标准分类号
中标分类号:机械>>加工工艺>>J31铸造
出版信息
出版社:机械工业出版社
页数:5页
标准价格:8.0 元
出版日期:1992-06-01
相关单位信息
起草人:于志学、孙嵩秀
起草单位:沈阳铸造厂
提出单位:机械电子工业部沈阳铸造研究所
发布部门:中华人民共和国电子工业部
标准简介
本标准规定了铸件模样起模斜度的形式、基本参数及其选取方法。本标准适用于砂型铸造所用的木模样、金属模样和塑料模样。起模斜度不包括在GB 6414—86《铸件尺寸公差》所规定的尺寸公差范围内。 JB/T 5105-1991 铸件模样 起模斜度 JB/T5105-1991
标准内容
中华人民共和国机械行业标准
铸件模样起模斜度(JB/T 5105—91)
1 范围
本标准规定了铸件模样起模斜度(以下简称起模斜度)的形式、基本参数及其选取方法。本标准适用于砂型铸造所用的木模样、金属模样和塑料模样。起模斜度不包括在GB 6414《铸件尺寸公差》所规定的尺寸公差范围内。
2 术语
测量面高度:在造型工艺图样上,模样表面(由芯头及浇注系统等工艺因素形成的表面除外)形成起模斜度的高度。
3 起模斜度的形式及表示方法
3.1 起模斜度的形式
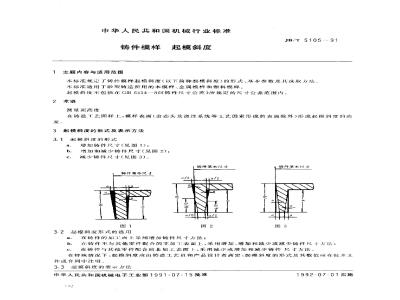
起模斜度按对铸件尺寸的影响分为三种形式:
(1)增加铸件尺寸;
(2)增加和减少铸件尺寸;
(3)减少铸件尺寸。
3.2 起模斜度形式的选用
(1)在铸件加工面上,应采用增加铸件尺寸的方法;
(2)在不与其他零件配合的非加工表面上,可采用增加、增加与减少或减少铸件尺寸的方法;
(3)在与其他零件配合的非加工表面上,应采用减少或增加与减少铸件尺寸的方法。
在特殊情况下,起模斜度的形式及数值应由铸造工艺人员与产品设计人员协商确定,并在技术文件或合同中注明。
3.3 起模斜度的表示方法
起模斜度在产品工艺图样和技术文件中可采用以下两种表示方法:
(1)用倾斜角α表示;
(2)用起模斜度引起的尺寸增减量h表示。
4 基本参数及选取方法
4.1 粘土砂造型
模样外表面的起模斜度按表1选取;模样凹处内表面的起模斜度按表2选取。当凹处较深时,可采用活块或型芯形成。
4.2 自硬砂造型
模样外表面的起模斜度按表3选取;模样凹处内表面的起模斜度可在表3基础上增加50%。当凹处较深时,也可采用活块或型芯形成。
4.3 起模困难情况
对于起模困难的模样,允许采用较大的起模斜度,但不得超过表列数值的1倍。
4.4 芯盒起模斜度
芯盒的起模斜度可参照表1~表3选取。
4.5 高压造型条件
当造型机工作比压大于700 kPa时,表1~表3所列起模斜度值可适当增加,但增加幅度不得超过50%。
4.6 结构自带斜度
当铸件结构本身在起模方向上已有足够斜度时,可不另加起模斜度。
4.7 分型面一致性
同一铸件上下两个模样的起模斜度,应在分型面上对应一致。
表1 粘土砂造型时模样外表面的起模斜度
根据测量面高度不同,木模样、金属模样和塑料模样的起模斜度角度或尺寸值分级选取,一般范围约为0°15′~2°55′,或对应的线性尺寸增量。
表2 粘土砂造型时模样凹处内表面的起模斜度
根据测量面高度及模样材料不同,起模斜度一般较外表面略大,范围约为0°30′~5°45′。
表3 自硬砂造型时模样外表面的起模斜度
起模斜度相对较小,一般范围约为0°20′~3°30′,具体数值按测量面高度及模样材料选取。
附加说明
本标准对铸件模样起模斜度的选取提供了统一依据,用于指导铸造工艺设计与模样制造。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。