24士1)C,再将波美计缓慢插入墨液中,放在工作台上稳定2min后平视读取分度值,其值分别是:油烟墨为4分度,碳黑为5分度,松烟数为6分度(未达到述浓度,可再继续研磨至婴求浓度,超出上述浓度,再加适量清水直至要求浓度)。此浓度的墨液为标准墨液,在此基础上用NDJ-1旋转粘度计0*转子进行测试,旋转粘度计外层保温(2主1)5.3墨色
截取一条40mm×150mm的红星牌净皮宜纸垂直漫人装有标准液的烧杯内持续1min,取出后再沿烧杯壁自然滴落1m,待自然干燥后,用反射密度计检定,每试条测三点取平均值(以试纸的中心点距30mm处左右各一点)。
5.4扩散率
将标准墨液按1*25比例配制成稀释墨液,用0.01mL刻度值的吸管吸人稀释墨液0.05mL,固定在支架台上与纸面相距5mm的高度,将液滴在宣纸上,自然扩散。5.5质量
将试样放在精度为1/1000的架盘天平上称量。5.6耐水性
将标准液用毛笔写在两张长120mmX50mm的红星牌净皮宣纸上,待干后将一张漫人清水中24h,取出,凉干后与另张试样对照,目测。5.7气味
凭嘎觉检验磨好的标准墨液所散发之香味。5.8上、下端厚度差
用游标卡尺,测量墨锭上下端的厚度。5.9外观
墨锭一般外观质量采用目测,其翘曲度测定方法如下:将墨锭放在玻璃平板上,在型锭上压上500g祛码,用塞尺测量墨链与玻璃板之间的缝隙。5.10图案、包装
6检验规则
产品的检验分为交收检验和型式检验。6.1交收检验
6.1.1交收检验中以同一时期、同一搅格为一批。6.1.2交收检验按GB/T2828规定进行检验,采用一般检查水平1的正常检查一次抽样方案,合格质量水平(AQ1)为6.5,检验项目见表1。201
6.2型式检验
QB/T 1752--1993
检验项目
上下厚度差
6.2.1 在下列情况之-时,应进行型式检验。a.新产品和老产品转广生产的试制定型鉴定;技术要求
b、正常生产后如结构、材料、工艺有较大改变可能影响产喆性能时;C。正常生严时,每季度不少于次,d,产品停产一年以上恢复生产时;e.出厂检验结果与上次型式检验有较大差异时;f上级质量监督机构提出进行型式检验的要求。试
验方法
6.2.2型式捡验的样本应从经出厂检验的合格批中抽取。型武检验的判定以不合格块数计算。6.2.3型式检验按GB/T2829规定进行。采用判别水平1的次抽样方案,其中I组不合格质量水平(RQL)为40,1组不合格质量水乎(RQL)为30,任意一组不合格即判为型式检验不合格。6.2.4型式检验项目、项目分组、判定数组、样本大小见表2。表2
标志、包装、运输、贮存
7.1标志
检验项目
上下媚厚度差
发燃量
扩激率
避水性
技术要求
试验方法
判定数组
合格数
不合格数
在包装上必领有完整的识别标志(特殊要求例外):数量、规格、品名、出厂日期,7.2包装
包装的结构要合理、坚实,无被损,图案清晰、内附合格证、说明书。7.3运输
样本大小
QB/T1752—1993
在运输过程中,应注意轻装轻卸,并在外包装上印有防雨、防潮、防陋和免压,小心轻放等字样。7.4贮存
产品应贮藏在避风、阴凉干燥处,切勿置于潮混、雨淋、阳光照射和高温处。附加说明:
本标准由轻工业部质量标准司提出。本标准由全国文房四宝标准化中心归口。本标准由北京二轻中心计量站、北京一得阁墨汁厂负责起草。本标准主要起草人李传和、魏晓英、张小晶、蘭兴春、王泽民。203
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。