标准分类号
中标分类号:综合>>基础标准>>A29材料防护
关联标准
出版信息
出版社:机械工业出版社
页数:4 页
标准价格:8.0 元
出版日期:1996-01-01
相关单位信息
起草人:钟立畅
起草单位:机械工业部武汉材料保护研究所
提出单位:全国金属与非金属覆盖层标委员
发布部门:中华人民共和国机械工业部
标准简介
本标准规定了电镀溶液覆盖能力的试验方法。本标准适用于各类电镀溶液。 JB/T 7704.2-1995 电镀溶液试验方法 覆盖能力试验 JB/T7704.2-1995
本标准规定了电镀溶液覆盖能力的试验方法。本标准适用于各类电镀溶液。
标准内容
中华人民共和国机械行业标准
电镀溶液试验方法
覆盖能力试验
1 主题内容与适用范围
本标准规定了电镀溶液覆盖能力的试验方法。本标准适用于各类电镀溶液。
2 术语
覆盖能力:镀液在特定的电镀条件下,在阴极表面凹处或深孔处沉积金属的能力。
3 方法原理
根据电镀电流分布原理,人为地制造出具有深凹和外形遮蔽部位或内孔的阴极,并采取适当的悬挂方式在待测镀液中进行电镀。通过测量镀层覆盖的面积或镀入深度,评定镀液的覆盖能力。不同的试验方法所得到的结果不相同。若要比较不同镀液或工艺条件的覆盖能力,则必须采用相同的方法,在相同的条件下进行试验。
4 试验方法
4.1 直角阴极法
本方法适用于测定覆盖能力较差的电镀溶液。
4.1.1 试验仪器及设备
a. 电源:直流电源,最好采用恒电流电源。
b. 镀槽:选择适当尺寸和体积的矩形槽。
c. 阳极:符合国家标准的适当面积的阳极材料。
d. 阴极:用薄钢片或铜片,按图1所示制成直角阴极,并将其背面绝缘。
图1 直角阴极
4.1.2 试验装置
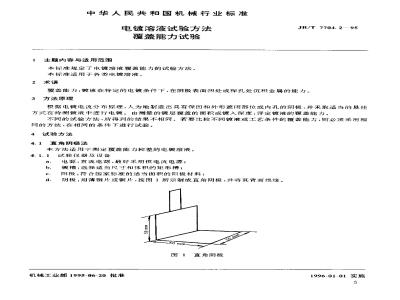
测定镀液覆盖能力的装置如图2所示。
图2 直角阴极法试验装置
- 电源:1
- 电流表:2
- 镀槽:3
- 直角阴极:4
- 阳极:5
4.1.3 试验步骤
4.1.3.1 将待测镀液注入电镀槽,按镀液工艺条件恒温。
4.1.3.2 将阴、阳极进行常规镀前处理后,按照图2所示安装接线。
4.1.3.3 根据镀液工艺条件,选择适当电流强度和电镀时间,进行电镀。镀后取出阴极清洗、干燥后进行测量。
4.1.4 试验结果
以直角阴极上镀层覆盖面积的百分数评定镀液的覆盖能力。百分数值越大,镀液的覆盖能力越好。
4.2 内孔法
本方法适用于覆盖能力较好的电镀溶液。
4.2.1 试验仪器及设备
a.电源:与4.1.1a 相同;
c. 阴极:$10mm(内径)×100mm或10mm(内径)×50mm的低碳钢管或紫铜管。
b. 镀槽:与4.1.1b 相同;
c. 阳极:与4.1.1c 相同。
4.2.2 试验装置
阴极有不同的悬挂方式。根据待测镀液的性质,阴极可以水平放置,使管的中心轴垂直于阳极(如图3a);也可以垂直放置,使管的中心轴与阳极平行(如图3b);还可以用10mm×50mm的阴极将其一端的内孔堵死(即形成盲孔),水平放置,使其另一端内孔的中心轴垂直于阳极(如图3c)。
图3 阴极不同悬挂方式的装置(尺寸单位:mm)
- 电源:1
- 电流表:2
- 镀槽:3
- 阴极:4
- 阳极:5
4.2.3 试验步骤
4.2.3.1 将待测镀液注入电镀槽中,按镀液工艺条件恒温。
4.2.3.2 将阴极进行常规镀前处理后,按照4.2.2规定中的某一种适用方式放置阴极,并连接线路。
4.2.3.3 根据镀液工艺条件,选择适当电流强度和电镀时间,进行电镀。镀后取出阴极清洗、干燥后进行测量。
4.2.4 试验结果
将镀好的管状试样沿纵向剖开,测量阴极内孔壁上镀层长度(即镀入深度),即可评定镀液的覆盖能力。也可用镀入深度与阴极内孔径的比值评定镀液的覆盖能力。其比值越大,镀液覆盖能力越好。
4.3 平行阴极法
本方法仅适用于测定镀铬溶液的覆盖能力。
4.3.1 试验仪器及设备
a. 电源:与4.1.1a 相同;
b. 镀槽:与4.1.1b 相同;
c. 阳极:50mm×40mm的铅锡阳极(含锡10%--30%)。
d. 阴极:将两片40mm×20mm的薄铜片制成间隔为10mm的平行阴极板(见图4)。
图4 平行阴极示意图
4.3.2 试验装置
测定镀液覆盖能力的装置如图5所示。
图5 平行阴极法试验装置(尺寸单位:mm)
- 电源:1
- 电流表:2
- 镀槽:3
- 平行阴极:4
- 阳极:5
4.3.3 试验步骤
4.3.3.1 将待测镀液注入镀槽中,按镀液工艺条件恒温。
4.3.3.2 将阴阳极进行常规电镀前处理后,按图5所示安装接线。
4.3.3.3 阴极带电在槽,在电镀工艺条件下,电镀10min,取出阴极,清洗、干燥后进行测量。
4.3.4 试验结果
将镀后的平行阴极拆开,以阴极试样内侧面上镀层覆盖面积的百分数评定该镀液的覆盖能力。百分数值越大,镀液的覆盖能力越好。
4.4
除了本标准规定的上述测定方法外,也可以根据待测镀液的性质,协商选择能够评定镀液覆盖能力的其他恰当的试验方法,如制成相同内孔径,不同深度孔穴阴极的穴法,或者制成系列不同内孔径阴极的内孔法等。
5 试验报告
试验报告一般应包括以下内容:
a. 被测镀液的名称及型号;
b. 本标准号及使用的试
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。