基本信息
标准号:
JB/T 7021.3-1993
中文名称:块式制动器 制动衬垫
标准类别:机械行业标准(JB)
英文名称: Block brake pad
标准状态:已作废
发布日期:1993-09-21
实施日期:1994-07-01
作废日期:2007-02-01
出版语种:简体中文
下载格式:.rar.pdf
下载大小:99.99 KB
相关标签:
块式
制动器
制动
衬垫
标准分类号
中标分类号:机械>>通用零部件>>J19联轴器、制动器与变速器
相关单位信息
标准简介
JB/T 7021.3-1993 块式制动器 制动衬垫 JB/T7021.3-1993
标准内容
中华人民共和国机械行业标准www.bzxz.net
块式制动器
1 主题内容与适用范围
本标准规定了块式制动器制动衬垫(以下简称制动衬垫)的型式与尺寸、技术要求、试验方法及检验规则。本标准适用于块式制动器制动瓦块用制动衬垫。
2 引用标准
GB1036 塑料线膨胀系数测定方法
GB1041 塑料压缩试验方法
GB/T1804 一般公差线性尺寸未注公差
GB5766 摩擦材料洛氏硬度测定法
JB/T7021.2 块式制动器制动瓦块
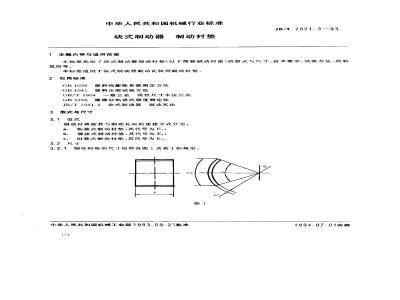
3 型式与尺寸
3.1 型式
制动衬垫按与制动瓦块的连接方式分为:
a. 粘接式制动衬垫,代号 E1;
b. 铆接式制动衬垫,代号 E2;
c. 组装式制动衬垫,代号 E3。
3.2 尺寸
3.2.1 制动衬垫尺寸应符合图1及表1的规定。
基本尺寸 D (mm):160, 200, 250, 315, 400, 500, 630, 710, 800
极限偏差:+2/0, +3/0, +4/0
注:E1、E2 型对 L 没有偏差要求。
3.2.2 E2 型制动衬垫与制动瓦块铆接孔的型式和尺寸见图2和表2。
铆钉孔按 JB/T7021.2 中 B 型铆接式制动瓦块的装配尺寸加工。
3.2.3 未注尺寸公差应符合 GB/T1804 中的 m 级。
3.3 型号与标记
3.3.1 型号表示方法:标注制动衬垫类型、制动轮直径及产品代号。
3.3.2 标记示例:
制动轮径 D=200mm,粘接式制动衬垫标记为:制动衬垫 E-200 JB/T7021.3
4 技术要求
4.1 摩擦性能
4.1.1 制动衬垫最高热平衡温度为 250℃。
4.1.2 摩擦系数 μ:相对于铸铁、铸钢材料的制动轮,动摩擦系数不小于 0.35。
4.1.3 磨损率 q:在制动器惯性试验台上连续制动 2000 次,磨损质量与磨损前质量之比不大于 2%。
4.1.4 热恢复性应符合 4.1.2 和 4.1.3 条要求。
4.2 材料
4.2.1 材料力学性能应符合表3规定。
表3
线膨胀系数 /C:3×10^-5
压缩强度 N/mm²:40
洛氏硬度 HR:50~115(按 P、M、L 标尺测定)
4.2.2 材料粒度应均匀,不得含有损伤制动轮的杂质。
4.3 外观
4.3.1 表面质地均匀,无裂纹、气泡夹层等缺陷。
4.3.2 表面不得有油污、脏物及水等杂质。
5 试验方法
5.1 一般要求
5.1.1 试验用量具和量仪应符合国家计量检定规程。
5.1.2 模拟制动器惯性试验台需经技术监督检测归口部门认可。
5.2 摩擦性能
5.2.1 摩擦系数测定:按实际使用工况分 50℃、100℃、150℃、200℃、250℃ 五档平衡温度段,在惯性试验台上从低温到高温再从高温到低温测定。根据摩擦系数公式 μ = M / (N·D) 测出最大值 μ_max、最小值 μ_min,平均值 m,μ_min 不小于平均值 80%。
5.2.2 磨损率测定:
a. 用电子天平测量制动衬垫质量;
b. 按制动轮转速 15 m/s,平衡温度 150℃,比压 0.2 N/mm²,调整制动器惯性试验台;
c. 连续制动 2000 次,再测量制动衬垫质量,计算磨损率 q = (质量变化率) × 100%。
5.3 材料力学性能测定
待续
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。





