标准分类号
中标分类号:机械>>加工工艺>>J32锻压
相关单位信息
标准简介
被JB/T 7532-2005代替 JB/T 7532-1994 旋压件工艺编制原则 JB/T7532-1994
标准内容
中华人民共和国机械行业标准
旋压件工艺编制原则
1. 主题内容与适用范围
JB/T 7532
本标准规定了旋压件成形的工艺方案,工艺规程的编制,毛坯的确定和设备的选择。本标准适用于金属薄壁、空心回转体旋压件的成形工艺。
2. 选用和编制旋压工艺的一般原则
2.1 根据产品图样设计的旋压件,在技术上是可行的。
2.2 采用旋压成形方法应是经济合理的。
2.3 旋压成形方法可解决其他加工方法难以成形或精度较低的工件。
2.4 旋压件的精度良好,与其他加工方法相比,其性能有明显提高,且加工环境得到改善。
从事旋压工艺编制的人员,应熟悉旋压加工原理、模具设计及旋压设备。
3. 旋压工艺方案的确定
3.1 旋压产品按其成形特点可分为普通旋压和变薄旋压(强力旋压)两类。
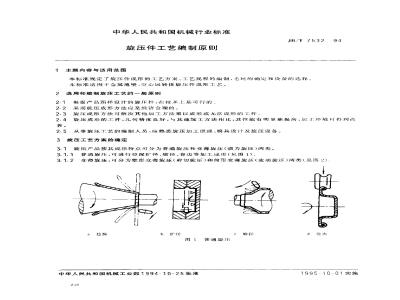
3.1.1 普通旋压:可进行拉深、扩径、缩径、卷边等加工成形(见图1)。变薄旋压:可分为锥形变薄旋压(剪切旋压)和筒形变薄旋压(流动旋压)两类(见图2)。
3.2 旋压件成形常见的为外旋压成形,按其旋压方式可分为正旋压、反旋压。极少数旋压件也可用内旋压成形(见图3)。
正旋压:在成形过程中,变形金属流动方向与旋轮纵向进给方向相同。
反旋压:在成形过程中,变形金属流动方向与旋轮纵向进给方向相反。
内旋压:旋压空心回转体毛坯时,芯模在毛坯之外,旋轮在毛坯之内的旋压方法。
外旋压:旋压空心回转体毛坯时,芯模在毛坯之内,旋轮在毛坯之外的旋压方法。
3.3 根据旋压件的特点和技术要求,选用合理的旋压工艺方案。
3.3.1 普通旋压适用于改变毛坯直径尺寸,而壁厚基本不变的旋压件。变薄旋压适用于毛坯壁厚逐渐地、有规律地减薄而直径无显著变化的旋压件。
3.3.2 正旋压工艺适用于带底、外表面有突筋和变壁厚的旋压件。
3.3.3 反旋压工艺适用于加工简形件,可用较短的芯模加工较长的旋压件。
3.3.4 对于难变形的金属和部分铸造材料,采用加热旋压工艺可有效地提高材料可变形性。
3.3.5 选用合理的分道次旋压工艺,可有效地防止旋压过程中旋轮前部的隆起,提高旋压件质量。
3.3.6 筒形件变薄旋压时,在旋压机床允许的条件下,采用分层错矩法旋压成形,可以提高工效,改善直径精度,其旋轮压下量的分配应使各旋轮承受的旋压力相近。
4. 旋压工艺规程编制
4.1 常用旋压工艺文件:
- 旋压件图样及技术条件;
- 旋压件毛坯图样;
- 旋压工艺用模具及其他辅助工装图样;
- 旋压工艺卡(含工序简图);
- 旋压工艺计算及说明书;
- 旋压机床调整卡。
4.2 旋压件工艺规程编制内容
旋压件工艺规程的编制是以旋压工序为中心,包括备料、制坯、旋压前热处理、机加工、旋压、中间热处理、成品旋压、成品热处理及精整等工序,还应配以必要的检验工序和性能检测。
5. 旋压件成形工序的设计
5.1 根据选用材料及其状态,设计总变形率、道次变形率和热处理工艺。
5.2 旋压件成形工序的设计应保证旋压件的性能及精度要求。
5.3 选用的模具及辅助工装应保证产品精度。
5.4 旋压工艺力求简化,要考虑整体的经济性。
6. 主要旋压工艺参数的确定
旋压件在成形过程中,要考虑的主要工艺参数有:壁厚减薄率、主轴转速、进给比、芯模和旋轮的间隙、旋压温度、旋压道次规范、旋轮运动轨迹和旋轮的几何形状等。
6.1 壁厚减薄率
变薄旋压壁厚减薄率可按式(1)计算:
减薄率(%) = (毛坯壁厚 - 旋压件壁厚) / 毛坯壁厚 * 100。
6.2 极限减薄率
6.2.1 极限减薄率可以按式(2)计算:
极限减薄率 = (毛坯壁厚 - 最小壁厚) / 毛坯壁厚 * 100。
常用材料的极限减薄率见表1。
6.3 进给比
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。